Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Известен способ обработки металла в процессе непрерывной разливки, включающий подачу жидкого металла из разливочного ковша в вакуумкамеру, создание в ней разрежения до необходимого по технологии остаточного давления, подачу металла из вакуумкамеры через патрубки непосредственно в кристаллизаторы под уровень металла. В этих условиях вакуумкамера служит герметически закрытым промежуточным ковшом, соединенным с вакуумнасосами [1]
Недостатком известного способа является недостаточная производительность и стабильность процесса непрерывной разливки металлов. Это объясняется тем, что в случае нарушения герметичности вакуум-камеры происходит переполнение кристаллизаторов. В этих условиях прекращается процесс непрерывной разливки. Кроме того, при известном способе невозможна регулировка расхода металла в кристаллизаторы в зависимости от изменяющихся технологических параметров процесса разливки.
Наиболее близким по технической сущности является способ обработки металла в процессе непрерывной разливки, включающий подачу жидкого металла из разливочного ковша в вакуумкамеру, создание в ней разрежения до необходимого по технологии остаточного давления, подачу металла в промежуточный ковш через отдельный патрубок и далее в кристаллизаторы. Расход металла из промежуточного ковша регулируют при помощи стопоров. После подъема уровня металла в промежуточном ковше выше нижнего торца патрубка и герметизации вакуумкамеры жидким металлом начинают производить уменьшение остаточного давления в камере [2]
Недостатком известного способа является неудовлетворительное качество разливаемого металла. Это объясняется тем, что часть плавки разливается в условиях отсутствия вакуумирования вследствие необходимости создания необходимого остаточного давления в вакуумкамере. Эта операция производится во времени. Кроме того, весь объем металла, находящийся в начале разливки в промежуточном ковше не подвергается вакуумированию. В результате этого в металле непрерывнолитых слитков не уменьшается содержание водорода, азота и неметаллических включений. Это приводит к браку непрерывнолитых слитков. При этом снижается производительность получения непрерывнолитых слитков высокого качества.
Технический эффект при использовании изобретения заключается в повышении производительности получения непрерывнолитых слитков высокого качества.
Указанный технический эффект достигают тем, что подают жидкий металл из разливочного ковша в вакуумкамеру, создают в ней остаточное давление, обрабатывают металл в вакуумкамере, подают металл в промежуточный ковш через патрубок и далее в кристаллизаторы. Металл подают из вакуум-камеры в промежуточный ковш с помощью дополнительного патрубка. После подъема уровня металла в промежуточном ковше выше нижних торцов патрубков и герметизации вакуумкамеры жидким металлом осуществляют циркуляционное вакуумирование находящегося в промежуточном ковше металла посредством подачи инертного газа в один из патрубков. После создания в вакуумкамере заданного остаточного давления одновременно с циркуляционным вакуумированием в промежуточном ковше осуществляют обработку металла в вакуум-камере, при этом объем металла в промежуточном ковше разделяют на три зоны: среднюю и две крайних, причем в средней зоне осуществляют циркуляционное вакуумирование, а соотношение объемов металла, находящихся на днище вакуумкамеры и в средней зоне промежуточного ковша устанавливают в пределах 0,4-0,6.
Повышение производительности получения непрерывнолитых слитков высокого качества будет происходить вследствие повышения эффективности процесса вакуумирования в условиях одновременного совмещения двух видов вакуумирования циркуляционного и дегазации струи и слоя металла в проточной камере.
При этом процессу вакуумирования будет подвергаться весь разливаемый металл, начиная с его первых порций, наполняющих промежуточный ковш в начале непрерывной разливки, за счет циркуляционного вакуумирования.
Кроме того, разделение объема в промежуточном ковше на три зоны обеспечивает интенсификацию циркуляционного вакуумирования металла в средней зоне за счет ограничения ее объема. В этих условиях объем металла в средней зоне подвергается многократному циркуляционному вакуумированию. Кроме того, образование внешних крайних зон обеспечивает условия для всплывания на мениск металла неметаллических включений и, как следствие, повышение чистоты разливаемого металла.
Диапазон соотношения объемов металла, находящихся на днище вакуумкамеры и в средней части промежуточного ковша, в пределах 0,4-0,6 объясняется закономерностями процесса циркуляционного вакуумирования металла в промежуточном ковше и в слое металла на днище вакуумкамеры. При больших значениях увеличивается время, необходимое для проведения циркуляционного вакуумирования. При меньших значениях процесс циркуляционного вакуумирования будет протекать с недостаточной интенсивностью. Указанный диапазон устанавливают в прямой пропорциональной зависимости от весового расхода металла в кристаллизаторы.
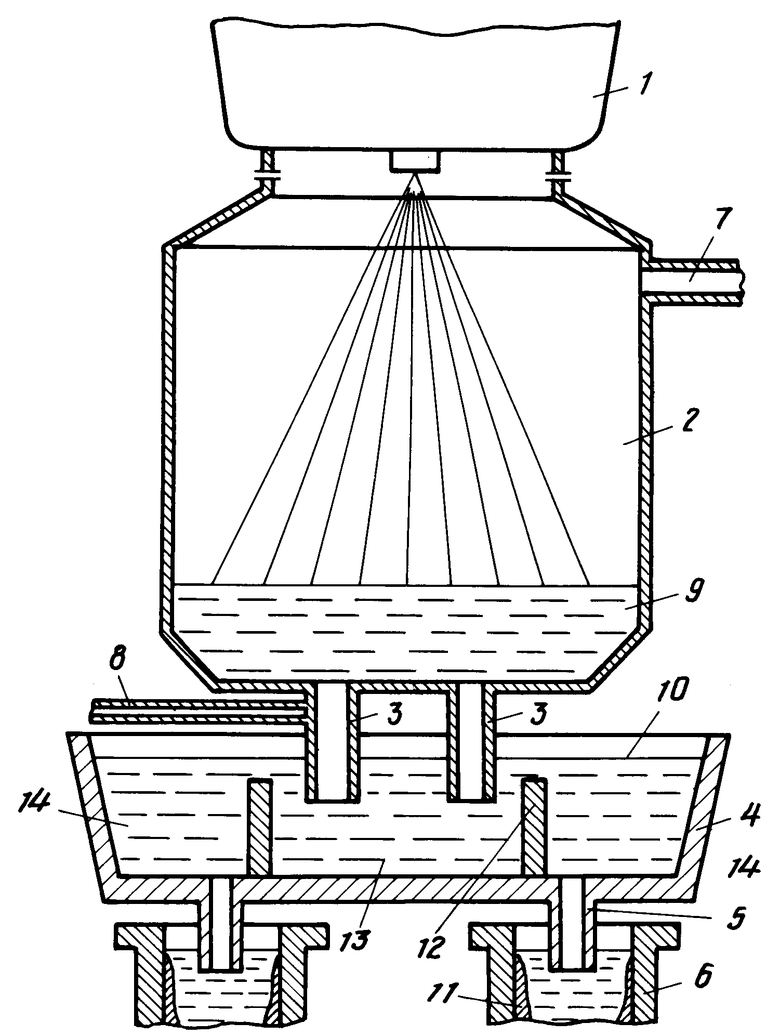
На чертеже показана схема установки для обработки металла в процессе непрерывной разливки.
Установка для осуществления способа обработки металла в процессе непрерывной разливки состоит из разливочного ковша 1, вакуумкамеры 2, патрубков 3, промежуточного ковша 4, разливочных стаканов 5, кристаллизаторов 6, вакуумпровода 7, трубопровода 8. Позицией 9 обозначен жидкий металл, 10 уровень металла в промежуточном ковше, 11 непрерывнолитой слиток, 12 перегородки, 13 средняя зона, 14 внешние крайние зоны.
Способ обработки металла в процессе непрерывной разливки осуществляют следующим образом.
П р и м е р В начале процесса непрерывной разливки подают жидкую нераскисленную сталь 9 марки ст3 из разливочного ковша 1 емкостью 350 т в вакуумкамеру 2 и создают в ней разрежение до необходимого по технологии остаточного давления в пределах 0,2-0,6 кПа в зависимости от раскисленности стали. Разрежение создают посредством вакуумпровода 7, соединенного с вакуумнасосом. Металл 9 подают из вакуумкамеры 2 в промежуточный ковш 4 емкостью 50 т через один из огнеупорных патрубков 3. Далее металл 9 из промежуточного ковша 4 подают через удлиненные огнеупорные стаканы 5 в два кристаллизатора 6 под уровень металла. Из кристаллизаторов 6 вытягивают непрерывнолитые слитки 11. Расход металла из промежуточного ковша 4 регулируют при помощи стопорных механизмов (на чертеже не показаны).
В начале наполнения промежуточного ковша 4 металлом 9 выше нижних торцов патрубков 3 и герметизации вакуумкамеры 2 уровнем 10 жидкого металла производят циркуляционное вакуумирование металла, находящегося в промежуточном ковше, посредством подачи инертного газа, например аргона, по трубопроводу 8 в один из патрубков 3 с расходом в пределах 400-600 л/мин. В этих условиях, когда из вакуумкамеры 2 начинают откачивать воздух, под действием атмосферного давления металл поднимается в вакуумную камеру 2 на барометрическую величину, равную примерно 1,4 м, и покрывает подину камеры. Одновременно в нижнюю часть одного из патрубков 3 подводится аргон как транспортирующий газ. Газ, увеличиваясь в объеме, поднимается по патрубку, приводит в движение находящийся здесь металл и приподнимает на некоторую величину уровень зеркала металла в камере 2. Дегазированный металл 9 стекает по другому патрубку 3 обратно в промежуточный ковш 4. При этом выделившийся газ удаляется из камеры 2 по вакуумпроводу 7.
После герметизации патрубков 3 жидким металлом начинается понижение давления в вакуумкамере до необходимого значения. Объем металла, находящегося в промежуточном ковше и вновь поступающего в вакуумкамеру, подвергается только циркуляционному вакуумированию. В дальнейшем после создания в вакуумкамере необходимого остаточного давления разливку ведут в условиях совместного вакуумирования металла: посредством его пропускания через вакуумкамеру и циркуляции металла через патрубки.
В общем случае процесс разливки можно производить в трех вариантах: только пропусканием металла через вакуумкамеру, только при помощи циркуляции металла через патрубки и, наконец, при совмещении этих процессов вакуумирования. В этих условиях повышается эффективность процесса вакуумирования металла в зависимости от раскисленности металла и его весового расхода. При этом сокращаются объемы невакуумированного металла и повышается производительность получения непрерывнолитых слитков высокого качества, снижается брак слитков по неметаллическим включениям и наличие в металле вредных газовых включений.
Объем металла в промежуточном ковше 4 разделяют на три зоны: среднюю 13 и две крайних 14 при помощи перегородок 12. Металл из зоны 13 переливается в крайние зоны 14 через верхние торцы перегородок 12. В средней зоне 13 осуществляют циркуляционное вакуумирование при помощи перекачивания металла 9 через патрубки 3. При этом соотношение объемов металла, находящихся на днище вакуумкамеры и в средней зоне промежуточного ковша, устанавливают в пределах 0,4-0,6.
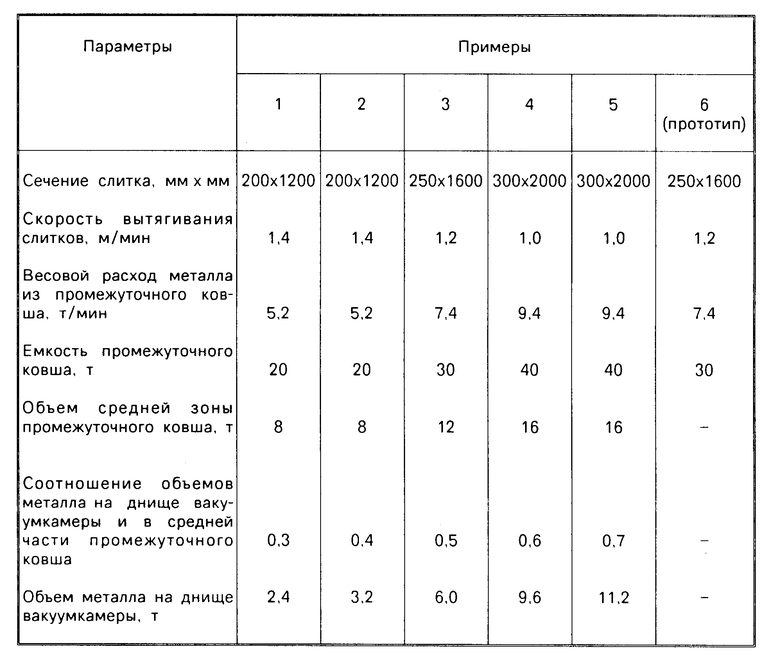
В таблице приведены примеры осуществления способа с различными технологическими параметрами.
В первом примере вследствие малого объема металла на днище вакуумкамеры процесс циркуляционного вакуумирования в этом слое металла протекает с недостаточной интенсивностью.
В пятом примере вследствие большого объема металла на днище вакуумкамеры увеличивается время на процесс циркуляционного вакуумирования сверх допустимых значений.
В шестом примере вследствие отсутствия разделения металла в промежуточном ковше на отдельные зоны не будет обеспечиваться интенсификация циркуляционного вакуумирования, что приведет к браку слитков.
В примерах 2-4 вследствие разделения объема металла в промежуточном ковше на три зоны и в условиях оптимального соотношения объемов металла в вакуумкамере и в средней зоне промежуточного ковша обеспечиваются условия всплывания неметаллических включений, а также необходимая интенсификация процесса поточного вакуумирования разливаемого металла.
Применение предлагаемого способа позволяет повысить выход непрерывнолитых слитков высокого качества на 2-5% Экономический эффект подсчитан в сравнении с базовым объектом, за который принят способ обработки металла при непрерывной разливке, применяемый на Новолипецком металлургическом комбинате.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037367C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2043841C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037371C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037368C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037369C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2087250C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2085329C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1995 |
|
RU2092275C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2034678C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2034680C1 |
В способе обработки металла в процессе непрерывной разливки подают жидкий металл из разливочного ковша в вакуум-камеру, создают в ней остаточное давление, обрабатывают металл в вакуум-камере, подают металл в промежуточный ковш через патруброк и далее в кристаллизаторы. Металл подают из вакуум-камеры в промежуточный ковш с помощью дополнительного патрубка. После подъема уровня металла в промежуточном ковше выше нижних торцов патрубков и герметизации вакуум-камеры жидким металлом осуществляют циркуляционное вакуумирование находящегося в промежуточном ковше металла посредством подачи инертного газа в один из патрубков. После создания в вакуум-камере заданного остаточного давления одновременно с циркуляционным вакуумированием в промежуточном ковше осуществляют обработку металла в вакуум-камере, при этом объем металла в промежуточном ковше разделяют на три зоны: среднюю и две крайних, причем в средней зоне осуществляют циркуляционное вакуумирование, а соотношение объемов металла, находящихся на днище вакуум-камеры и в средней зоне промежуточного ковша, устанавливают в пределах 0,4 - 0,6. 1 ил., 1 табл.
СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ, включающий подачу жидкого металла из разливочного ковша в вакуум-камеру, создание в ней остаточного давления, обработку металла в вакуум-камере и подачу металла из нее через патрубок в промежуточный ковш и далее в кристаллизаторы, отличающийся тем, что металл подают из вакуум-камеры в промежуточный ковш с помощью дополнительного патрубка, после подъема уровня металла в промежуточном ковше выше нижних торцов патрубков и герметизации вакуум-камеры жидким металлом осуществляют циркуляционное вакуумирование находящегося в промежуточном ковше металла посредством подачи инертного газа в один из патрубков, а обработку металла в вакуум-камере осуществляют одновременно с циркуляционным вакуумированием в прмежуточном ковше при создании в вакуум-камере остаточного давления, при этом промежуточный ковш разделяют на среднюю и две крайних зоны, а циркуляционное вакуумирование осуществляют в средней зоне промежуточного ковша при соотношении находящихся в вакуум-камере и в средней зоне промежуточного ковша объемов металла 0,4 0,6.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 0 |
|
SU295607A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
