сл С
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления пустотелых изделий из бетонных смесей | 1990 |
|
SU1719226A2 |
| Способ непрерывного изготовления строительных изделий | 1973 |
|
SU492391A1 |
| Установка для вертикального формования железобетонных изделий | 1966 |
|
SU253640A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1991 |
|
RU2024390C1 |
| Кассетная установка | 1979 |
|
SU863364A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ | 2020 |
|
RU2750535C1 |
| Способ изготовления изделий из подвижных бетонных смесей | 1977 |
|
SU730568A1 |
| Способ изготовления трубчатых изделий из бетонных смесей | 1990 |
|
SU1823816A3 |
| Способ изготовления пустотелых изделий из бетонных смесей и установка для его осуществления | 1988 |
|
SU1599201A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ В СУРОВЫХ КЛИМАТИЧЕСКИХ УСЛОВИЯХ | 1993 |
|
RU2121917C1 |
Изобретение относится к производству пустотелых изделий из бетонных смесей и позволяет повысить качество и производительность. Эта цель достигается тем, что в способе изготовления пустотелых изделий из бетонных смесей укладку и уплотнение смеси ведут при создании вакуума в 0.03- 0,08 МПа, Перемещение бетоновода осуществляют со скоростью, определяемой по формуле V (I Pi/h Р2) Vp, где V - скорость перемещения бетоновода, см/мин, I - длина вакуум-камеры, см. h - толщина вакуумируемого слоя, см, PI -давление укладки смеси, МПа, PI - разрежение вакуумирования, МПа, Vp - рекомендуемая скорость вакуумирования, см/мин. 1 ил.
Изобретение относится к стройиндуст- рии, в частности к производству пустотелых изделий из бетонных смесей, и является усовершенствованием известного способа по авт. св. № 1599201.
Целью изобретения является повышение качества и производительности.
Сущность способа заключается в подаче и укладке бетонной смеси в форму перемещающимся вдоль продольной оси последней бетоноводом уплотнении, тепловой обработке и распалубке изделия, причем укладку и уплотнение смеси ведут при создании вакуума 0,03-0,08 МПа, а перемещение бетоновода осуществляют со скоростью, определяемой по формуле I Pi
h Ра
где V - скорость перемещения бетоновода, см/мин;
I - длина вакуумкамеры, см;
V
Vp,
h - толщина вакуумируемого слоя, см;
Pi - давление укладки смеси, МПа;
2 - разрежение вакуумирования. МПа;
Vp - рекомендуемая скорость вакуумирования, см/мин.
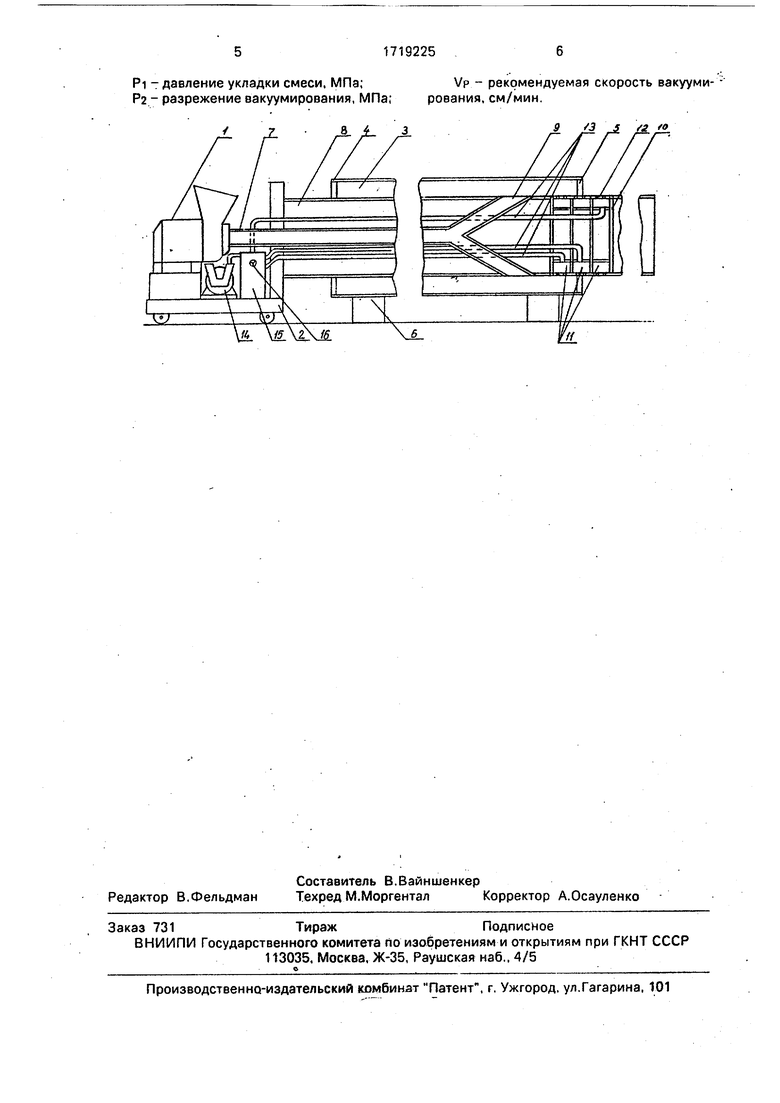
Способ реализуется с помощью установки, представленной на чертеже.
Установка для изготовления пустотелых изделий из бетонных смесей состоит из нагнетательного устройства 1, например бетононасоса, установленного на тележке 2, металлической формы 3 с торцовыми крышками 4 и 5, в которых выполнены отверстия с заданной конфигурацией. Форма 3 установлена на опорах 6. В форме 3 размещен смонтированный консольно на нагнетательном устройстве бетоновод 7 с калибрующим приспособлением, выполненный в виде из связанных между собой разъемного соединения распределительной секции 8 с каналами 9 и вакуумкамеры 10. Полость
о
ю
Ю
сл
го
вакуумкамеры 10 разделена на несколько независимых вакуумполостей 11, закрытых со стороны обрабатываемой поверхности изделия фильтрующими элементами 12, например, из полимерного материала. Ваку- умполости 1Т соединены трубопроводами 13 с вакуумнасосом 14 и водосборником 15. Каждый из трубопроводов 13 снабжен запорными кранами 16.
Установка для изготовления пустотелых изделий из бетонных смесей работает следующим образом.
Связанный с нагнетательным устройством 1 бетоновод 7 с калибрующим приспособлением устанавливают в форму 3 и фиксируют на противоположном от нагнет тательного устройства 1 торце формы 3, при этом вакуумполости 11 камеры располагаются за торцевой крышкой 5. Включают нагнетательное устройство 1 и бетонную смесь по Ьетоноводу 7 и по каналам 9 подают в зону укладки. Избыточным объемом бетонной смеси в зоне укладки и гидродинамическим давлением в ней создают подпор и одновременно включают вакуумнасос 1.4. В зависимости от нахождения соответствующей вакуумполости 11 в зоне укладки смеси открывают соответствующий кран 16 и создают в этой зоне вакуум в пределах 0,03-0,08 МПа. В результате подпора смеси нагнетательным устройством 1 и созданного вакуума происходит отжим избыточной воды, которая через фильтрующие элементы 12 отсасывается в водосборник 15. По мере уплотнения бетонной смеси и отсоса избыточной воды бетоновод 7 с калибрующим приспособлением и вакуумкамерой 1-0 непрерывно перемещают с заданной скоростью к выходу из формы и по мере ввода очередной вакуумполости 11 внутрь формы 3 открывают соответствующий запорный кран 16. После вывода бетоновода 7 с калибрующими приспособлением и вакуумкамерой 10 из полости формы 3 включают нагнетательное устройство 1 и вакуумнасос 14. Форму 3 с изделием направляют на теп- левую обработку, а затем на распалубку.
Пример 1. Изготавливали трубы безнапорные типа ФТ длиной 3,5 м, Дн 1200 мм, Двн 1000 мм из бетонной смеси М 400. Состав смеси: Ц - 490 кг, П - 900 кг, суперпластификатор Дофен - 0,9%, В/Ц - 0,3, осадка конуса - 8-10 см.
Гидродинамическое давление бетонной смеси осуществляли бетононасосом марки Вортингтон производительностью 120 м3/ч. Вакуумирование обеспечивали вакуумнасосом типа БС-16.
В первоначальный момент бетоновод с калибрующим приспособлением и вакуумкамерой устанавливали и фиксировали в форме так, что расстояние от отверстий
каналов до крышки было равным 0,5 диаметра калибрующего приспособления, т.е. 0,5 м. Внутри формы находилась также часть вакуумкамеры длиной 300 мм, а остальная часть 1700 мм - за крышкой фор0 мы. Подачу бетонной смеси в форму осуществляли при давлении 0,1 МПа..Давление в вакуумкамере создавали равным 0,08 МПа.
При достижении заданного давления (1
5 МПз) включали вакуумнасос., обеспечивая в вакуумкамере давление 0,08 МПа и начинали перемещать бетоновод с калибрующей секцией и вакуумкамерой со скоростью Vi 200см 0,1 МПа
0
5
0
5
0
5
0
5
inл пп .«,-1 СМ/МИН, ЧТО СООТ10см 0,08 МПа ветствовало 25 см/мин.
После вывода бетоновода с вакуумкамерой из полости формы выключали бетононасос, а затем и вакуумнасос.
Отформованное изделие отправляли на термообработку, где выдерживали при температуре 80-85°С в течение 6 ч, после чего изделие распалубливали.
Пример 2. Бетонную смесь подавали в форму при давления 0,15 МПа, а давление в вакуумкамере создавали равным 0,03 МПа. При достижении заданного давления (0,15 МПа) включали вакуумнасос, обеспечивая в вакуумкамере давление 0,03 МПа. после чего начинали перемещать бетоновод с калибрующей секцией и вакуумкамерой со скоростью 200 см ; 0,15 МПа
V2
1 см/мин, что со10 см 0,03 МПа ответствует 100 см/мин. После вывода бетоновода с вакуумкамерой из полости формы отключали бетононасос, а затем и вакуумнасос. Отформованное изделие отправляли на термообработку, после которой распалубливали.
Формула изобретения
Способ изготовления пустотелых изделий из бетонных смесей по авт. св. № 1599201, отличающийся тем, что, с целью повышения качества и производительности, укладку и уплотнение смеси ведут при создании вакуума 0,03...0,08 МПа, а перемещение бетоновода осуществляют со скоростью, определяемой по формуле I -Pi h Р2
где V - скорость перемещения бетоновода, см/мин;
I -длина вакуум-камеры, см;
h - толщина вакуумируемого слоя, см:
V
VP,
Pi -давление укладки смеси. МПа;Vp - рекомендуемая скорость вакуумиР2 - разрежение вакуумирования, МПа; рования, см/мин.
to
| Способ изготовления пустотелых изделий из бетонных смесей и установка для его осуществления | 1988 |
|
SU1599201A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
