Изобретение относится к металлургии, конкретнее к внепечной обработке металла в ковше.
Наиболее близким по технической сущности является способ циркуляционного вакуумирования металла в ковше, включающий установку ковша под вакуумную камеру, погружение под уровень металла в ковше двух патрубков вакуумкамеры, создание в камере остаточного давления, а также подачу под давлением в один из патрубков инертного газа аргона по трубопроводу. При этом, поднимаясь вверх, аргон эжектирует металл, находящийся в патрубке. В результате металл из верхних слоев ковша поступает в вакуумкамеру, подвергается вакуумной обработке, затем стекает через патрубок обратно в ковш, где перемешивается со всей массой металла [1]
Недостатком известного способа является низкая производительность и эффективность циркуляционного вакуумирования металла в ковше. Это объясняется тем, что объем стекающего по сливному патрубку металла недостаточен для интенсивного перемешивания металла во всем объеме ковша, в том числе и в нижних слоях. Сказанное приводит к удлинению времени циркуляционного вакуумирования в ковше, при этом не обеспечивается необходимая степень углеродного раскисления стали.
Технический эффект при использовании изобретения заключается в увеличении производительности и эффективности процесса циркуляционного вакуумирования металла в ковше.
Указанный технический эффект достигают тем, что способ циркуляционного вакуумирования включает установку над ковшом вакуумкамеры с двумя патрубками, один из которых соединен с трубопроводом для подачи инертного газа, погружение двух патрубков вакуумкамеры под уровень металла в ковше, создание в вакуумкамере остаточного давления, подачу по трубопроводу в патрубок вакуумкамеры инертного газа под давлением.
Вакуумкамеру устанавливают над ковшом с пористой пробкой, расположенной в его днище, а в процессе циркуляционного вакуумирования через пористую пробку в днище ковша подают инертный газ с расходом, равным 0,15 0,30 от расхода инертного газа, подаваемого по трубопроводу в патрубок вакуумкамеры, при этом инертный газ через пористую пробку в днище ковша подают по оси патрубка, соединенного с трубопроводом для подачи инертного газа.
Увеличение производительности и эффективности процесса циркуляционного вакуумирования металла в ковше будет происходить вследствие интенсификации перемешивания металла в нижних слоях металла в ковше и по всему объему его. При этом подача инертного газа снизу по оси патрубка способствует увеличению расхода невакуумированного металла в патрубок, в который подают инертный газ. Сказанное приводит к сокращению времени процесса циркуляционного вакуумирования металла в ковше, а также к повышению степени углеродного раскисления стали.
Диапазон значений расхода инертного газа снизу в пределах 0,15-0,30 от расхода инертного газа в патрубок объясняется закономерностями перемешивания металла в ковше и движением в нем конвективных потоков. При меньших значениях не будет обеспечиваться перемешивание металла в нижних слоях и во всем объеме ковша с необходимой интенсивностью. При больших значениях будет происходить перерасход инертного газа, а также охлаждение металла сверх допустимых значений. Указанный диапазон устанавливают в обратной зависимости от емкости ковша и расхода инертного газа в патрубок.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения со ссылкой на чертеж, на котором показана схема установки для осуществления способа циркуляционного вакуумирования металла в ковше, продольный разрез.
Установка для осуществления способа циркуляционного вакуумирования металла в ковше состоит из вакуумкамеры 1 с вакуумпроводом 2, патрубков 3 и 4, трубопровода 5, разливочного ковша 6, пористой пробки 7 с патрубком 8. Позицией 9 обозначен жидкий металл.
Способ циркуляционного вакуумирования металла в ковше осуществляют следующим образом.
Пример. Перед началом процесса циркуляционного вакуумирования вакуумкамеру 1 устанавливают над ковшом 6 и погружают ее патрубки 3 и 4 под уровень металла в ковше. Вакуумной обработке подвергают нераскисленную сталь марки ст3. При помощи вакуумпровода 2, соединенного с вакуумнасосом, в вакуумкамере 1 создают остаточное давление в пределах 0,6-0,8 кПа. По трубопроводу 5 в канал патрубка 4 подают под давлением инертный газ аргон. Через пористую пробку 7 по патрубку 8 также подают инертный газ аргон под давлением и расходом, равным 0,15-0,30 от расхода инертного газа в патрубок 4. Пористая пробка 7 установлена по оси патрубка 4. При этом происходит интенсивное перемешивание металла 9 по всему объему ковша 6, в том числе и в нижних слоях. Диаметр канала патрубка 4 составляет 500 мм.
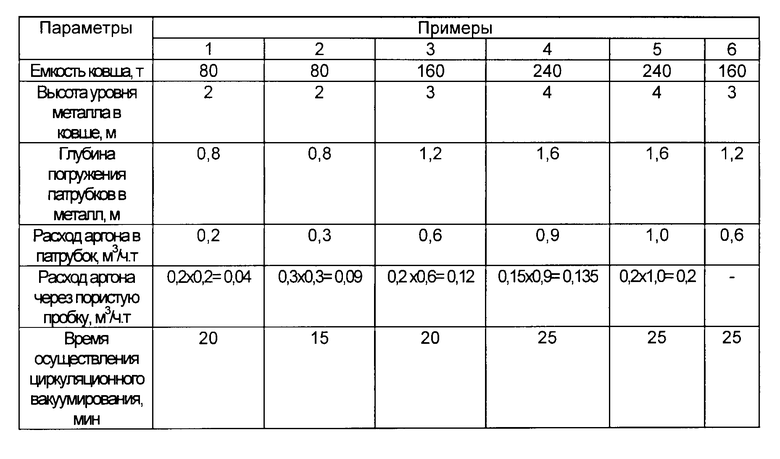
В таблице приведены примеры осуществления способа циркуляционного вакуумирования металла в ковше.
В первом примере вследствие малой величины расхода аргона через пористую пробку не обеспечивается перемешивание металла в нижних слоях ковша, что приводит к увеличению времени циркуляционного вакуумирования металла в ковше.
В пятом примере вследствие большой величины расхода аргона через пористую пробку происходит перерасход аргона, а также переохлаждение сверх допустимых значений без дальнейшего сокращения времени циркуляционного вакуумирования металла в ковше.
В шестом примере (прототипе) вследствие отсутствия подачи аргона через днище ковша по оси всасывающего патрубка 4 увеличивается время процесса циркуляционного вакуумирования, при этом не достигается необходимая степень углеродного раскисления стали.
В оптимальных примерах 2-4 вследствие подачи аргона через днище ковша по оси патрубка 4 происходит интенсивное перемешивание металла во всем объеме ковша, в том числе и в нижних слоях. При этом сокращается время процесса циркуляционного вакуумирования металла в ковше при обеспечении необходимой степени углеродного раскисления стали.
Применение способа позволяет повысить производительность процесса циркуляционного вакуумирования металла на 15-20% при этом одновременно повышается выход годного вакуумированного металла на 8 10%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037365C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2034678C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2085329C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2087250C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2085331C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037367C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092271C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037368C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ С ОСОБО НИЗКИМ СОДЕРЖАНИЕМ УГЛЕРОДА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2031755C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2037372C1 |
Использование: металлургия, конкретнее внепечная обработка металла в ковше. Сущность: способ циркуляционного вакуумирования металла в ковше включает установку над ковшом вакуумкамеры с двумя патрубками, один из которых соединен с трубопроводом для подачи инертного газа, погружение двух патрубков вакуумкамеры под уровень металла в ковше, создание в вакуумкамере остаточного давления, подачу по трубопроводу в патрубок вакуумкамеры инертного газа под давлением, причем вакуумкамеру устанавливают над ковшом с пористой пробкой, расположенной в его днище, а в процессе циркуляционного вакуумирования через пористую пробку в днище ковша подают инертный газ с расходом, равным 0,15 - 0,30 от расхода инертного газа, подаваемого по трубопроводу в патрубок вакуумкамеры, при этом инертный газ через пористую пробку в днище ковша подают по оси патрубка, соединенного с трубопроводом для подачи инертного газа. 1 ил., 1 табл.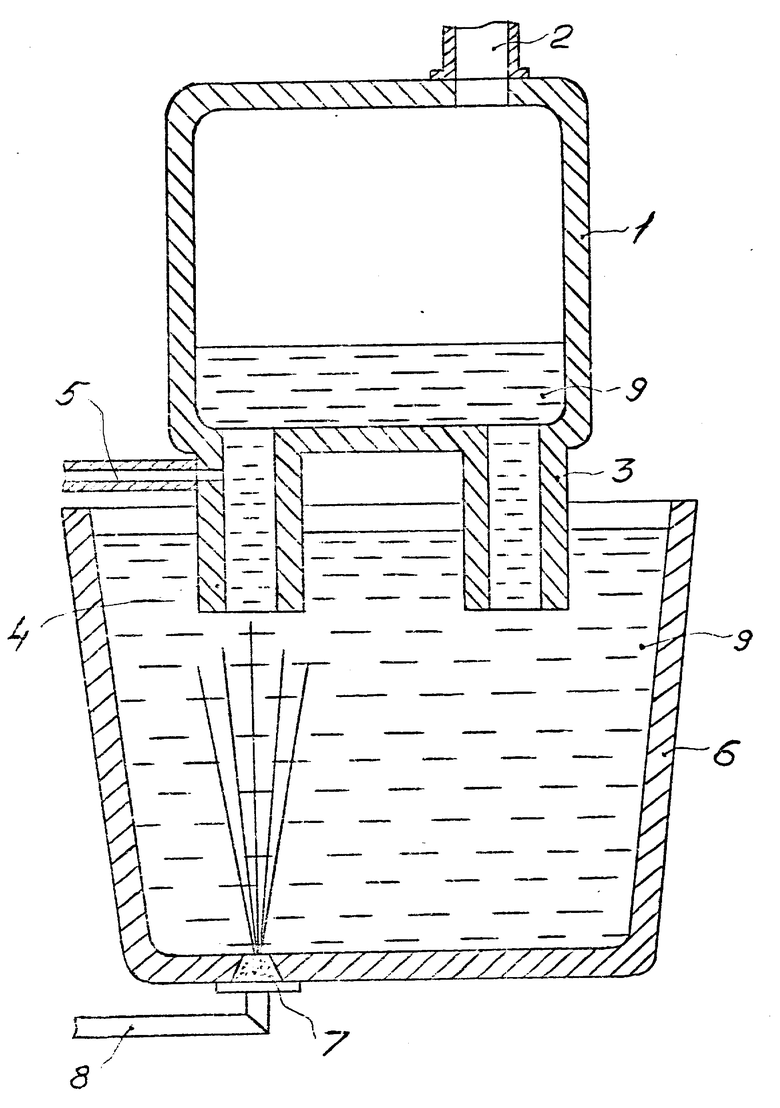
Способ циркуляционного вакуумирования металла в ковше, включающий установку над ковшом вакуум-камеры с двумя патрубками, один из которых соединен с трубопроводом для подачи инертного газа, погружение двух патрубков вакуум-камеры под уровень металла в ковше, создание в вакуум-камере остаточного давления, подачу по трубопроводу в патрубок вакуум-камеры инертного газа под давлением, отличающийся тем, что вакуум-камеру устанавливают над ковшом с пористой пробкой, расположенной в его днище, а в процессе циркуляционного вакуумирования через пористую пробку в днище ковша подают инертный газ с расходом, равным 0,15-0,30 расхода инертного газа, подаваемого по трубопроводу в патрубок вакуум-камеры, при этом инертный газ через пористую пробку в днище ковша подают по оси патрубка, соединенного с трубопроводом для подачи инертного газа.
| Колпаков С | |||
| В | |||
| и др | |||
| Технология производства стали в современных конвертерных цехах | |||
| - М.: Машиностроение, 1991, с.203. |

