Изобретение касается установки для плавки концентратов сульфида меди для извлечения меди.
Известна установка, состоящая из множества печей (фиг. 1 и 2). Плавильная установка включает в себя плавильную печь 1 для плавки и окисления медных концентратов, подаваемых вместе с насыщенным кислородом воздухом для получения смеси штейна M и шлака S, сепарационную печь 2 для отделения штейна M от шлака S, конвертер и конвертерную печь 3 для окисления отделенного штейна M в черновую медь C и шлак и анодные печи 4 и 4 для рафинирования черновой меди и получения меди более высокой чистоты. В каждую плавильную печь 1 и конверторную печь 3 через свод печи вставлена и прикреплена фурма 5 для вертикального перемещения, которая представляет собой конструкцию из двух труб. Медные концентраты, воздух, насыщенный кислородом, флюс и т.п. подают в каждую печь через фурму 5. Сепарационная печь 2 представляет собой электрическую печь, оснащенную электродами 6.
Как показано на фиг. 1, плавильная 1, сепарационная 2 и конвертерная печи 3 установлены так, что они имеют различную высоту в нисходящем порядке, при этом они последовательно соединены желобами 7А и 7В, таким образом, расплав течет по ним самотеком.
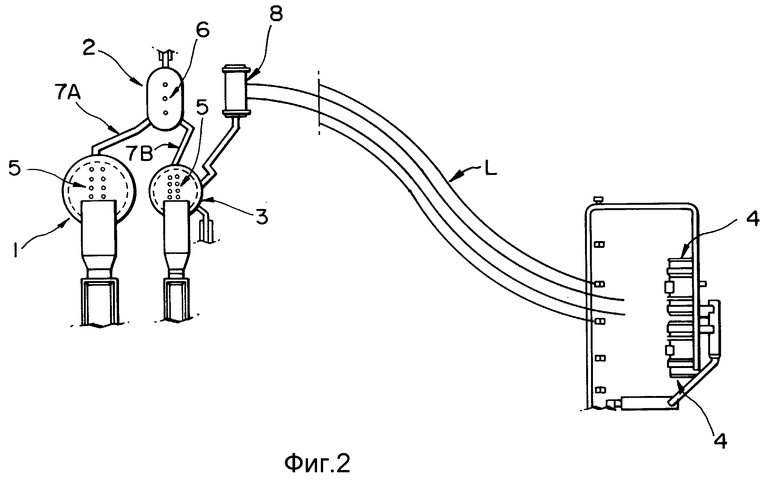
Черновую медь C, которую производят непрерывно в конвертерной печи 3, временно хранят в раздаточной печи 8 и затем ее принимает ковш 9, который перемещается краном 10 к анодным печам 4, в которые черновую медь C заливают через впускное отверстие, образованное в верхней стенке.
Таким образом, способ вплоть до конвертерной печи 3 осуществляют непрерывно, тогда как анодные печи 4 работают в периодическом режиме, поскольку там должен контролироваться конечный состав меди, т.е. ее качество. Раздаточную печь 8 применяют для регулирования времени из-за такого различия в работе печей.
На фиг. 2 буква L обозначает траекторию движения ковша 9, который передает расплав черновой меди из раздаточной печи 8 а анодные печи 4. В анодных печах 4 примеси окисляются и удаляются из черновой меди C, а окись меди, образующуюся во время окисления раскисляют для получения меди высокого качества. Затем из полученной меди отливают анодные пластины и подвергают электролитическому рафинированию для достижения высокой чистоты.
Как было описано, хотя в обычной плавильной установке все операции до конвертерной печи 3 осуществляют непрерывно, в анодных печах операции по рафинированию проводят периодически. Таким образом, черновую медь C, полученную в конвертерной печи 3, необходимо временно хранить в раздаточной печи 8. Соответственно требуется установка раздаточной печи 8. Также необходим ковш, кран и т. п. для транспортировки черновой меди C из раздаточной печи 8 в анодные печи 4. Для поддержания достаточно высокой температуры черновой меди C во время этих операций затрачивается большое количество энергии. В результате увеличиваются расходы на установку оборудования, а также эксплуатационные расходы, при этом ограничиваются возможности на уменьшение площади для плавильной установки.
Кроме того, когда расплав черновой меди принимает ковш или он разливает из него, то расплав вынужден падать из поднятого положения. Таким образом, создается большой поток воздуха, сопровождаемый выделением газов, содержащих двуокись серы и металлические пары, которые вредно влияют на окружающую среду. Поэтому требуется установка для сбора газов и пыли, которая эффективна для больших площадей.
Таким образом, основной целью изобретения является создание новой установки для непрерывной плавки меди, которая не требует установки раздаточной печи между конверторной и анодной печами и посредством которой можно очень эффективно и непрерывно осуществлять все операции вплоть до рафинирования в анодных печах.
Техническим результатом изобретения является создание установки для непрерывной плавки меди, которая включает в себя анодную печь улучшенной конструкции, специально предназначенную для системы плавки без применения раздаточных печей.
Целью и признаком изобретения является создание установки для непрерывной плавки меди, в которой множество анодных печей установлено оптимально для уменьшения значительно всей площади установки.
Согласно основному признаку изобретения создана установка для непрерывной плавки меди, содержащая плавильную печь для плавки и окисления медного концентрата и получения смеси штейна и шлака, сепарационную печь для отделения штейна от шлака, конвертерную печь для окисления штейна, отделенного от шлака, и получения черновой меди, желоба для расплава для последовательного соединения плавильной, сепарационной и конвертерной печей, множество анодных печей для рафинирования черновой меди, полученной в конвертерной печи, в медь высокого качества, и желоб для черновой меди, соединяющий конвертерную и анодную печи.
Блок желобов для черновой меди может состоять из главного желоба, имеющего конец, соединенный с конвертерной печью, и множества ответвленных желобов, каждый из которых имеет конец, соединенный с другим концом главного желоба, и другой конец, соединенный с другим концом главного желоба, и другой конец, соединенный с соответствующим концом из анодных печей. К желобам для черновой меди может быть прикреплено избирающее устройство для выборочного размещения главного желоба для сообщения текучей среды с одним из отводных желобов.
Согласно другому признаку изобретения установка для непрерывной плавки меди отличается тем, что в каждой анодной печи часть кожуха снабжена продолговатым отверстием, проходящим по ее периферии, а желоб для черновой меди включает в себя торцевую часть, расположенную на отверстии в корпусе анодной печи.
Согласно еще одному признаку изобретения множество анодных печей расположено параллельно друг другу, при этом один конец каждой анодной печи направлен в сторону конвертерной печи, тогда как части кожуха смежных анодных печей расположены противоположно друг другу.
На фиг. 1 показана обычная установка для плавки меди, схематический вид в разрезе; на фиг. 2 то же, вид в плане; на фиг. 3 установка для непрерывной плавки меди согласно изобретению, вид в плане; на фиг. 4 анодная печь, применяемая в установке по фиг. 3, вид в плане, в увеличенном масштабе; на фиг. 5 анодная печь по фиг. 4, вертикальная проекция сбоку в увеличенном масштабе; на фиг. 6 анодная печь по фиг. 4, в плоскости VI-VI; на фиг. 7 - анодная печь по фиг. 4, вид в разрезе в плоскости VII-VII фиг. 5; на фиг. 8 - часть анодной печи, по фиг. 4, частичный вид в плане; на фиг. 9 анодная печь в плоскости IX-IX фиг. 8, вид в разрезе; на фиг. 10 12 повернутая анодная печь, соответствующая стадиям приема черновой меди, окисления и восстановления соответственно, вид в разрезе; на фиг. 13 избирающее устройство, которое можно применять с установкой на фиг. 3, частичный вид в перспективе; на фиг. 14 часть избирающего устройства на фиг. 13, вид в разрезе; на фиг. 15 17 - технологическая схема при применении установки, представленной на фиг. 3, схематический вид; на фиг. 18 пример размещения анодных печей и желобов для черновой меди, соединяющих конверторную печь с анодными печами, вид в плане; на фиг. 19 то же, что на фиг. 18, но более предпочтительное расположение анодных печей и каналов для текучей среды, вид в плане.
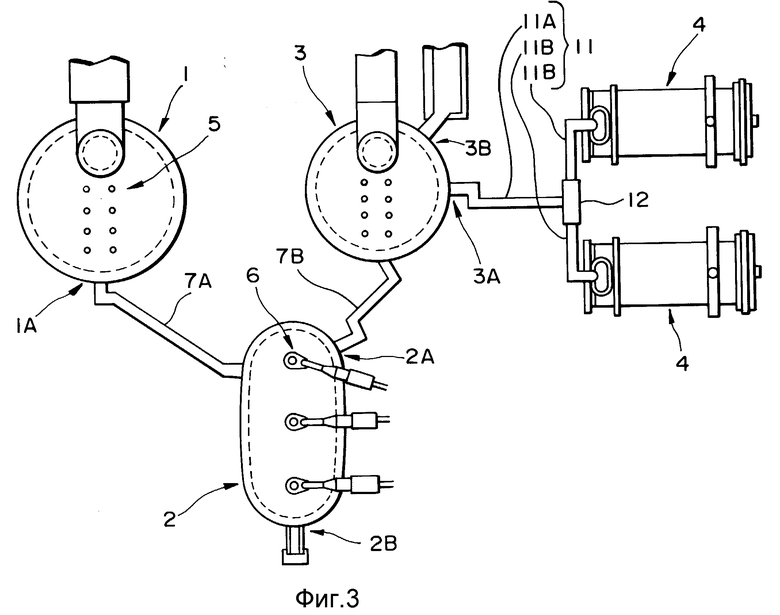
Фиг. 3 показывает установку для непрерывной плавки меди в соответствии с одним примером исполнения изобретения (детали или элементы, подобные показанным на фиг. 1 и 2, имеют одно обозначение).
Как и известная плавильная система, установка для непрерывной плавки меди в соответствии с изобретением включает в себя плавильную печь 1 для плавки и окисления медных концентратов и получения смеси штейна M и шлака S, сепарационную печь 2 для отделения штейна M от шлака S, конвертерную печь 3 для окисления штейна M, отделенного от шлака S, для получения черновой меди и множество анодных 4 для рафинирования черновой меди, полученной в конвертерной печи 3, в медь высокой чистоты. Плавильная 1, сепарационная 2 и конвертерная 3 печи установлены так, чтобы иметь различную высоту в нисходящем порядке, причем предусмотрены желоба, состоящие из наклонных желобов 7А и 7В для текучей среды, которые последовательно соединяют упомянутые три печи. Таким образом расплав выпускают из плавильной печи 1 по желобу 7А в сепарационную печь, и из сепарационной печи 2 он проходит по желобу 7В вниз в конвертерную печь 3. Кроме того, через своды плавильной печи 1 и конвертерной печи 3 вставлены и закреплены для вертикального перемещения множество фурм 5, каждая из которых представляет собой конструкцию из двух труб, и через эти фурмы 5 подают медные концентраты, насыщенный кислородом воздух, флюс и т. п. Сепарационная печь 2 представляет собой электрическую печь, оснащенную множеством электродов 6.
В показанной конструкции две анодные печи установлены параллельно, причем с этими анодными печами 4 соединена конвертерная печь 3 посредством желобов или блока желобов 11, образующих каналы для расплава черновой меди. Желоб 11, по которому черновая медь, полученная в конвертерной печи 3, передается в анодные печи 4, включает в себя расположенный вверх по течению главный желоб 11A, соединенный одним концом с выпускным отверстием конвертерной печи 3 и наклоненный вниз в направлении от конверторной печи, и пару расположенных вниз по течению желобов 11В и 11В, ответвленных от главного желоба 11А так, чтобы бать наклоненными вниз в направлении от главного желоба 11А, причем их концами они соединены соответственно с анодными печами 4.
На переходе между главным желобом 11А и ответвленными желобами 11В также предусмотрено средство 12 для выборочной установки главного желоба 11А для сообщения текучей среды с одним из ответвленных желобов 11В. Это средство 12 может иметь любую конструкцию. В наипростейшей ее форме часть каждого ответвленного желоба 11В смежно с переходом в главный желоб 11A может быть выполнена так, чтобы днище было слегка неглубоким, причем в эту неглубокую часть ответвленного желоба 11В, которая не используется, можно заливать плавлено-литой или кусковой огнеупорный материал.
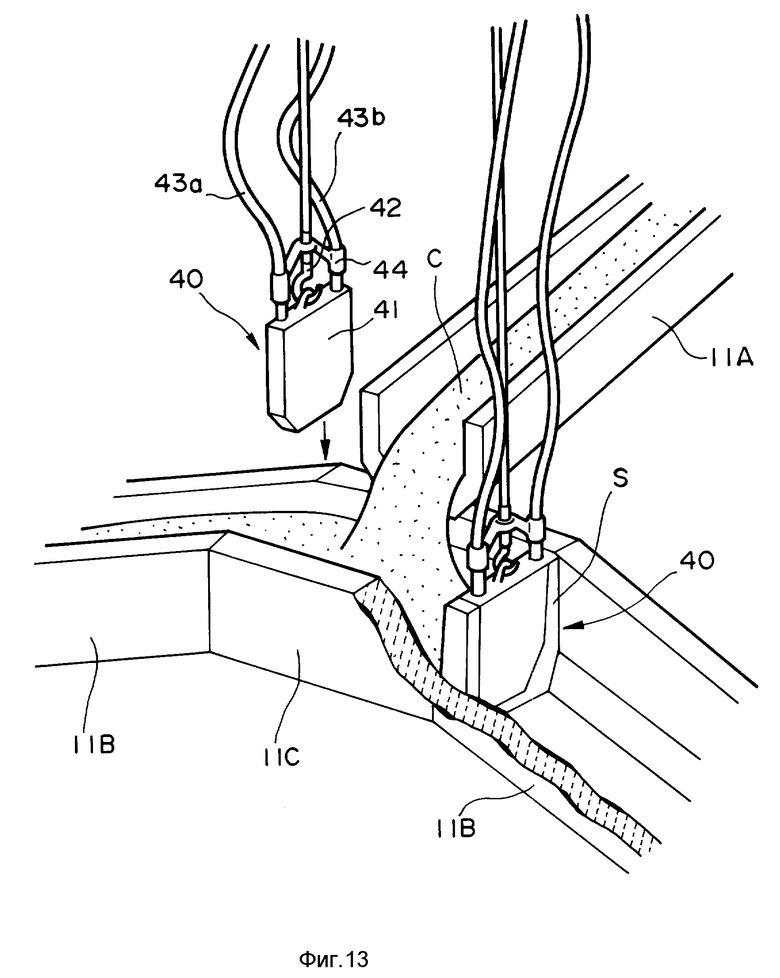
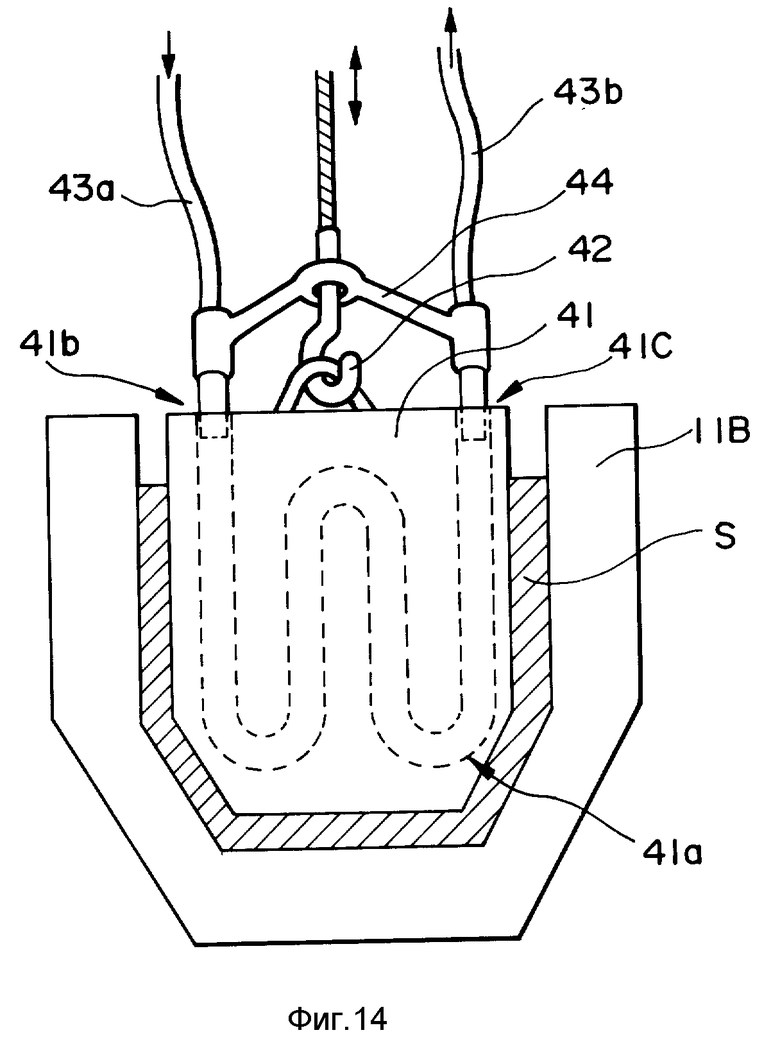
Вместо средства упомянутой конструкции выбор желоба для черновой меди может достигаться при помощи соответствующего избирающего устройства, прикрепленного к желобу 11 для черновой меди. Пример такого избирающего устройства показан на фиг. 13 и 14. В этом примере наклонный желоб 11А имеет открытый конец вниз по течению, а пара отводных желобов 11В соединена друг с другом горизонтальной частью 11С, над которой проходит нижний конец главного желоба 11А. Избирающее устройство содержит пару закрывающих средств, расположенных на концах отводных желобов вниз по течению. Каждое закрывающее средство 40 включает в себя заслонку 41, изготовленную из такого же материала, что и расплав, причем она расположена вертикально так, чтобы закрывать проход для текущей среды в отводном желобе 11В, причем подъемное приспособление (не показано), соединено с заслонкой, на ее верхнем конце посредством крюка 42 и троса, а к заслонке 41 присоединены подающая труба 43а для подачи охлаждающей среды к заслонке 41 и выпускная труба 43в для отвода охлаждающей среды от заслонки 41. Как лучше всего показано на фиг. 14, заслонка 41, которая подобна по конфигурации сечению канала отводного желоба, выполнена слегка меньшего размера, чем сечение отводного желоба 11В и снабжена каналом 41а для текучей среды, образованным извилисто через нее и имеющим противоположные концы 41b и 41с, открывающиеся в верхнюю часть заслонки 41. Подающая и выпускная трубы 43а и 43b уплотнительно и съемно соединены с открытыми концами 41b и 41 с и удерживаются посредством крюка 42 через соединительный элемент 44. Во время закрытия отводного желоба 11b посредством описанного закрывающего приспособления охлаждающую среду вводят из подающей трубы 43а в канал 41а. Затем приводится в действие подъемное устройство, заставляющее заслонку 41 перемещаться вниз для закрытия отводного желоба 41а для черновой меди. В этой ситуации, хотя имеется небольшой зазор, образованный между заслонкой 41 и отводным желобом 11В, расплав, проходящий через зазор, быстро отверждается при контакте с заслонкой 41, и отвержденная черновая медь забивает зазор в точке S, таким образом канал отводного желоба полностью закрывается. Также, когда отводной желоб 11В открывается, подача хладагента к заслонке 41 сначала прекращается и после этого подающий и выпускной трубопроводы 43а и 43b отсоединяются от заслонки 41. Когда подающий и выпускной трубопроводы 43а и 43b отсоединены, отвержденная черновая медь S, которая заблокировала зазор, расплавляется благодаря теплу, передающему расплавом, и она проходит вниз по отводному желобу 11В. Таким образом заслонка 41 поднимается подъемным устройством.
Кроме того, дополнительно к другим желобам 7А и 7В все желоба 11А и 11В для черновой меди снабжены крышками, причем на них установлены устройства для сохранения тепла, например, горелками и/или средства регулирования окружающей атмосферы, таким образом расплав, проходящий вниз по этим желобам, поддерживается при высокой температуре в герметично уплотненном состоянии.
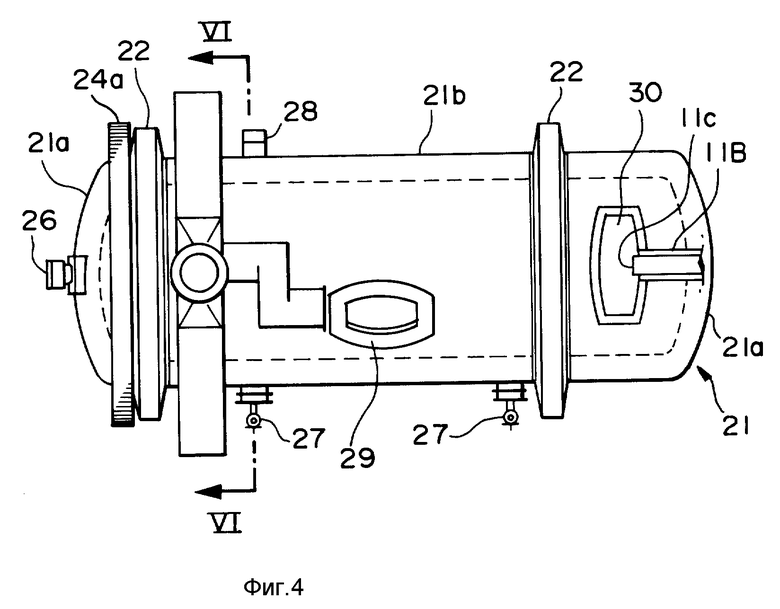
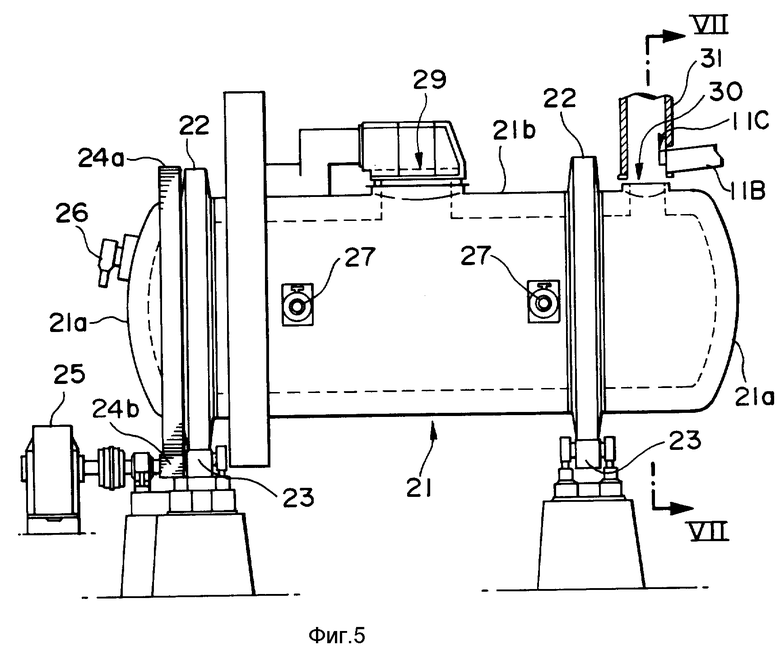
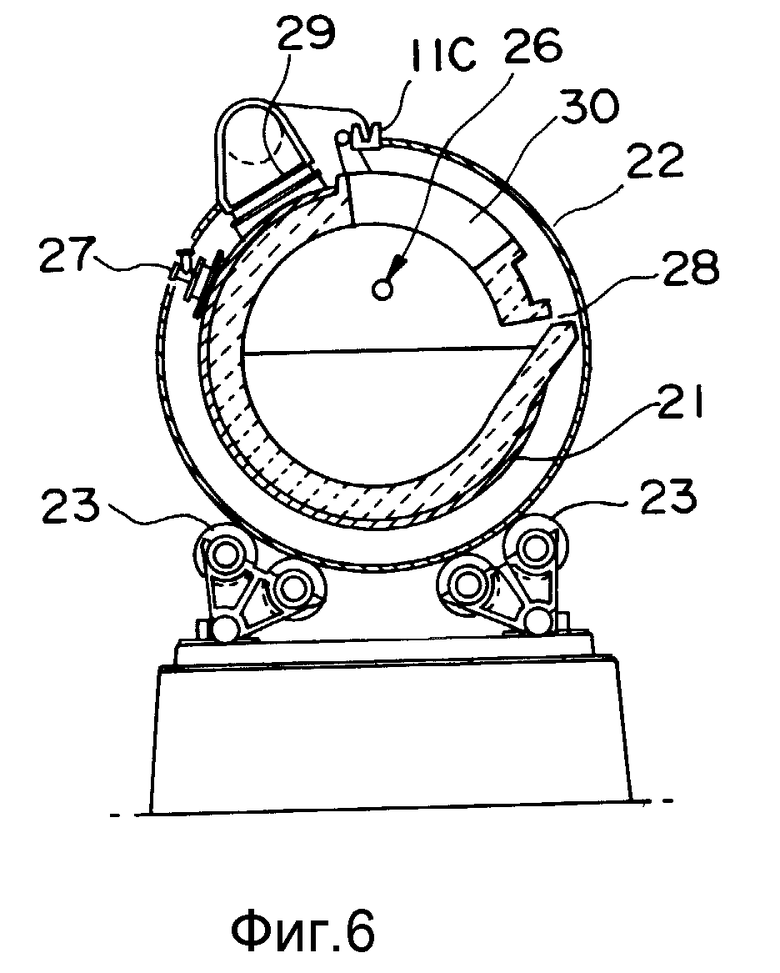
Как лучше всего показано на фиг. 4 6, каждая анодная печь 4 включает в себя цилиндрический корпус 21 печи, имеющий часть кожуха и пару торцевых плит 21а, установленных на противоположных концах части 21b кожуха, которые снабжены парой шин 22 и 22, неподвижно установленных на них. Множество опорных колес 23 установлено на основании для приема шин 22, таким образом, корпус 21 печи поддерживается с возможностью его вращения вокруг оси, которая проходит горизонтально. На одном конце корпуса 21 печи установлено зубчатое колесо 21, которое зацепляется за ведущую шестерню 24b, которая соединена с механизмом привода 25, расположенным смежно с корпусом 21 печи, таким образом, корпус 21 печи может поворачиваться механизмом привода 25.
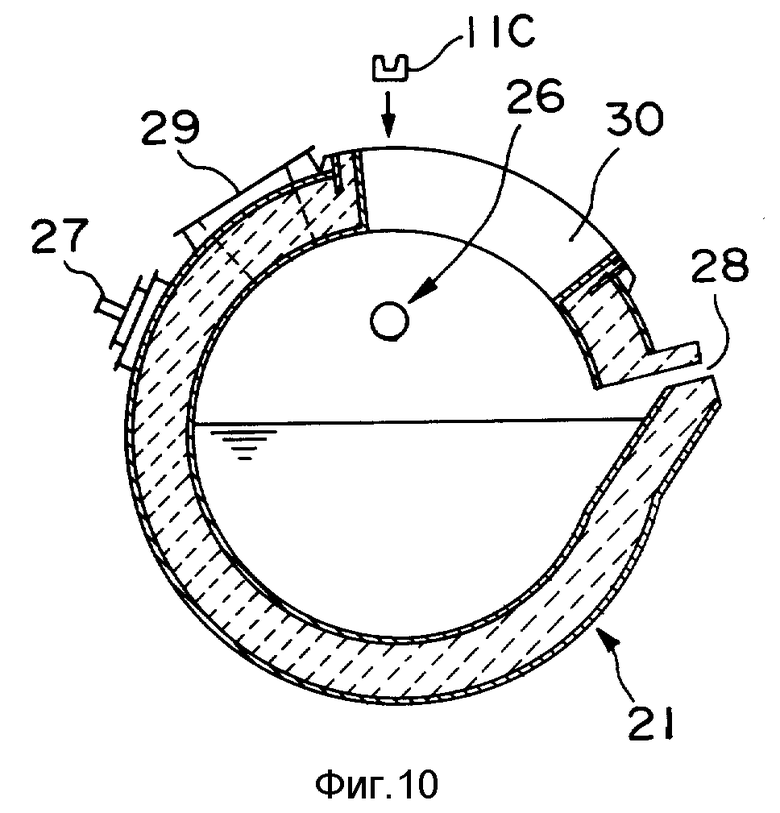
Кроме того, на одной из торцевых плит 21а установлена горелка 26 для поддержания расплава в печи при высокой температуре, а пара фурм 27 и 27 смонтированы на части 21b кожуха для вдувания воздуха или насыщенного кислородом воздуха в корпус 21 печи. Также часть 21b кожуха снабжена леткой 26 в противоположной связи с одной из фурм 27, и медь, рафинированная в анодной печи, выпускается через летку 28 в литьевое устройство, где из меди отливают анодные пластины. В середине верхней части кожуха 21b расположено выпускное отверстие 29 для ввода в печь скрапа, например, анодного скрапа. Как показано на фиг. 6, в верхней части кожуха, противоположно горелке 26, имеется отверстие 30 обычно эллиптической формы для выхода газов. Отверстие 30 для выхода газов проходит по периферии части 21b кожуха из позиции, определяющей верхнюю часть печи, когда она находится в обычном положении.
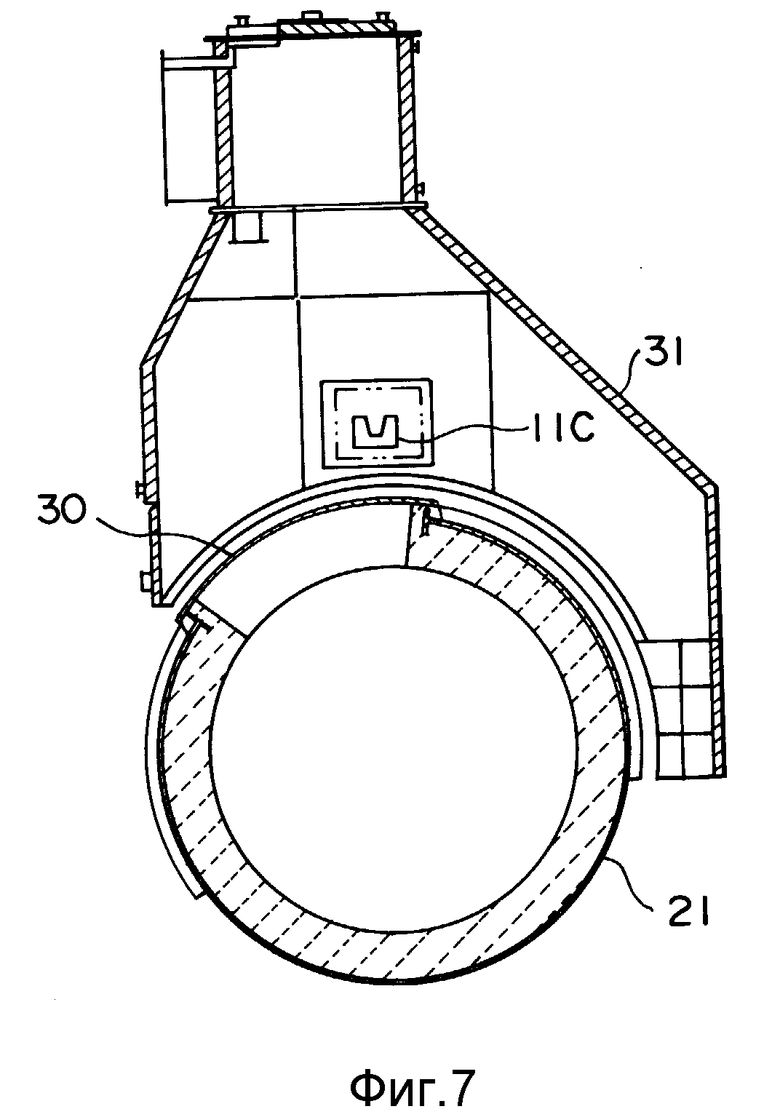
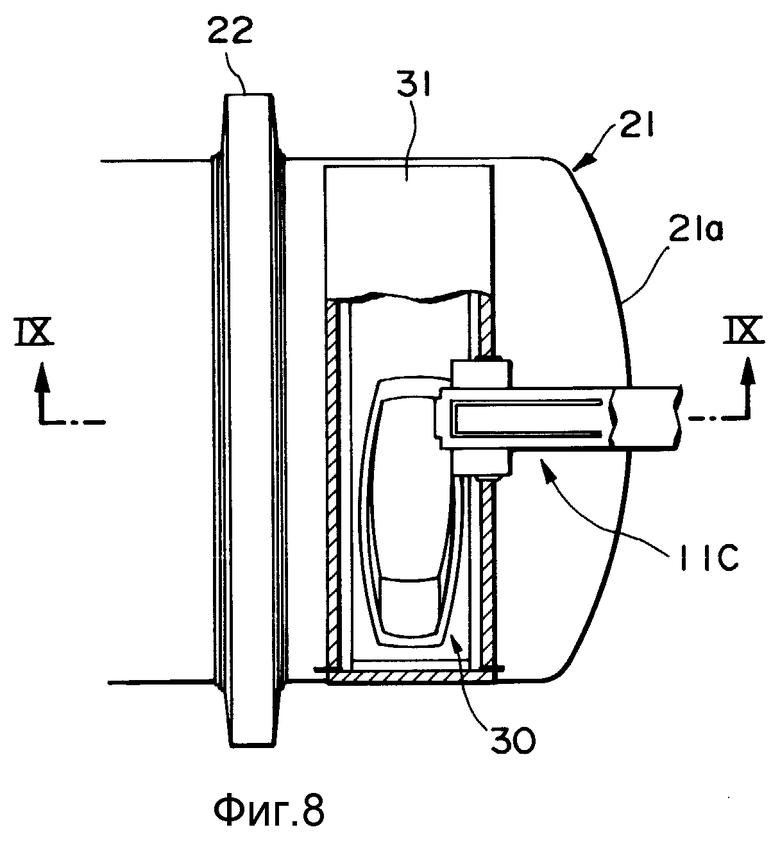
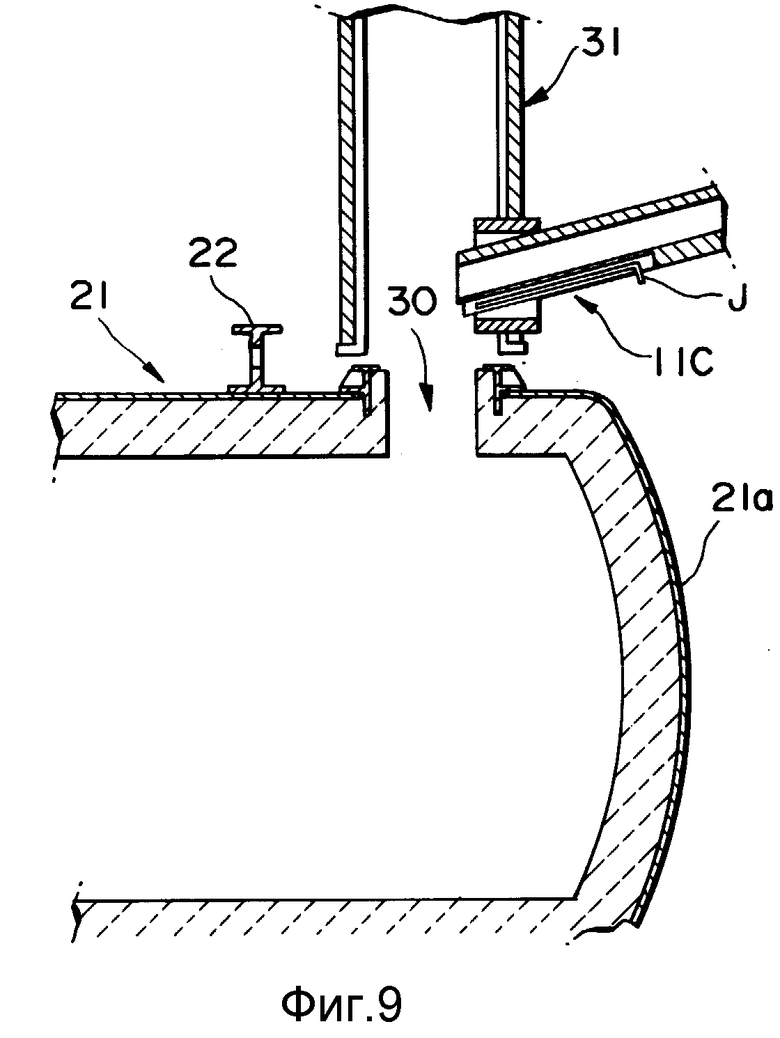
Колпак 21, который установлен на конце вытяжного трубопровода, расположен так, чтобы закрывать это отверстие 30. Точнее сказать, колпак 31, как лучше всего показано на фиг. 7, проходит так, чтобы он мог закрывать всю зону по периферии, соответствующую угловому положению газоходного отверстия 30, которое перемещается под углом, когда корпус 21 печи поворачивается. Также, как показано над фиг. 9, каждый отводной желоб 11В для потока расплава черновой меди вставляется через боковую пластину колпака 31 таким образом, что конец 11С желоба 11В располагается над газоходным отверстием 30. Колпак 31, а также конец 11С желоба 11В снабжены соответственно водоохлаждающими рубашками J.
Ниже описаны операции плавки в упомянутой установке для непрерывной плавки меди.
Во-первых, через фурмы 5 вдувают в плавильную печь 1 гранулированные материалы, например, медные концентраты вместе с насыщенным кислородом воздухом. Вдутые в печь 1 медные концентраты частично окисляются и плавятся за счет тепла, образующегося при окислении, таким образом, образуется смесь штейна M и шлака S, причем штейн содержит сульфид меди и сульфид железа в качестве основных компонентов и имеет высокий удельный вес, тогда как шлак состоит из минерала пустой породы, флюса, окислов железа и т.п. и он имеет низкий удельный вес. Смесь штейна M и шлака S выходит из выпускного отверстия 1А плавильной печи 1 по желобу 7А в сепарационную печь 2.
Смесь штейна M и шлака S, поступившая в сепарационную печь 2, разделяется на два несмешивающихся слоя, а именно: штейн M и шлак S, из-за различий в удельном весе. Отделенный штейн M проходит через сифон 2А, расположенный на выходе из сепарационной печи 2, в конверторную печь 3 по желобу 7В. Шлак выпускается из летки 2В, измельчается водой и удаляется из плавильной системы.
Штейн M, поданный в конверторную печь 3, окисляется насыщенным кислородом воздухом, вдуваемым через фурмы 5, при этом шлак S удаляют из него. Таким образом штейн M превращается в черновую медь C, которая имеет чистоту примерно 98,5% и ее выпускают через выпускное отверстие 3А в главный желоб 11А для черновой меди. Шлак S, отделенный в конвертерной печи 3, имеет сравнительно высокое содержание меди. Таким образом, после удаления из выпускного отверстия 3В шлак S измельчают водой, сушат, и он рециркулирует в плавильную печь 1, где его снова расплавляют.
Черновая медь C, выпущенная в главный желоб 11А, проходит через один из отводных желобов 11В и 11В, который установлен в сообщение с главным желобом 11А, посредством заливки плавлено-литого материала в другой ответвленный желоб, и она выпускается через газоходное отверстие 30 в соответствующую одну из анодных печей 4. Фиг. 10 показывает анодную печь 4 в повернутом положении, которое поддерживают во время операции приема.
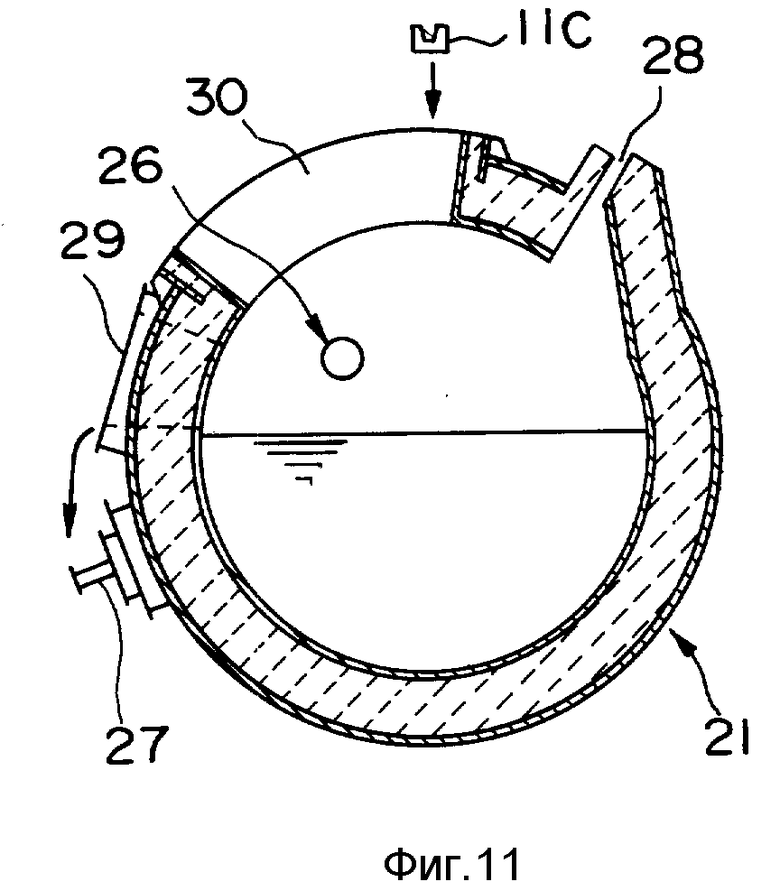
После завершения операции приема черновой меди C приводится в действие механизм привода 25 для поворота корпуса 21 печи на заданный угол в позицию, показанную на фиг. 11, где фурмы 27 установлены под поверхностью расплава. В этом положении через фурмы 27 сначала вдувают в корпус 21 печи воздух или насыщенный кислородом воздух для окисления черновой меди C в определенный отрезок времени, чтобы концентрация серы в меди приблизилась к заданному значению. Также в корпус 21 печи подают восстановительный агент, содержащий в качестве основных компонентов смесь углеводорода и воздуха, для осуществления операции восстановления так, чтобы содержание кислорода в меди приближалось к заданному значению. Отходящий газ, который образуется во время упомянутых операций, регенерируют посредством его направления через отверстие 30 для отходящих газов и колпак в трубопровод для отходящего газа и соответствующей обработки. Шлак S удаляют из выпускного отверстия 29.
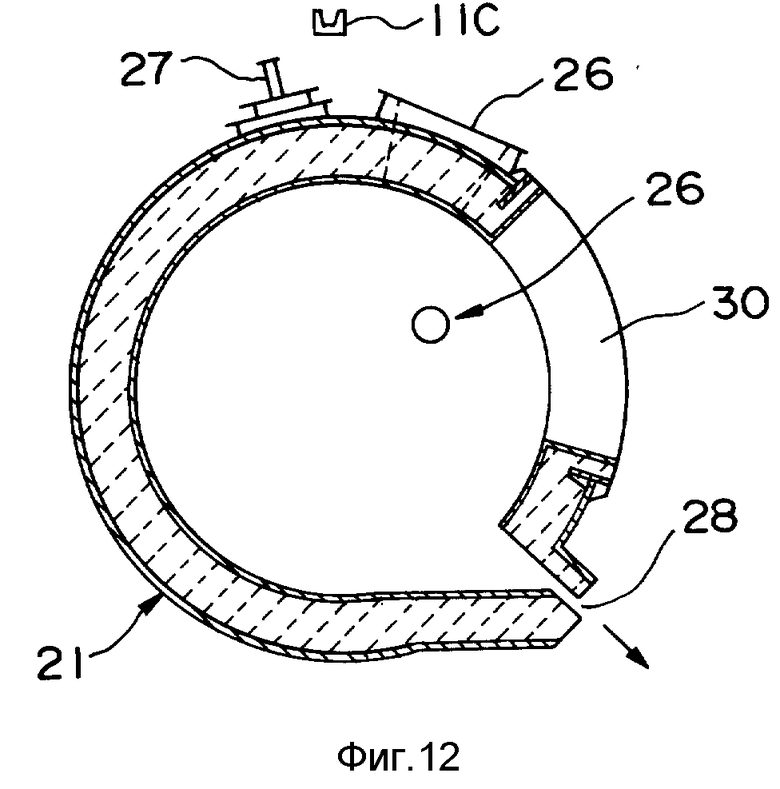
Черновую медь C, выпущенную из конвертерной печи 4, рафинируют в анодной печи 4 для получения меди высокой чистоты. Затем снова приводится в действие механизм привода для дальнейшего поворота корпуса 21 печи на заданный угол, как показано на фиг. 12, и полученную расплавленную медь выпускают через летку 28.
Полученную расплавленную медь передают по анодному желобу в анодную литьевую форму, и из меди отливают анодные пластины, которые затем передаются в следующую установку электролитического рафинирования.
Как было описано, в установке для непрерывной плавки меди в соответствии с изобретением передача черновой меди C из конверторной печи 3 в одну из анодных печей 4 осуществляется непосредственно по желобу 11, образующему каналы для расплава черновой меди. Таким образом, поскольку раздаточная печь не требуется и, естественно, не требуется транспортирующее оборудование, например, ковши, кран и т.п. то можно значительно уменьшить общую площадь для установки системы непрерывной плавки меди. Кроме того, так как не требуется такое оборудование, как, например, раздаточная печь, ковши, кран и т.п. то можно сократить расходы на установку этого оборудования, а также эксплуатационные расходы.
Также, поскольку передачу черновой меди C из конверторной печи 3 в анодные печи 4 осуществляют непосредственно через желоб 11 для черновой меди, то сравнительно легко можно поддерживать черновую медь C по существу в герметично уплотненном состоянии во время транспортировки. Соответственно очень мало образуется газов, содержащих двуокись серы и металлические пары, и можно заранее предупредить утечку этих газов, которые вредно влияют на окружающую среду. Кроме того, можно уменьшить изменения в температуре черновой меди.
В установке для непрерывной плавки меди выпускное отверстие 11С отводного желоба 11В, которое служит в качестве канала для расплава черновой меди, расположено над отверстием 30 для отходящих газов в анодной печи 4, причем это отверстие 30 служит не только в качестве выхода отходящих газов, выпускаемых из корпуса 21 печи, но также в качестве входа для черновой меди C. Также предусмотрен колпак 31, который соединен с трубопроводом для отходящих газов, для закрытия всей зоны по периферии, соответствующей угловому положению отверстию 30 для отходящих газов, которое перемещается под углом во время вращения корпуса 21 печи. Таким образом, поскольку отверстие 30 для отходящих газов, которое является существенным, служит в качестве входа для расплава черновой меди, то конструкция установки становится очень простой. Кроме того, так как выход 11С каждого ответвленного желоба 11В нагревается высокотемпературным отходящим газом, образующимся во время горения в горелке 26, то необязательно применять какое-либо оборудование для сохранения тепла.
Поскольку отверстие 30 для отходящих газов образовано так, что оно проходит по периферии части 21 в кожуха, то загрузка расплава возможна даже, когда анодная печь 4 поворачивается на заданный угол. Таким образом окисление можно осуществлять параллельно с приемом черновой меди. Также в сравнении со случаем, когда желоб вставляют через торцевую плиту 21а, площадь отверстия в корпусе печи можно уменьшить. Столкновение между желобом 11В и корпусом 4 печи не происходит, даже когда корпус 21 печи вращается.
Также поскольку конец 11С желоба 11В снабжен водоохлаждающей рубашкой J, то прочность желоба увеличивается благодаря его охлаждению, таким образом, повышается срок службы желоба.
В показанной конструкции применяют две анодные печи 4, и черновую медь C, полученную в конверторной печи 3, выпускают в одну из них по желобу, выбранному избирающим средством 12. Следовательно, когда одна из анодных печей 4 принимает новую загрузку черновой меди C, черновую медь C, которую до этого приняла другая анодная печь 4, подвергают окислению, восстановлению и литью в анодные пластины.
Наконец, ниже описаны типичные схемы операций для стадий, включающие в себя прием черновой меди C двумя анодными печами 4 и 4, окисление, восстановление и литье, на примере календарных планов, показанных на фиг. 15 - 17. Выбор соответствующей схемы зависит, главным образом, от производительности способа непрерывной плавки, т.е. равновесия между производительностью плавильной печи и объемом хранения и рафинирования в анодных печах.
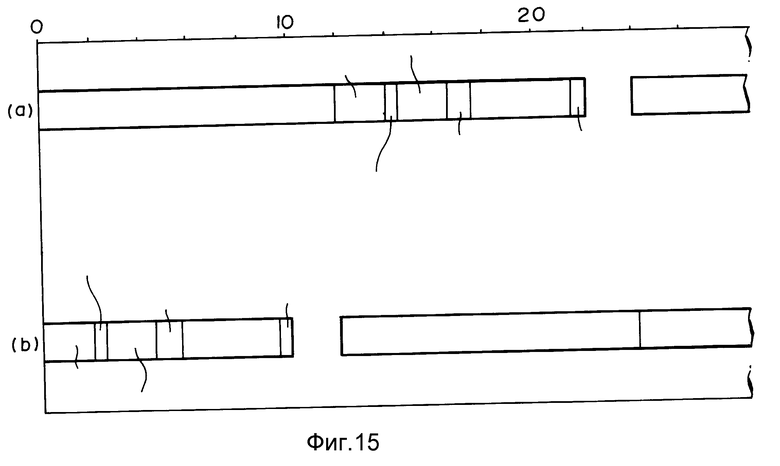
Фиг. 15 соответствует тому случаю, когда производительность анодных печей превышает производительность конверторной печи.
В то время как одна из анодных печей (а) принимает черновую медь C, в другой анодной печи (b) черновую медь C, полученную на предшествующей стадии, подвергают окислению, восстановлению, литью и различным сопутствующим операциям. Согласно этой схеме окисление занимает 2 ч, также 2 ч затрачиваются на восстановление и 4 ч на операцию литья. Кроме того, 30 мин требуется для очистки фурм между операцией окисления и операцией восстановления и 1 ч на подготовку к операции литья, тогда как очистка отливки между операцией литья и началом приема следующей загрузки требует 1 ч. Таким образом, затрачивают 10 ч от рафинирования принятой черновой меди до завершения подготовки для приема следующей загрузки черновой меди.
С другой стороны, операция приема загрузки занимает 12 ч, а рабочее время в анодной печи короче, чем время приема, как было описано. Таким образом, имеется достаточно времени от завершения операции литья до приема следующей загрузки.
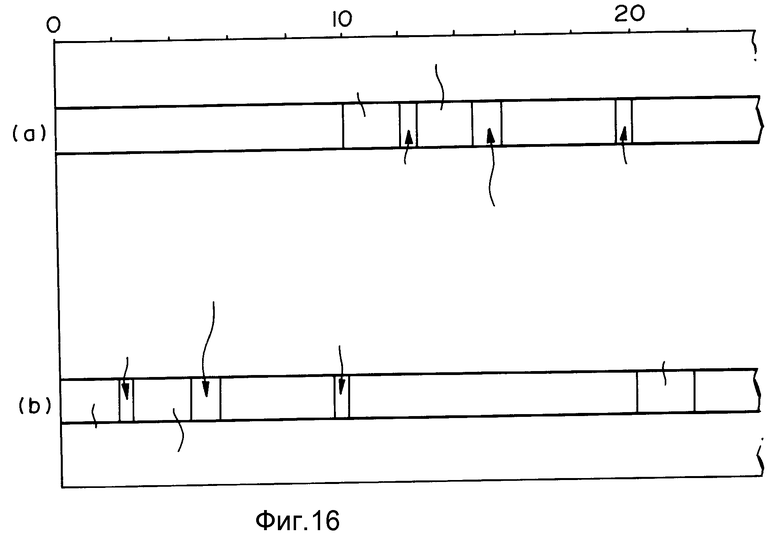
Фиг. 16 соответствует тому случаю, когда производительность анодной печи и конвертерной печи в общем уравновешены, т.е. когда производительность до конверторной печи превышает производительность в примере, показанном на фиг. 15. Согласно этой схеме общее время, необходимое для операций окисления, восстановления и литья и других различных работ, например, для очистки фурм, подготовка к литью или очистке отливки является одинаковым как и в упомянутой схеме, и оно составляет 10 ч. Однако время, необходимое для приема анодной печью загрузки, также составляет 10 ч, таким образом, в анодных печах соответствует время простоя.
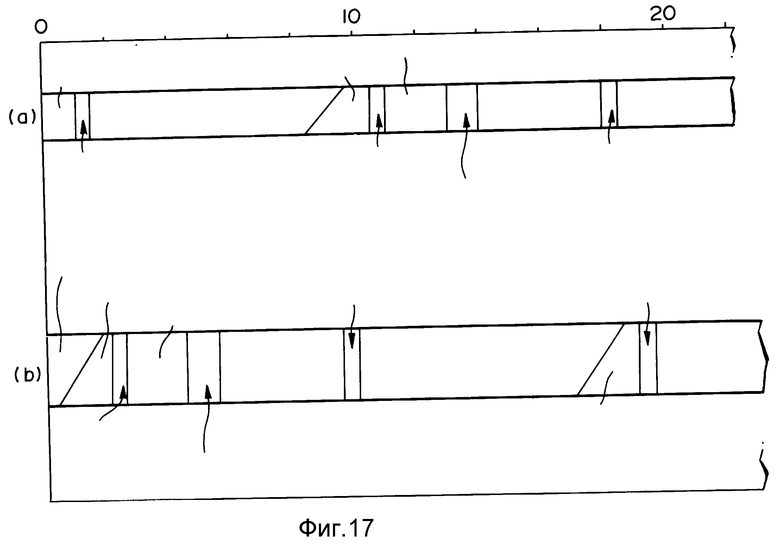
На фиг. 17 показывает схему, которую можно применять, когда производительность анодных печей ниже производительности в конвертерной печи. В этом случае для повышения производительности при рафинировании окисление черновой меди C производят параллельно с приемом черновой меди на последней стадии операции приема. Точнее, прием черновой меди анодной печью завершается в течение 8,5 ч, тогда как 9,5 10 ч затрачиваются от операции окисления до операции очистки отливки. Таким образом, за счет частичного совмещения операций приема и окисления экономится необходимое рабочее время.
Эти операции приема и окисления проводят после перемещения корпуса 21 печи из позиции, показанной на фиг. 10, в позицию, показанную на фиг. 11, причем это продолжается даже после завершения приема черновой меди.
Согласно упомянутым способам прием и окисление проводят параллельно друг с другом, таким образом, время на рафинирование черновой меди уменьшается за счет времени частичного совпадения этих операций. Таким образом повышается производительность анодной печи, а когда увеличивается производительность при плавке на предшествующих стадиях, то соответственно повышается общая производительность.
Временные режимы, показанные на фиг. 15 17, являются просто примерами операций в анодных печах, причем в зависимости от количества, мощности анодных печей и времени для соответствующих операций можно выбрать соответствующие различные схемы. Кроме того, что касается времени совпадения операций приема и окисления на фиг. 7, то оно должно быть точно определено с учетом производства черновой меди, производительности при окислении в анодной печи и т.д.
Также и в упомянутой конструкции две анодные печи 4 расположены параллельно друг другу. Соответственно, когда другая анодная печь должна быть установлена в качестве запасной, то дополнительную печь можно просто установить параллельно двум печам и при этом предусмотреть дополнительный ответвленный желоб для черновой меди и избирательное средство.
Теперь будет описано расположение анодных печей и желоба для черновой меди, соединенного с ними.
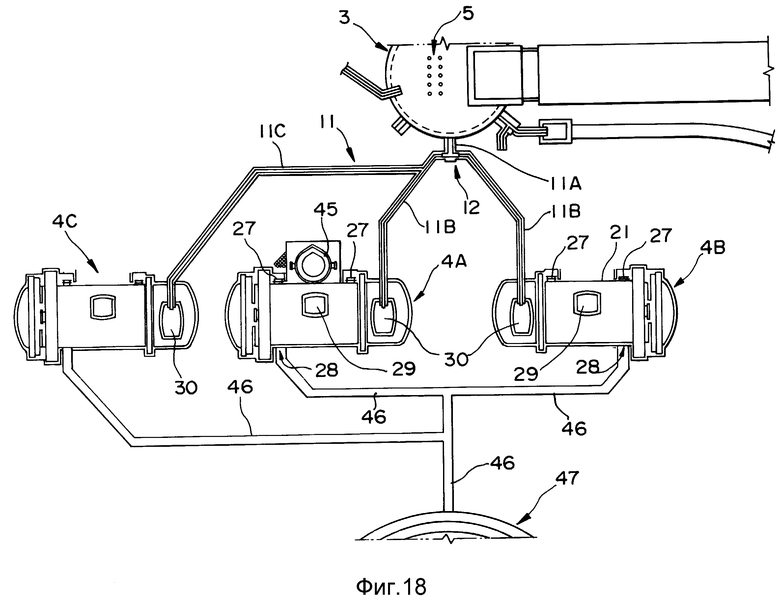
Фиг. 18 показывает пример установок анодных печей, при которых две анодные печи 4А и 4В и одна запасная анодная печь 4С расположены таким образом, что их оси проходят соосно, а желоба 11 для черновой меди расположены так, чтобы соединять вместе конвертерную печь 3 и каждую из анодных печей 4А-4С. Точнее, две анодные печи 4А и 4В, которые работают регулярно, расположены так, что их отверстия 30 для выхода отработанных газов расположены противоположно друг другу, при этом запасная анодная печь 4С установлена так, что отверстие 30 для выхода газов находится смежно с двумя анодными печами. Желоб 11 для черновой меди состоит из главного желоба 11А, соединенного своим одним концом с конвертерной печью 3, пары ответвленных желобов 11В, каждый из которых имеет один конец, соединенный с главным желобом 11В, и другой конец, соединенный с отверстием для отходящих газов в одной из анодных печей 4А и 4В. Также дополнительный отводной желоб 11С, имеющий один конец, соединенный с отверстием для отходящих газов в запасной анодной печи 4С, соединен другим концом с смежным одним из упомянутых из двух отводных желобов 11В, расположенных вверх по течению. Помимо избирательного средства 12, прикрепленного к переходу между главным желобом 11А и отводными желобами 11В, предусмотрено другое избирательное средство 12А на переходе между дополнительным желобом 11С и отводным желобом 11В, соединенным с ним. На чертежах в позиции 45 обозначен ковш для приема шлака, выпускаемого из впускного отверстия корпуса 21а печи.
Однако в упомянутых конструкциях расстояние между правой анодной печью 4В и левой анодной печью 4С значительно больше, чем продольная длина анодной печи. Таким образом, желоба для соединения конвертерной печи 3 и анодных печей становятся слишком длинными. Также поскольку отверстие 30 для выхода отходящих газов и летка 28 для выпуска расплава расположены в противоположной связи друг с другом относительно длины анодной печи, то расстояние между летками 28 двух смежных анодных печей увеличивается. Следовательно, литьевые желоба 46, соединяющие литьевое устройство 47 и анодные печи, также становятся длинными. Таким образом, поскольку желоба 11 для черновой меди, а также литьевые желоба 46 длинные, то плавильная установка не может быть компактной и нельзя уменьшать площадь установки. Также, когда длина каналов желобов большая, то будет увеличиваться количество горелок, прикрепляемых к ним и будет усложняться конструкция желобов. Таким образом, будут увеличиваться эксплуатационные расходы, а также трудоемкость для поддержания желобов в герметично уплотненном состоянии.
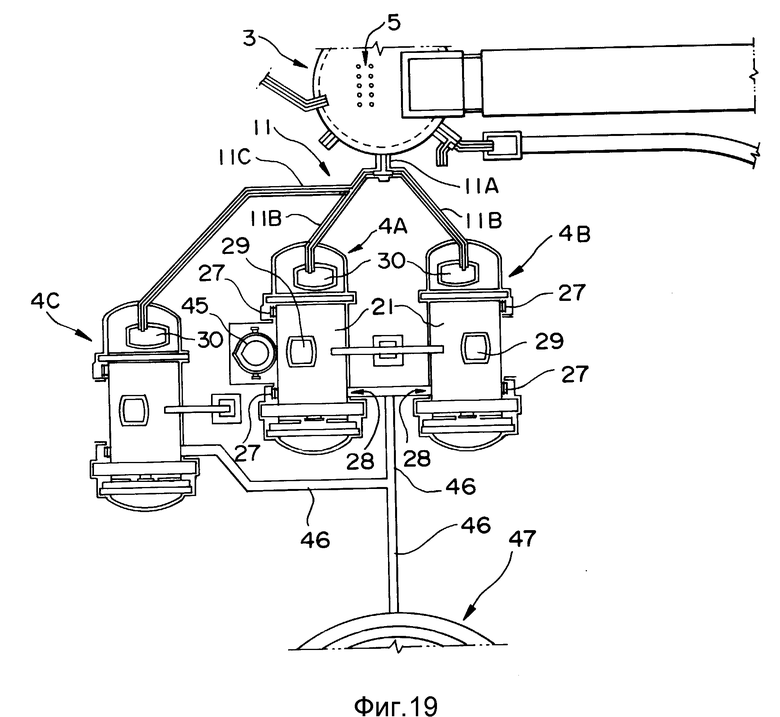
Ввиду этого более предпочтительно, чтобы анодные печи и желоба, соединенные с ними, были расположены как показано на фиг. 19. В этой конструкции, как и в примере первого исполнения, две анодные печи 4А и 4В расположены параллельно, и запасная анодная печь 4С расположена параллельно двум печам 4А и 4В, но она несколько смещена в сторону литьевого устройства 47. Желоб 11 для черновой меди состоит из главного желоба 11А, соединенного одним концом с конвертерной печью 3, и пары отводных желобов 11В, каждый из которых имеет один конец, соединенный с главным желобом 11А, и другой конец, соединенный с отверстием 30 для выхода отработанных газов в соответствующей одной из анодных печей 4А и 4В. Также дополнительный отводной желоб 11С, имеющий один конец, соединенный с отверстием 30 для отходящих газов в запасной анодной печи 4С, соединен другим концом с частью, расположенной вверх по течению, смежного одного из упомянутых двух отводных желобов 11В. Помимо избирательного средства 12, прикрепленного к переходу между главным желобом 11А и отводными желобами 11В, предусмотрено другое избирательное средство 12А на переходе между дополнительным желобом 11С и отводным желобом 11В, соединенным с ним.
При таком расположении расстояние между смежными анодными печами достаточно небольшое, и, следовательно, расстояние между смежными отверстиями для отходящего газа минимальное. Соответственно длина желобов для черновой меди, соединенных с отверстиями для отходящих газов, значительно уменьшена. Также, поскольку летки 28 смежных анодных печей 4А и 4В можно расположить в противоположной связи друг с другом, то литьевые желоба 46 можно также сделать короче. Таким образом, плавильную установку можно сделать компактной, в результате значительно уменьшится площадь установки. Также, поскольку количество прикрепляемых горелок уменьшается и конструкция желобов становится простой, то будут сокращены эксплуатационные расходы, а также трудоемкость для поддержания желобов в герметически уплотненном состоянии. Ввиду этого расстояние между смежными анодными печами может быть небольшим, но достаточным для проведения операторами необходимых операций, например, на фурмах, операций по приему и разгрузке вблизи анодных печей.
Очевидно, что в свете упомянутых отличительных особенностей возможны многие модификации и изменения в изобретении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ ПЛАВКИ МЕДИ | 1991 |
|
RU2039106C1 |
| МЕДЕПЛАВИЛЬНОЕ УСТРОЙСТВО | 1995 |
|
RU2144092C1 |
| СПОСОБ И ПЕЧЬ ДЛЯ КОНВЕРТИРОВАНИЯ МЕДНЫХ ШТЕЙНОВ ПОСРЕДСТВОМ ДОННОЙ ПРОДУВКИ | 2013 |
|
RU2647418C2 |
| СПОСОБ И СИСТЕМА ДЛЯ УДАЛЕНИЯ НАСЛОЕНИЯ НАСТЫЛИ В ПЕЧИ | 2011 |
|
RU2576281C2 |
| СПОСОБ ВОДНОГО ГРАНУЛИРОВАНИЯ КАЛЬЦИЕВОФЕРРИТНОГО ШЛАКА | 1995 |
|
RU2123983C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ПЕРЕРАБОТКИ МЕДНО-НИКЕЛЕВЫХ КОБАЛЬТСОДЕРЖАЩИХ СУЛЬФИДНЫХ МАТЕРИАЛОВ С РАЗЛИЧНЫМ ОТНОШЕНИЕМ МЕДИ К НИКЕЛЮ | 2003 |
|
RU2261929C2 |
| СИСТЕМА И СПОСОБ АНОДНОГО РАФИНИРОВАНИЯ МЕДИ | 2011 |
|
RU2573846C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧЕРНОВОЙ МЕДИ НЕПОСРЕДСТВЕННО ИЗ МЕДНОГО КОНЦЕНТРАТА | 2012 |
|
RU2510419C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПЕРЕРАБОТКИ МЕДНЫХ НИКЕЛЬСОДЕРЖАЩИХ СУЛЬФИДНЫХ МАТЕРИАЛОВ НА ЧЕРНОВУЮ МЕДЬ, ОТВАЛЬНЫЙ ШЛАК И МЕДНО-НИКЕЛЕВЫЙ СПЛАВ | 2016 |
|
RU2625621C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗВЛЕЧЕНИЯ МЕТАЛЛА ИЗ СОДЕРЖАЩЕГО ЭТОТ МЕТАЛЛ ШЛАКА | 2006 |
|
RU2368673C2 |
Использование: изобретение относится к устройству для непрерывной выплавки меди. Сущность: установка для плавки меди включает в себя плавильную, обеднительную, конвертерную печи и желоба, соединяющие последовательно эти печи. В плавильной печи медный концентрат расплавляют и окисляют для получения штейна и шлака. В обеднительной печи штейн отделяют от шлака. В конвертерной печи штейн, отделенный от шлака, окисляют для получения черновой меди. Предусмотрено множество анодных печей для рафинирования черновой меди, полученной в конверторной печи, в медь высокого качества. Блок желобов для черновой меди включает в себя главный желоб и множество отводных желобов, ответвленных от главного желоба, для соединения конвертерной и анодных печей вместе. К блоку желобов можно прикрепить избирательное устройство для выборочной установки главного желоба в сообщение текущей среды с одним из отводных желобов. 3 з.п. ф-лы, 19 ил.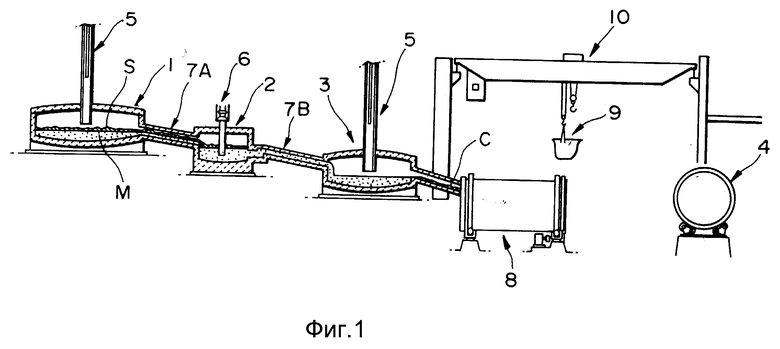
| Автогенные процессы производства тяжелых цветных металлов за рубежом | |||
| - М.: Цветметинформация, 1981, с.18 - 21. |
