ОБЛАСТЬ ИЗОБРЕТЕНИЯ
[0001] Настоящее изобретение относится к пирометаллургической обработке медьсодержащих материалов технологическими газами, такими как окислительные и восстановительные технологические газы, для преобразования таких материалов в медьсодержащие материалы более высокого качества. Более конкретно, настоящее изобретение относится к анодному рафинированию расплавленной черновой меди для удаления серы, кислорода и прочих примесей селективной обработкой расплавленной черновой меди когерентными газовыми струями окислительных и восстановительных технологических газов.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] Производство меди обычно подразумевает многостадийную процедуру, которая включает этапы концентрирования, плавки, продувки в конвертере, рафинирования, литья анода и электролитического рафинирования. Обычно, начиная с руды, включающей один или более минералов на основе сульфидов меди или сульфидов меди-железа, таких как халькоцит, халькопирит и борнит, руду преобразуют в концентрат, обычно содержащий между 25 и 35 весовыми процентами (вес.%) меди. Затем концентрат под действием тепла и кислорода преобразуют в штейн, а затем в черновую медь. К черновой меди часто добавляют дополнительный металлический лом твердой меди (скрап). Дальнейшее рафинирование черновой меди выполняется снижением содержания примесей кислорода и серы в черновой меди, типично от уровней содержания не выше 0,80% и 1,0% соответственно до уровней содержания не ниже 0,05% и 0,002% соответственно, и обычно проводится при температуре в диапазоне от примерно 1090°С (2000°F) до 1300°С (2400°F) и включает окислительный процесс для окисления серы до диоксида серы, который выделяется из раствора в ванне, а также восстановительный процесс для удаления растворенного кислорода, присутствующего после стадии окисления.
[0003] Рафинирование черновой меди до анодной меди может быть проведено как периодический процесс или полунепрерывный процесс. В любом случае для вдувания потоков окислительного газа и восстановительного газа в расплав меди обычно используют высокоскоростные погружные фурмы. Однако с традиционным процессом огневого рафинирования анодной меди и вдуванием потоков окислительного и восстановительного газов через погружные фурмы связаны многообразные эксплуатационные затруднения и значительные затраты. Такие затруднения включают: техническое обслуживание фурм и проблемы надежности; сильный износ огнеупорной облицовки печи вследствие коррозионного воздействия окислительных и восстановительных газов; чрезмерное образование NOx и вариации процесса рафинирования.
[0004] Поэтому требуется усовершенствованный способ рафинирования анодной меди, который устраняет необходимость в погружных фурмах и который достигает высоких эффективностей рафинирования и производительности, в то же время с сокращением эксплуатационных затрат и с достижением снижения уровней NOx, связанных с процессом анодного рафинирования меди.
[0005] Раскрытые теперь система и способ рафинирования меди когерентными газовыми струями включают многочисленные признаки и аспекты, которые по отдельности и в совокупности интенсифицируют процесс рафинирования меди в плане производительности и защиты окружающей среды. Эти соответствующие изобретению аспекты и признаки более подробно представлены в нижеследующих разделах.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] В одном аспекте настоящее изобретение может быть охарактеризовано как способ рафинирования анодной меди, включающий стадии, на которых: (i) подают расплавленную черновую медь в печь; (ii) загружают медный скрап в расплавленную черновую медь в печи; (iii) расплавляют упомянутый медный скрап или нагревают расплавленную черновую медь с использованием плавильного пламени, созданного из многофункциональной когерентно-струйной фурмы верхнего дутья; (iv) окисляют примеси серы в расплавленной черновой меди в печи с использованием вдуваемой сверху когерентной струи кислородсодержащего газа, выбрасываемой из когерентно-струйной фурмы, причем упомянутая когерентно-струйная фурма соединена с источником кислородсодержащего газа и источником топлива; и (v) восстанавливают кислород в расплавленной черновой меди в печи с использованием вдуваемой сверху когерентной струи восстановительного газа, содержащей восстановитель и инертный газ, выбрасываемой из когерентно-струйной фурмы.
[0007] В еще одном аспекте настоящее изобретение может быть охарактеризовано как система для анодного рафинирования меди, включающая: медеплавильную металлургическую печь, имеющую огнеупорную стенку, причем печь приспособлена содержать ванну расплавленной меди, имеющую верхнюю поверхность, и упомянутая печь ограничивает незаполненное пространство над верхней поверхностью ванны меди; по меньшей мере одну многофункциональную когерентно-струйную фурму, соединенную с источниками кислородсодержащего газа, инертного газа, восстановителя и топлива, причем упомянутая когерентно-струйная фурма установлена в упомянутой огнеупорной стенке печи в положении над верхней поверхностью ванны меди; и контроллер, функционально регулирующий поток кислородсодержащего газа, инертного газа, восстановителя и топлива к упомянутой по меньшей мере одной когерентно-струйной фурме. Многофункциональная когерентно-струйная фурма предназначена для создания плавильного пламени для нагрева расплавленной меди или расплавления любых загрузок медного скрапа, помещенных в печь; когерентной струи кислородсодержащего газа для окисления серы в ванне меди; и когерентной струи восстановительного газа, содержащей восстановитель и инертный газ, для восстановления кислорода в ванне меди.
[0008] В еще одном аспекте настоящее изобретение может быть охарактеризовано как усовершенствование способа непрерывного рафинирования меди в анодной печи. Усовершенствование включает стадии, на которых: (i) подают расплавленную черновую медь в анодную печь и, необязательно, загружают медный скрап в расплавленную черновую медь в анодной печи; (ii) окисляют примеси серы в расплавленной черновой меди в анодной печи с использованием вдуваемой сверху когерентной струи кислородсодержащего газа, выбрасываемой из когерентно-струйной фурмы, установленной в огнеупорной стенке анодной печи в положении над верхней поверхностью расплавленной черновой меди; и (iii) восстанавливают кислород в расплавленной черновой меди в анодной печи с использованием вдуваемой сверху когерентной струи восстановительного газа, содержащей восстановитель и инертный газ, выбрасываемой из когерентно-струйной фурмы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0009] Вышеуказанные и прочие аспекты, признаки и преимущества настоящего изобретения будут более понятными из нижеследующего, более подробного его описания, представленного в сочетании со следующими чертежами, на которых:
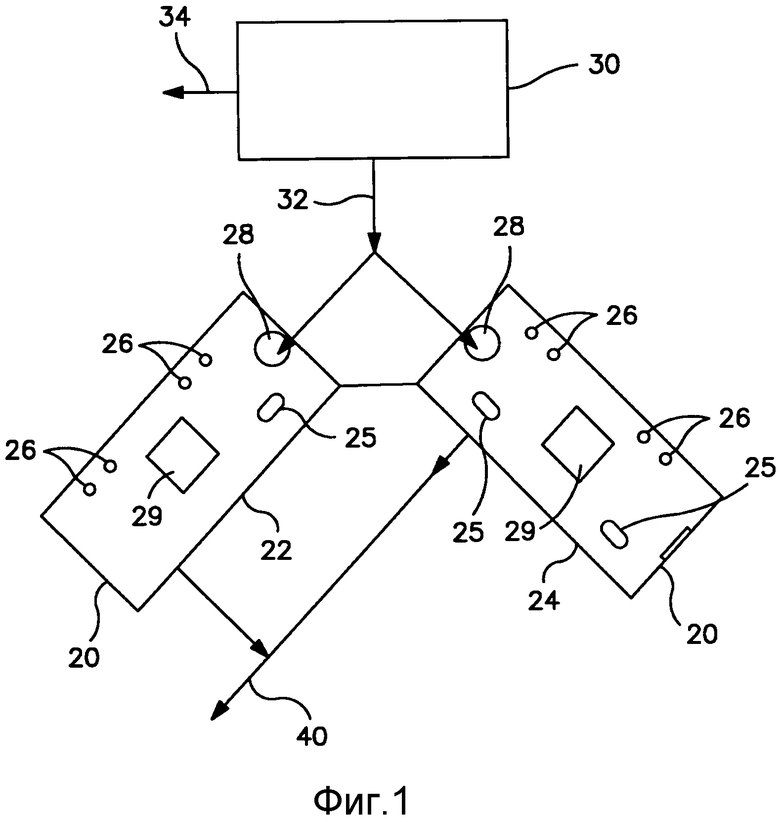
[0010] Фигура 1 представляет схематическую иллюстрацию части процесса анодного рафинирования меди, включая анодные печи, применяемые на предприятии фирмы Kennecott Utah Copper;
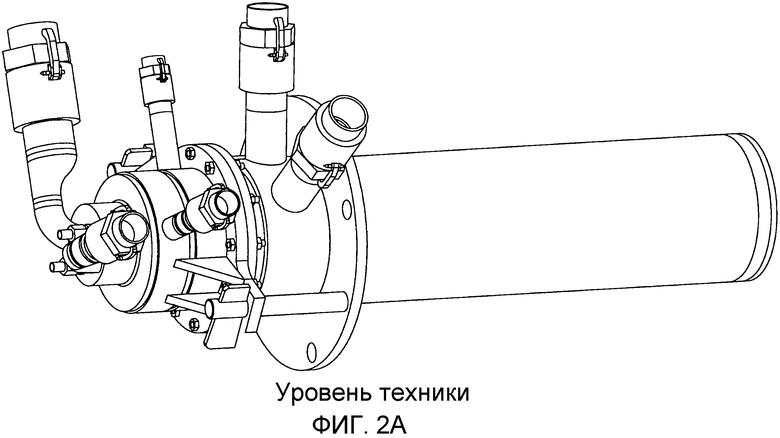
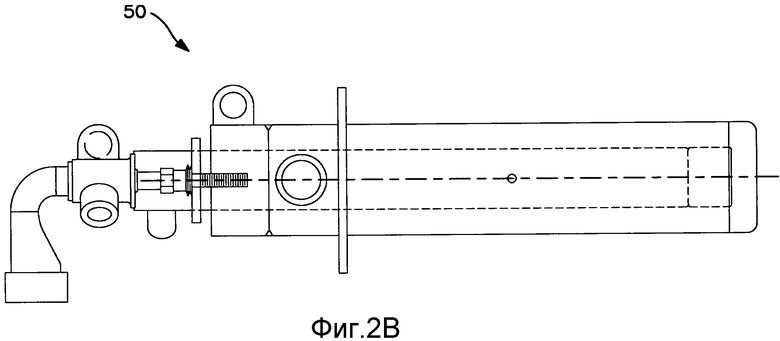
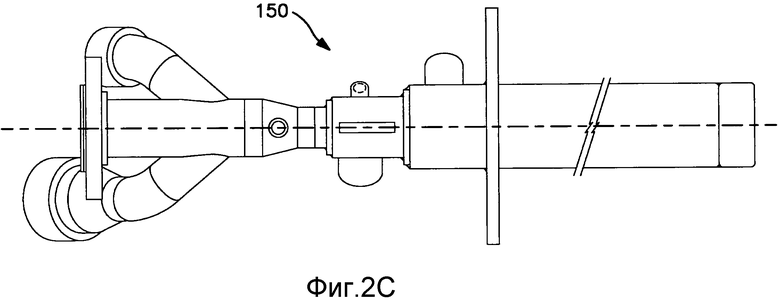
[0011] Фигура 2А представляет изометрический вид когерентно-струйной формы в сборе согласно уровню техники, размещенной внутри корпуса с водяным охлаждением, тогда как Фигуры 2В и 2С представляют изображения более простых, меньших по размеру и более легких по весу когерентно-струйных фурм в сборе в соответствии с настоящим изобретением;
[0012] Фигура 3 представляет вид сбоку в разрезе когерентно-струйной фурмы в сборе в соответствии с вариантом реализации настоящего изобретения;
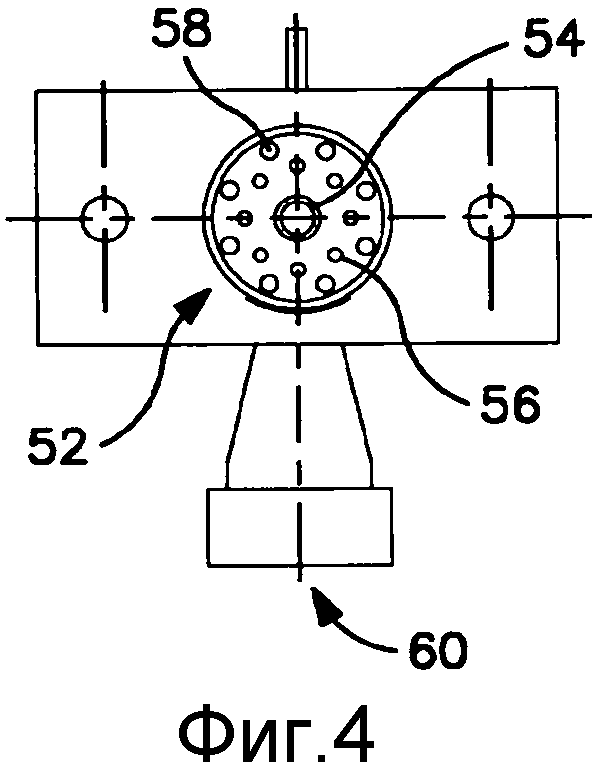
[0013] Фигура 4 представляет вид в продольном разрезе когерентно-струйной фурмы в сборе по фигуре 3;
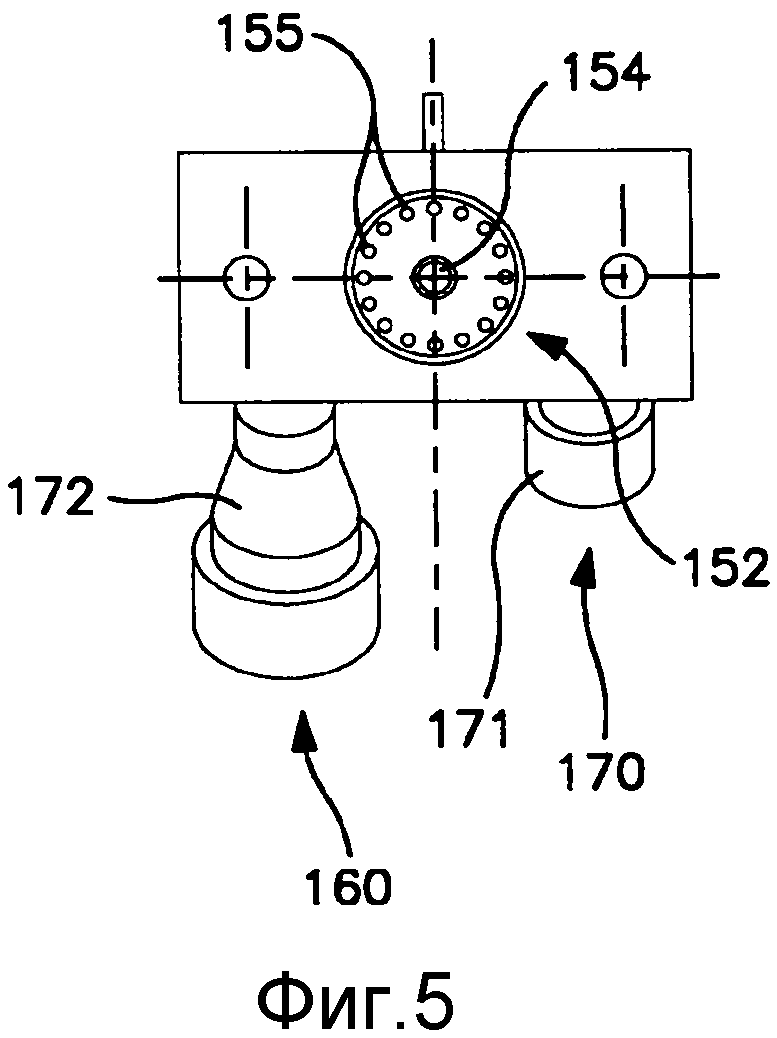
[0014] Фигура 5 представляет вид сбоку в разрезе альтернативного варианта реализации когерентно-струйной фурмы в сборе; и
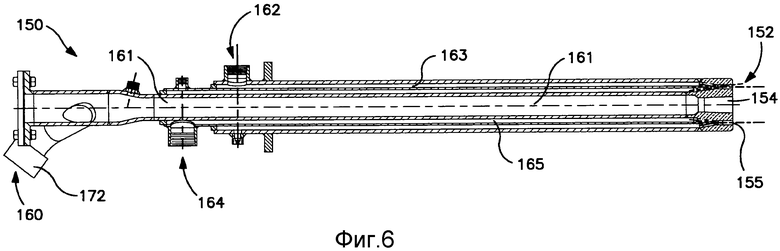
[0015] Фигура 6 представляет вид в продольном разрезе альтернативного варианта реализации когерентно-струйной фурмы в сборе по фигуре 5.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0016] Используемый здесь термин «когерентный газовый поток» или «когерентная струя» означает поток газа, который имеет малое увеличение диаметра струи в радиальном направлении или не имеет его совсем и который сохраняет свою осевую скорость на протяжении дистанции по меньшей мере в 20 диаметров сопла, по измерению от передней поверхности сопла. Такие струи формируются выбрасыванием газовой струи через сужающееся/расширяющееся сопло и окружением ее пламенной оболочкой, которая простирается поверх по меньшей мере части длины струи, а предпочтительно - по всей длине струи. Подобным образом, термин «пламенная оболочка» означает горящий поток, образованный за счет горения топлива и окислителя, который простирается вдоль одной или более газовых струй.
[0017] В широком смысле раскрытая теперь система и способ рафинирования в общем относятся к применению технологии когерентной струи для пирометаллургического рафинирования цветных металлов. В то время как изобретение в его предпочтительных вариантах реализации относится, в частности, к анодному рафинированию расплавленной меди, определенные аспекты и признаки данных системы и способа могут быть в равной мере применимыми к рафинированию других цветных металлов, таких как никель, свинец, цинк и олово. Понятно, что в расплаве цветного металла, рафинированного с использованием раскрытых здесь способов, могут быть различные количества черных металлов. Однако представленные система и способ в особенности полезны для анодного рафинирования меди и, в частности, для процедур анодного рафинирования меди того типа, в которых загруженную партию меди нагревают и/или расплавляют, а затем последовательно приводят в контакт с окислительными и восстановительными технологическими газами из одной и той же фурмы в сборе с тем, чтобы снизить количество примесей серы и кислорода в ней.
[0018] Технология когерентной струи включает вдувание газов в форме когерентных газовых струй при сверхзвуковых скоростях в ванны расплавленного металла для достижения превосходных технологических преимуществ по сравнению с традиционными способами вдувания газа. Когерентной струю газового потока поддерживают специально сконструированные сопла для вдувания газа. Когерентность означает сохранение диаметра и скорости струи. Когерентная струя доставляет точные количества газового потока в ванну из расплавленного металла с высоким моментом количества движения (импульсом), лучшими условиями столкновения, меньшим отклонением или затуханием, меньшей степенью увлечения окружающих печных газов и меньшим образованием полостей или разбрызгиванием, по сравнению с традиционным вдуванием сверхзвуковой газовой струи. Газы, подводимые с использованием устройств для создания когерентной струи, сталкиваются с ванной расплавленной меди вдалеке от стенки печи, что может продлить срок службы футеровки печи по сравнению с вдуванием газа погружной фурмой, которая вдувает газы сквозь стенки печи.
[0019] Раскрытые теперь система и способ рафинирования меди всецело обеспечивают возможность проведения процесса анодного рафинирования без погружных фурм за счет применения одного или более многофункциональных когерентно-струйных устройств верхнего дутья для подачи кислородсодержащего газа, инертного газа или азота, восстановителя и углеводородного топлива, такого как природный газ, в анодную печь и/или в размещенный в ней расплав черновой меди. Устранением необходимости в погружных фурмах снимаются проблемы технического обслуживания и надежности и связанные с такими фурмами затраты и значительно продлевается полезный срок службы емкости печи. В дополнение, применением когерентно-струйных устройств для обеспечения плавильного пламени печь способна поддерживать расплав при желательных температурах и даже выполнять расплавление дополнительного медного скрапа, чем могут быть устранены необходимость в отдельной печи для плавления скрапа и связанные с нею расходы. Исчерпывающее осмысление современных процессов рафинирования меди, в том числе процессов непрерывного рафинирования меди фирмы Kennecott Utah Copper, представлено, например, в патенте Соединенных Штатов № 6210463 и Re 36598.
[0020] Газы, подаваемые в анодную печь, предпочтительно включают кислород, природный газ, азот и их смеси, которые подаются соответственно предварительно запрограммированным заданным значениям. Более конкретно, система управления когерентной струей состоит из системы регулирования газового потока (также называемой газовым модулем или клапанным механизмом) и предпочтительно одной или двух когерентно-струйных фурм в сборе. В основном, в системе регулирования газового потока может быть предварительно запрограммирована любая комбинация потоков. Для предотвращения закупорки сопла могут потребоваться минимальные газовые потоки, или «продувочные потоки», через каждое из отверстий, и такие минимальные газовые потоки настраиваются и поддерживаются контроллером все время, пока когерентно-струйные фурмы работают в горячей печи.
[0021] Подвергаемая рафинированию медь типично включает любой подходящий сырьевой медный материал, который содержит способные реагировать количества примесей серы и кислорода, и может быть подвергнут обработке в рассматриваемых здесь реакциях обессеривания и раскисления. Как является общепризнанным в технологии рафинирования меди, медь обычно содержит серу и кислород как в газообразной растворенной форме, так и в химически связанной с атомами меди форме, например, в такой форме, как сульфиды меди и оксиды меди. Как правило, черновая медь из процесса непрерывной конверсии содержит перед стадией окисления примеси серы в пределах диапазона от примерно 800 до 6000 миллионных долей (млн-1) серы или более и примеси кислорода примерно 2000 млн-1 кислорода или более. Как хорошо известно квалифицированным специалистам в этой области техники, черновая медь представляет собой продукт, который получен после стадий плавки и продувки в конвертере в процессе рафинирования меди. Данные система и способ предусматривают прямую конверсию такой черновой меди в анодную медь. Полученная анодная медь типично содержит менее чем примерно 50 млн-1 серы и менее чем примерно 2000 млн-1 кислорода.
[0022] Обычно анодная печь будет включать вращающуюся цилиндрическую печь, такую как анодная печь, имеющая огнеупорную футеровку, которая, необязательно, оснащена по меньшей мере одной воздушно-топливной или кислородно-топливной горелкой общеупотребительного типа, смонтированной на торцевой стенке конвертера, для подведения тепла в печь, и которая была модифицирована так, чтобы содержать по меньшей мере одну монофункциональную когерентно-струйную фурму верхнего дутья в сборе. Расплав меди содержится на дне печи. Емкость печи ограничивает незаполненное пространство над поверхностью расплава. Когерентно-струйные фурмы в сборе предпочтительно установлены на огнеупорной стенке печи в положении над поверхностью расплавленной меди и предназначены для верхней продувки расплава либо факелами плавильного пламени, либо когерентными газовыми струями.
[0023] В представленном варианте реализации когерентно-струйные фурмы установлены в верхней части печи, предпочтительно под предварительно заданным углом к поверхности расплавленной меди, чтобы свести к минимуму разбрызгивание на огнеупорную стенку. Необязательно, печь может иметь конструкцию с перемешиванием в донной части, содержащую по меньшей мере одну пористую пробку, размещенную в дне печи для вдувания перемешивающего газа, такого как азот, аргон, диоксид углерода, кислород или их комбинации. В дополнение, печь также может быть оснащена по меньшей мере одной дублирующей или вторичной фурмой для вдувания окислительных и/или восстановительных газов в расплав, когда когерентно-струйная фурма в сборе не работает, хотя в предпочтительном варианте реализации применение таких фурм не является благоприятным вследствие связанных с ними недостатков, которые были перечислены ранее.
[0024] Обращаясь теперь к чертежу, фигура 1 представляет схематическую иллюстрацию анодных печей на предприятии фирмы Kennecott Utah Copper, показывающую вариант реализации данных системы и способа рафинирования меди. Первая анодная печь 22 показана имеющей одиночную амбразуру 25 для когерентно-струйной фурмы, тогда как вторая анодная печь 24 показана как имеющая две амбразуры 25 для когерентно-струйных фурм. Хотя это не показано, места монтажа когерентно-струйных фурм в сборе предпочтительно находятся рядом с существующей платформой или мостками так, чтобы для доступа к когерентно-струйным фурмам в сборе не требовались никакие приспособления для работ на высоте. Проиллюстрированные печи включают фурмы 26, которые используются для вдувания газов во время традиционных процедур окисления и восстановления. После удаления шлака 34 черновую медь 32 из конвертера 30 взвешенной плавки подают в медеплавильные анодные печи через впускные каналы 28, а дополнительный медный скрап подают через горловину 29 печи, где медь подвергается большей части процесса огневого рафинирования, включая стадии расплавления завалки, окисления, сгребания шлака и восстановления. По завершении процесса огневого рафинирования внутри каждой анодной печи меньшие по размеру легковесные когерентно-струйные фурмы в сборе, как более подробно описано ниже, могут быть удалены, и печь поворачивается так, чтобы выливать расплавленную медь 40 из анодной печи через сливное отверстие в печи (не показано) и направлять на процесс литья.
[0025] Меньшие по размеру, более легкие по весу когерентно-струйные фурмы в сборе размещены внутри амбразур 25 для когерентно-струйных фурм, показанных на Фигуре 1. Как более подробно обсуждается ниже, когерентно-струйные фурмы в сборе используются для создания факелов плавильного пламени во время расплавления любого медного скрапа, добавленного к расплавленной завалке, а также для создания когерентных газовых струй во время технологических стадий окисления и восстановления, тем самым сокращая продолжительности циклов окисления и восстановления, а также повышая производительность анодных печей, в то же время сводя к минимуму нежелательные выбросы NOx.
[0026] В порядке сравнения, при неиспользовании когерентно-струйных фурм в сборе и технологии, в процессе анодного рафинирования могут применяться традиционные кислородно-топливные горелки типа JL, размещенные на одном конце 20 каждой медеплавильной анодной печи 22, 24 вдали от впускных каналов 28, для подведения необходимой энергии в печь во время соответствующих стадий плавления или нагрева. Кроме того, при неиспользовании когерентно-струйных фурм в сборе, медь подвергают технологическим стадиям окисления и восстановления внутри анодной печи с использованием погружных фурм 26 для введения надлежащих газов в расплав меди.
[0027] Фигура 2А показывает трехмерное изображение когерентно-струйной фурмы в сборе согласно уровню техники, размещенной внутри корпуса с водяным охлаждением. Когерентно-струйная фурма в сборе согласно уровню техники имеет большой посадочный размер («отпечаток») с максимальным пролетом или диаметром примерно 16 дюймов. Инжектор когерентной струи согласно уровню техники предпочтительно размещен внутри корпуса с водяным охлаждением. Вся система для формирования когерентной струи с охлаждаемым водой корпусом обычно весит почти 400 фунтов.
[0028] Напротив, на фигурах 2В и 2С показана меньшая по размеру и более легкая по весу когерентно-струйная фурма в сборе 50, используемая в данных системе и способе анодного рафинирования меди. Меньшая по размеру и более легкая по весу когерентно-струйная фурма в сборе 50, 150 также размещена внутри корпуса с водяным охлаждением, все еще имеющим отпечаток в примерно 37-48 дюймов в длину, но максимальный диаметр лишь примерно 7 дюймов. Более тонкие инжекторы когерентной струи имеют диаметр лишь примерно 3,5 дюйма, и все системы для создания когерентной струи весят не более примерно половины того, что весит устройство согласно уровню техники, показанное на Фигуре 2А. Эта меньшая по размеру и более легкая по весу когерентно-струйная фурма в сборе 50, 150 позволяет уменьшить установочные амбразуры в верхней части емкости печи для более простого и безопасного вставления и удаления фурмы в сборе, а также заглушения амбразуры.
[0029] Уменьшенный вес данной когерентно-струйной фурмы в сборе вместе с вышеописанными местами монтажа обеспечивает заметно упрощенное извлечение и введение когерентно-струйной фурмы в сборе внутрь анодной печи. Амбразуры с меньшими диаметрами в основном легче открывать и проще заглушать, что сводит к минимуму риски в отношении безопасности, связанные с печью.
[0030] При любом обсуждении применения когерентно-струйной фурмы в сборе в печи необходимо рассматривать целостность конструкции печи и, в частности, неизменность характеристик огнеупорной футеровки на внутренней поверхности печи. Применением когерентно-струйной фурмы в сборе с меньшим размером и вместе с меньшими фурменными амбразурами сводят к минимуму конструкционные и огнеупорные проблемы, связанные с технологией использования когерентной струи, сравнительно с фурмами в сборе согласно уровню техники.
[0031] Когерентно-струйные фурмы в сборе соединены с источниками топлива, кислородсодержащего газа, восстановительного газа и, необязательно, инертного газа, через модуль или систему регулирования газа (не показаны). Модуль или система регулирования газа функционально управляют потоками газов к когерентно-струйным фурмам в сборе таким образом, чтобы селективно генерировать различные газовые потоки, вдуваемые в печь в целях осуществления различных стадий рафинирования, в том числе расплавления медного скрапа, а также окисления и восстановления расплавленной меди.
[0032] Когерентно-струйные фурмы предназначены для создания высокоскоростных, структурированных когерентных газовых струй, в которых по меньшей мере один первичный газовый поток выбрасывается из сужающегося-расширяющегося сопла и окружен пламенной оболочкой, которая простирается от дальнего конца фурмы в сборе или передней поверхности фурмы на по меньшей мере часть длины первичного газового потока, а предпочтительно простирается по существу по всей длине первичного газового потока, то есть, проходит от передней поверхности фурмы до поверхности расплава меди. Пламенная оболочка служит для предотвращения увлечения окружающих (печных) газов в первичный газовый поток и тем самым подавляет снижение скорости первичных газовых потоков и позволяет первичным газовым потокам сталкиваться с поверхностью расплава меди на расстояниях в примерно 20 диаметров сопла или более, по существу с сохранением осевой скорости струи. Сохранение осевой скорости газового потока позволяет газовым потокам по существу поддерживать весь свой момент количества движения в пределах поперечного сечения, который по существу равен моменту количества движения в области выхода из сопла, на всем протяжении этого расстояния, улучшая контакт между первичными газовыми потоками и расплавом меди и тем самым реакцию между когерентными газовыми струями и примесями серы и кислорода, которые присутствуют в расплаве меди, и тем самым сокращая продолжительности циклов и повышая эффективность процесса рафинирования меди.
[0033] Когерентно-струйные фурмы в сборе сильно отличаются от общеупотребительных устройств верхнего дутья для некогерентного вдувания газа, используемых в печах, в которых не применяется пламенная оболочка. С такими традиционными устройствами верхнего дутья для вдувания газа, когда газовый поток без пламенной оболочки проходит через атмосферу печи, печные газы захватываются газовым потоком, вызывая быстрое расширение его в радиальном направлении до характерной конусной формы, с быстрой потерей его осевой скорости и момента количества движения.
[0034] Действительно, у традиционных фурм или устройств верхнего дутья эта потеря осевой скорости является настолько значительной, что поток сверхзвукового газа будет терять свой сверхзвуковой характер в пределах короткого расстояния от передней поверхности фурмы. С другой стороны, при технологии когерентной струи когерентный поток газа будет по существу сохранять свою осевую скорость на расстояниях более 20 диаметров сопла, а обычно от 30 до 150 диаметров сопла. Такая большая длина позволяет смонтировать когерентно-струйную фурму в сборе дальше от расплава меди, например, так, чтобы она была заподлицо с огнеупорной стенкой печи, без потери эффективности процесса. Более того, значительно более высокая скорость когерентных газовых струй обеспечивает возможность более глубокого проникновения газов в расплав меди, чем это получается в случае традиционных, вдуваемых сверху без пламенной оболочки (т.е. некогерентных) газовых потоков. В самом деле, во многих случаях представляется, что когерентные газовые струи проникают глубоко в расплав меди до того, как выталкивающие силы плавучести заставят вдуваемые газы вернуться обратно наверх, так что действие газа внутри расплава имитирует действие вдуваемого под поверхность газа, тем самым устраняя необходимость в погружных фурмах.
[0035] Обращаясь теперь к фигурам 3 и 4, там иллюстрирован предпочтительный инжектор когерентно-струйной фурмы, включающий переднюю поверхность 52 фурмы, имеющую расположенное в ней по центу основное сопло 54, окруженное концентрическими кольцами каналов 56 для топлива и каналов 58 для окислителя (т.е. топливных и окислительных соответственно). Хотя это не показано на фигурах 3 и 4, инжектор когерентно-струйной фурмы содержится в корпусе с рубашкой водяного охлаждения, который охлаждается водой с использованием гибкого шланга от водяной рубашки до водопровода. В рубашку водяного охлаждения обычно поступает значительное количество охлаждающей воды, часть которой отводится от коллектора рубашки водяного охлаждения в когерентно-струйную фурму в сборе.
[0036] В предпочтительном варианте реализации топливо предпочтительно представляет собой природный газ 64, подводимый к топливным каналам 56 через протоки 65. Подобным образом, окислитель представляет собой кислородсодержащий газ, такой как промышленный чистый кислород 62, подводимый к окислительным каналам 58 по протоку 63. Предпочтительно, каждый из топливных каналов 56 и окислительных каналов 59 размещен в кольцеобразной выемке внутри корпуса с водяным охлаждением, чтобы свести к минимуму любое закупоривание каналов. Сопло 54 для первичного газа представляет собой высокоскоростное сужающееся-расширяющееся сопло, надлежащим образом подобранное по размеру с учетом газов и газовых потоков, предполагаемых к подведению когерентно-струйной фурмой в сборе 50. Сопло 54 на своем расположенном выше по потоку (входном) конце предпочтительно соединено с одним или более источниками газа 60 через первый проток 61. В то время как фигуры 3 и 4 иллюстрируют простую и предпочтительную конструкцию инжектора, при желании могут быть применены альтернативные компоновки инжектора и конфигурации сопла. Например, вместо одиночного центрального сопла могут быть использованы сдвоенные сопла для первичного газа.
[0037] Обращаясь теперь к фигурам 5 и 6, там иллюстрирован альтернативный предпочтительный вариант реализации инжектора когерентно-струйной фурмы, включающего переднюю поверхность 152 фурмы, имеющую размещенное в ней по центру вокруг ее радиальной срединной точки основное сопло 154 и окруженное одиночным концентрическим кольцом из газовых каналов 155. Хотя на Фигурах 5 и 6 это не показано, инжектор когерентно-струйной фурмы также содержится в корпусе с рубашкой водяного охлаждения и также может включать встроенный узел пирометра для определения температуры расплава.
[0038] В этом альтернативном предпочтительном варианте реализации топливо предпочтительно представляет собой природный газ 164, подводимый по некоторым из газовых каналов 155 через протоки 165. Подобным образом, окислитель представляет собой кислородсодержащий газ, такой как промышленный чистый кислород 162, подводимый по другим газовым каналам 155 через проток 163. Предпочтительно, газовые каналы 155 размещены концентрическим кольцом в чередующейся последовательности, где газовые каналы 155, подсоединенные к топливу, размещены смежными с газовыми каналами 155, подсоединенными к кислороду, и наоборот. Все газовые каналы 155 предпочтительно размещены в кольцеобразной выемке внутри корпуса с водяным охлаждением для того, чтобы свести к минимуму любое засорение каналов в результате разбрызгивания расплава. Сопло 154 для первичного газа представляет собой высокоскоростное сужающееся-расширяющееся сопло, надлежащим образом подобранное по размеру с учетом газов и газовых потоков, предполагаемых к подведению инжектором когерентно-струйной фурмы. Сопло 154 для первичного газа через проток 161 предпочтительно соединено с одним или более источниками газа, в том числе предпочтительно источником основного кислорода 160 через соединительную муфту 172 и источником инертного газа, такого как азот 170, через соединительную муфту 171.
[0039] Данная когерентно-струйная фурма в сборе способна генерировать как традиционное плавильное пламя (слабое дутье), так и когерентные газовые струи, окруженные пламенной оболочкой (сильное дутье). Используемое здесь «плавильное пламя» имеет отношение к создаваемому при слабом дутье некопьевидному пламени (в технологии кислородно-топливных горелок называемому «кустистым пламенем»), покрывающему обширную площадь поверхности. Такие факелы пламени создают регулированием потоков топлива и окислителя таким образом, что получается пламя, которое распространяется по радиальному направлению и утрачивает свой сверхзвуковой характер в пределах дистанции примерно 20 диаметров сопла от дальнего конца сопла или передней поверхности фурмы. Как подразумевает название, такие факелы пламени предпочтительно используются для расплавления твердой меди и других материалов завалки, таких как медный скрап, поскольку они подводят большое количество тепла к большой площади поверхности для расплавления загруженного материала. В данных вариантах реализации газовые потоки, используемые во время такого расплавления, по существу не содержат азота для сведения к минимуму образования NOx. Факелы плавильного пламени также могут быть использованы для поддержания температуры расплава меди в пределах предписанного диапазона во время любых эксплуатационных режимов «удержание/холостой ход» и «горелка».
[0040] При генерировании факелов плавильного пламени поток газа в сопло для первичного газа предпочтительно дросселируют от условий сверхзвуковой скорости с высоким расходом до уменьшенного потока, который является по меньшей мере достаточным для предотвращения засорения сопел (называемого «продувочным потоком»), хотя, если желательно, высокоскоростной поток газа через сопло может продолжаться, но без пламенной оболочки, для создания гибридного плавильного/копьевидного пламени. Данные система и способ предусматривают применение и кустистого, и гибридного пламени, и все они суммированы под общим термином «плавильное пламя».
[0041] Топлива, пригодные для применения с данными системой и способом, включают большинство углеводородных топлив, таких как природный газ, газообразный водород, и жидкие топлива, но наиболее предпочтителен природный газ. Пригодные окислители включают кислородсодержащий газ и, предпочтительно, высокочистый газообразный кислород промышленного сорта. Потоки природного газа и кислородсодержащего газа предпочтительно регулируют так, чтобы общий поток природного газа и кислородсодержащих газов равномерно распределялся между соплом для первичного газа и вторичными каналами, соответственно, когда когерентно-струйные фурмы в сборе эксплуатируют в «режиме горелки» (например, режим плавильного пламени).
[0042] Программируемый логический контроллер (ПЛК) на основе микропроцессора функционально связан с когерентно-струйными устройствами для точного контроля подачи газов в когерентно-струйные фурмы во множестве различных эксплуатационных режимов (например, режим «удержание/холостой ход», режим «горелка», режим «рафинирование») и в ответ на команды пользователя и условия работы печи. Реальные газовые потоки обычно диктуются условиями эксплуатационного режима и конкретными проводимыми стадиями процесса рафинирования (например, нагрев холодной черновой меди или плавление скрапа, окисление, восстановление, сгребание шлака, и т.д.). Выбор эксплуатационных режимов и конкретных технологических стадий, используемых в данной когерентно-струйной системе, предпочтительно делает оператор анодной печи через интерфейс «человек-машина» с чувствительным к прикосновениям экраном на пульте управления в диспетчерской или в машинном зале.
[0043] Основная технологическая задача данных системы и способа анодного рафинирования меди состоит в подведении энергии в анодную печь для расширенного или усиленного расплавления медного скрапа, в то же время оставаясь ниже уровня выбросов NOx из плавильной печи и со снижением общей продолжительности циклов окисления и восстановления. Другими словами, цель данных системы и способа заключается в достижении наилучшего баланса между эксплуатационными расходами, эффективностью использования энергии, продолжительностью цикла и наинизшего достижимого образования NOx. Типичные технологические операции медеплавильной печи включают следующие стадии: (i) загрузка; (ii) расплавление; (iii) окисление; (iv) восстановление; (v) сгребание шлака; и (vi) литье. Конкретные технологические стадии для вышеуказанных этапов процесса рафинирования с использованием данного когерентно-струйного способа более подробно обсуждаются ниже.
Загрузка и контроль выбросов NO x
[0044] Как обсуждалось выше, данные система и способ представляют усовершенствованный процесс анодного рафинирования меди с низкими выбросами NOx, где когерентно-струйные фурмы в сборе используются для последовательного приема расплавленной черновой меди и загруженного скрапа, расплавления завалки меди, обессеривания расплава, необязательно сгребания шлака с расплава, раскисления расплава и, необязательно, подведения тепла к расплаву для содействия процессу литья. На первой стадии этого процесса обеспечивают расплав меди в печи. В общем, этот расплав меди будет принимать форму ванны расплавленной меди, оставшейся от предшествующей операции рафинирования, которая поддерживается в расплавленной форме посредством тепла, подводимого горелкой, или, альтернативно, из когерентно-струйных фурм в сборе. В эту ванну расплавленного металла загружают твердую медь в печь в течение времени заполнения примерно 7-10 часов. При желании, холодный медный скрап также может быть загружен в печь в количестве, которое, в расчете на вес, составляет незначительную часть общей завалки. Твердый скрап может быть загружен в печь в один или более предпочтительно в несколько этапов.
[0045] Во время загрузки печи с сопутствующим открыванием ее печной дверцы содержимое подвергается воздействию окружающей атмосферы, приводящему к образованию больших количеств NOx. Действительно, было обнаружено, что образование NOx во время этапа загрузки является самым главным и единственным источником образующихся NOx в течение всего процесса анодного рафинирования. Значительное сокращение количества образующихся NOx в течение всего процесса может быть достигнуто подавлением образования NOx во время этапа загрузки, используя данную фурму в сборе, действующую в режиме «удержание/холостой ход».
[0046] Неожиданно было найдено, что образование NOx может быть значительно и непредсказуемо снижено вдуванием газообразного азота в незаполненное пространство печи через когерентно-струйные фурмы в сборе. В одном варианте реализации в незаполненное пространство печи через сопло вдувают газообразный азот, газообразный кислород и поток природного газа. Без намерения вдаваться в какую-либо конкретную теорию или эксплуатационный режим, представляется, что этот поток газообразного азота охлаждает высокотемпературную зону, которая существует в незаполненном пространстве, что стимулирует образование NOx, приводя к снижению уровня образования NOx. В одном смысле этот результат противоречит здравому смыслу, поскольку скорее ожидалось бы, что введение газообразного азота в незаполненное пространство и подвергание воздействию высокой температуры, наоборот, повышало бы степень образования NOx.
[0047] Во время загрузки и стадии подавления образования NOx газовые потоки поддерживают в условиях низкой величины расхода, достаточной для по меньшей мере продувки протоков фурмы от засоряющего материала и предотвращения закупоривания фурмы вследствие разбрызгивания расплавленной меди. Во время стадии подавления образования NOx основное сопло главным образом используют для создания слегка более сильного потока газообразного азота для подавления образования NOx. Поток газообразного азота с расходом, типично составляющим менее чем примерно 10000 scfh (стандартных кубических футов в час), а предпочтительно примерно 9000 scfh, вдувают из первичного сопла, тогда как потоки окислителя и топлива вдувают из вторичных каналов при более низких расходах, чем используемые во время стадий окисления и восстановления. Этот режим эксплуатации называется режимом «удержание/холостой ход».
[0048] В то время как стадия подавления образования NOx была описана в отношении загрузки печи медным материалом, было найдено, что использование потока азота или другого охлаждающего газа для подавления образования NOx равным образом применимо во время других фаз процесса рафинирования всякий раз, когда во время процесса рафинирования возникают высокие уровни содержания NOx. Например, раскрытый здесь способ подавления образования NOx также может быть использован всякий раз, когда процедура рафинирования создает нежелательные количества NOx во время других фаз операции рафинирования, периодическим или временным переключением когерентно-струйных фурм с одних эксплуатационных режимов на вышеописанный режим «удержание/холостой ход», и затем вдуванием потока азота или другого охлаждающего газа в незаполненное пространство печи при пониженных расходах, пока уровень NOx в печи не снизится. Такая стратегия контроля NOx предпочтительно представляет собой автоматический процесс, запрограммированный в программируемом логическом контроллере (ПЛК) на основе микропроцессора.
Расплавление
[0049] После загрузки расплавление завалки предпочтительно проводят с использованием тепла, выделенного когерентно-струйной фурмой в сборе, при температуре и с продолжительностью, достаточными для создания и поддержания температуры расплава на уровне примерно от 1200°С до 1250°С. Для этой цели газовые потоки к когерентно-струйным фурмам в сборе представляют собой кислородсодержащий газ и топливо и предпочтительно не должны содержать азота. Газовые потоки регулируют известным образом для создания плавильного пламени, которое выбрасывается из когерентно-струйной фурмы в сборе в незаполненное пространство печи и, необязательно, приводится в контакт с завалкой меди.
[0050] Плавильное пламя обеспечивает быстрое расплавление твердой завалки с образованием расплава из расплавленной меди. Как правило, завалка будет контактировать с плавильным пламенем в течение по меньшей мере части периода, необходимого для расплавления завалки, и предпочтительно в течение всего периода, требуемого для расплавления завалки. Во время этой технологической стадии данные когерентно-струйные система и способ действуют в таком режиме, который называется «режим горения». Этот «режим горения» характеризуется более низкими скоростями течения газовых потоков из фурмы в сборе и типично задействуется во время процесса плавления и процесса литья.
[0051] После расплавления завалки данные когерентно-струйные система и способ в основном действуют в режиме, который называется «режим рафинирования». «Режим рафинирования» характеризуется высокоскоростными, экранированными газовыми потоками из фурмы в сборе. Режим рафинирования выбирают по большей части во время процесса окисления, процесса восстановления, а также процесса сгребания шлака. Состав газа из основного сопла зависит от текущей выполняемой технологической стадии (например, окисления, сгребания шлака или восстановления).
Окисление
[0052] После расплавления завалки полученный расплав меди затем подвергают верхнему дутью с использованием когерентной струи кислородсодержащего газа для обессеривания расплава и окисления присутствующей в нем серы до SO2. Когерентная струя кислородсодержащего газа может содержать вплоть до 100 объемных % кислорода лишь со следовыми количествами других газов. На практике когерентная струя кислородсодержащего газа, выбрасываемая из сопла, может включать смесь кислорода и азота, содержащую по меньшей мере 21 объемный % кислорода, более предпочтительно по меньшей мере 36 объемных % кислорода. Когерентная струя кислородсодержащего газа типично имеет осевую (то есть в направлении течения) скорость от примерно 1,0 до 2,5 Маха, а предпочтительно от примерно 1,5 до 2,25 Маха, и более предпочтительно от примерно 1,8 до 2,0 Маха, и создается регулированием известным образом потоков кислорода из вторичных окислительных каналов, топлива (например, природного газа) из вторичных топливных каналов, кислорода из основного сопла так, что вокруг основного потока кислорода образуется пламенная оболочка на протяжении по меньшей мере части длины основного потока газообразного кислорода и предпочтительно по всей длине основного потока газообразного кислорода.
[0053] Типичные условия течения во время стадии окисления включают поток топлива с расходом от примерно 5000 scfh до 7000 scfh, вторичный поток кислорода с расходом от примерно 4000 scfh до 5000 scfh, и первичный поток кислородсодержащего газа с расходом от примерно 45000 scfh до 60000 scfh общего потока. Верхнее дутье на расплав меди когерентной струей кислородсодержащего газа производят при температуре расплава от примерно 1200°С до примерно 1250°С и продолжают на протяжении времени, достаточном для восстановления количества серы, присутствующего в расплаве, например, от уровня примерно 800-3000 млн-1 (в расчете на вес) до уровня от примерно 40 до примерно 100 млн-1 серы.
[0054] Стадия обессеривания может быть проведена как одностадийная процедура, как описано выше, или, необязательно, она может быть проведена как многостадийная процедура, где на первой стадии расплав меди подвергают верхнему дутью когерентной струей кислородсодержащего газа с более высокой концентрацией кислорода, а на второй и последующих стадиях расплав меди подвергают верхнему дутью когерентной струей кислородсодержащего газа с более низкими концентрациями кислорода. Эта многостадийная операция может иметь преимущество в том, что избегают чрезмерного окисления расплава меди. В рассматриваемой многостадийной процедуре расплав меди сначала подвергают верхнему дутью когерентной струей кислородсодержащего газа с концентрацией кислорода от примерно 30 до 60% по объему, причем остальное составляет инертный газ, предпочтительно азот. После этого количество кислорода, присутствующего в кислородсодержащем газе, снижают до уровня от примерно 21% до примерно 36% по объему (с остальным, приходящимся на инертный газ, предпочтительно азот), и расплав меди подвергают верхнему дутью когерентной струей кислородсодержащего газа с меньшими концентрациями до тех, пока концентрация серы не снизится до желательного уровня, например, такого как от примерно 40 млн-1 до примерно 100 млн-1 серы. Конечно, при желании на последующих стадиях может быть применено меньшее верхнее дутье когерентной струей с более высокой концентрацией кислорода и большее верхнее дутье когерентной струей с более низкой концентрацией кислорода, чтобы уменьшить возможность чрезмерного окисления расплава, хотя количество времени, необходимое для завершения фазы обессеривания в процесс рафинирования, может соответственно увеличиться.
[0055] Условия течения для многостадийной процедуры окисления в основном соответствуют условиям для одностадийной процедуры и включают, например, поток топлива с расходом от примерно 5000 scfh до 7000 scfh, вторичный поток кислорода с расходом от примерно 4000 scfh до 5000 scfh, и первичный поток кислородсодержащего газа из сопла с расходом от примерно 45000 scfh до 60000 scfh общего потока.
Сгребание шлака
[0056] После окисления расплава меди с использованием когерентной струи кислородсодержащего газа расплав может быть подвергнут необязательной стадии сгребания шлака. Хотя это несущественно для практической реализации раскрытых теперь системы и способа, сгребание шлака периодически может быть желательным, чтобы предотвратить накопление шлака в печи во время непрерывной или полунепрерывной работы медеплавильной анодной печи. На этой стадии печь вращается вокруг своей продольной оси так, чтобы шлак мог быть удален через горловину печи. Для обеспечения движущей силы для шлака когерентно-струйные фурмы в сборе могут быть использованы для верхнего дутья на расплав меди, чтобы поднимать шлак на его поверхность и направлять шлак в сторону горловины печи. В то время как для этой цели может быть применен любой подходящий первичный газовый поток, предпочтительно использование инертного газа, такого как азот, или кислородно-азотной газовой смеси в качестве газового потока верхнего дутья. Как и ранее, газовый поток верхнего дутья формируют вдуванием через каналы сверхзвуковой струи первичного газового потока из сопла и окружением его пламенной оболочкой, образованной сжиганием кислорода и топлива.
Восстановление
[0057] После окисления и необязательного сгребания шлака расплав меди обычно будет содержать от примерно 3000 до 7000 млн-1 по весу кислорода, например примерно 4000 млн-1 кислорода. В отличие от этого, уровень содержания кислорода в черновой меди при загрузке типично будет составлять примерно 2000 млн-1 кислорода. Таким образом, уровень содержания кислорода в расплаве меди был значительно повышен за счет стадии окисления сверх начальных значений. Чтобы снизить содержание присутствующего в расплаве кислорода до приемлемых уровней, расплав затем подвергают верхнему дутью из когерентно-струйных фурм в сборе восстановительного газа, такого как водород, природный газ, углеводород, монооксид углерода и аммиак, для раскисления расплава меди и снижения количества кислорода, присутствующего в расплаве меди, до желательного значения. Предпочтительно, уровень содержания кислорода в расплаве меди снижают от примерно 4000 млн-1 по весу после обессеривания до величины от примерно 1500 до примерно 1900 млн-1 кислорода, а предпочтительно примерно 1500 млн-1 кислорода. Типичные температуры (реакционные) расплава во время стадии восстановления будут составлять в диапазоне от примерно 1170°С до примерно 1180°С. Как и в процессе окисления, процесс восстановления может быть выполнен в одну или более стадий или субпроцессов с использованием когерентных потоков восстановительного газа, имеющих различные концентрации газа.
[0058] Когерентную струю восстановительного газа формируют вдуванием сверхзвуковой струи первичного потока восстановительного газа из сопла и окружением его пламенной оболочкой, образованной сжиганием вторичного кислорода и топлива, через вторичные каналы на передней поверхности фурмы. Когерентная струя восстановительного газа может включать до 100% восстановителя (например, природного газа). Когерентная газовая струя предпочтительно включает смесь восстановителя и инертного газа, такого как аргон, водяной пар, азот, гелий и СО2 (из которых наиболее предпочтителен азот), содержащую от примерно 5% по объему восстановителя до примерно 25% по объему восстановителя, а более предпочтительно от примерно 10% по объему восстановителя до примерно 20% по объему восстановителя, а остальное составляет инертный газ, такой как азот. Такие смеси «восстановитель/инертный газ» предпочтительно формируют регулированием потоков природного газа и азота, подводимых к когерентно-струйным фурмам в сборе, с помощью модуля или системы регулирования газа так, чтобы из основных сопел вдувалась смесь природного газа и азота.
[0059] Было найдено, что применение смешанного потока восстановитель/инертный газ для когерентной струи восстановительного газа во время восстановления дает определенные эксплуатационные преимущества. В частности, было найдено, что вследствие своего низкого молекулярного веса (то есть, массы) газовые потоки, содержащие единственно или главным образом восстановители, образуют когерентные газовые струи только с ограниченными длиной и напором струи. Действительно, вследствие своей низкой массы когерентная газовая струя только из восстановителей может не иметь достаточного напора струи, чтобы пронизывать расплав меди и стимулировать надлежащее газожидкостное смешение восстановителя с расплавом меди. Для преодоления этой проблемы введение восстановителей в расплав традиционными средствами часто достигалось только при дополнении вдуваемых сверху восстановителей пористыми пробками и погружными фурмами, или строго введением восстановителей с использованием погружных фурм.
[0060] Преимущественно, потоки инертных газов образуют превосходные когерентные газовые струи с надлежащими длиной и напором струи благодаря своей более высокой массе. Применением смешанного потока восстановитель/инертный газ могут быть преодолены эксплуатационные проблемы, связанные с исключительным использованием только вдуваемых сверху восстановителей. При смешении восстановителя (например, природного газа) с потоком газообразного азота или другого инертного газа, газообразный азот или другой инертный газ действует как газ-носитель или пропеллент для транспорта восстановителя в расплав меди с высоким напором струи, достаточным для обеспечения эффективного смешения газа/жидкости и устранения необходимости в дополнительном вдувании восстановителей с использованием пористых пробок или погружных фурм.
Литье
[0061] По завершении стадий восстановления, полученная анодная медь типично будет содержать примерно 15 млн-1 или менее серы, 1900 млн-1 или менее кислорода и иметь температуру расплава в диапазоне примерно 1200°С. В этот момент анодная медь готова к литью в аноды для последующего электролитического рафинирования. Для подведения тепла, чтобы поддерживать температуру расплава во время операции литья, в предпочтительном варианте реализации расплав меди может быть подвергнут верхнему дутью с плавильным пламенем из когерентно-струйных фурм аналогично тому, как описано выше в отношении стадии расплавления медной завалки, причем потоки первичного кислородсодержащего газа, вторичного кислорода и топлива регулируют для создания небольшого стехиометрического избытка топлива с величиной порядка, например, от примерно 3 до примерно 5 объемных процентов. При применении такого обогащенного топливом плавильного пламени сводят к минимуму повторное окисление расплава. Во время этой стадии литья данные когерентно-струйные система и способ работают, если это так, в «режиме горения».
ПРИМЕРЫ
[0062] Таблица 1 изображает диапазоны газовых потоков, предусмотренных для применения с данными системой и способом анодного рафинирования меди для работы в промышленном масштабе.
Типичные газовые потоки из фурм в сборе
холостой ход»
Режим «рафинирование»
[0063] Раскрытые теперь система и способ анодного рафинирования меди были оценены в анодной печи фирмы Kennecott Utah Copper, медеплавильной анодной печи промышленного масштаба. Сравнительные результаты, показывающие технические характеристики анодной печи при использовании данных системы и способов анодного рафинирования меди, в которых применяется технология когерентной струи, относительно технических характеристик анодной печи с использованием традиционного процесса анодного рафинирования меди, в котором применяются кислородно-топливная торцевая горелка (то есть, горелка типа JL) и погружные фурмы, представлены в Таблице 2.
Рафинирование меди в фирме Kennecott Utah Copper
(западная печь)
[0064] Как и ожидалось, общее потребление топлива и потребление кислорода возрастали при использовании данных системы и способа анодного рафинирования меди с применением технологии когерентной струи. Более конкретно, потребление топлива увеличилось от базового значения в 7930 NCSH (нормальных кубических футов в час) природного газа до 8480 NCSH природного газа, с ростом примерно на 7%. Потребление кислорода увеличился с 12290 NCSH до 14140 NCSH, с ростом примерно на 15%. Однако возрастание расходов на природный газ и кислород было скомпенсировано резко возросшим производством меди. В частности, расплавление медного скрапа увеличилось от примерно 10 тонн на завалку при использовании традиционного процесса анодного рафинирования меди до 34 тонн на завалку с применением новых системы и способов анодного рафинирования меди, использующих технологию когерентной струи, с возрастанием примерно на 240%. В дополнение, продолжительности циклов, связанных со стадиями окисления и восстановления, сократили от общих 165 минут в традиционном процессе до 120 минут с использованием процесса на основе когерентной струи, со снижением на 27%.
[0065] Кроме того, при применении новых системы и способов анодного рафинирования меди, использующих последовательную подачу окислительных и восстановительных технологических газов из одной и той же когерентно-струйной фурмы в сборе с промежуточной продувкой, содержание серы в расплавленной черновой меди в двух выбранных точках заметно снизилось по сравнению с соответствующим содержанием серы в расплавленной черновой меди при традиционном процессе. Как и ожидалось, содержание кислорода в процессе на основе когерентной струи слегка повысилось вследствие увеличения подачи кислорода в печь в данных системе и способе анодного рафинирования меди. Этот избыток кислорода также объясняет небольшое увеличение продолжительности восстановления, необходимое для удаления избыточного и нежелательного кислорода.
[0066] В равной мере важным является то, что данные система и способ, основанные на когерентной струе, как продемонстрировано на анодной печи промышленного масштаба, эффективно контролировали уровни NOx ниже предписанных уровней во время всего процесса.
[0067] Из вышеизложенного должно быть понятно, что раскрытые варианты реализации и примеры представляют разнообразные способы и системы анодного рафинирования меди. Хотя изобретение было подробно описано со ссылкой на определенные предпочтительные варианты реализации, как поймут специалисты в этой области техники, могут быть проделаны многообразные прочие модификации, изменения, вариации, дополнения и исключения без выхода за пределы сути и объема приведенной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СИСТЕМА ДЛЯ УДАЛЕНИЯ НАСЛОЕНИЯ НАСТЫЛИ В ПЕЧИ | 2011 |
|
RU2576281C2 |
| СПОСОБ ПОДАЧИ ГАЗА В ПЕЧЬ | 1998 |
|
RU2218420C2 |
| СПОСОБ ИНЖЕКЦИИ КИСЛОРОДА | 2007 |
|
RU2449025C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ВЫПЛАВКИ МЕДИ | 1991 |
|
RU2092599C1 |
| Способ получения черновой меди из медной руды | 1979 |
|
SU1128844A3 |
| СПОСОБ ПЕРЕРАБОТКИ МЕДНЫХ СУЛЬФИДНЫХ МАТЕРИАЛОВ НА ЧЕРНОВУЮ МЕДЬ | 2008 |
|
RU2359046C1 |
| СПОСОБ РАФИНИРОВАНИЯ РАСПЛАВЛЕННОЙ СТАЛИ В ОБОРУДОВАНИИ ДЛЯ ВАКУУМНОЙ ДЕГАЗАЦИИ | 2017 |
|
RU2697113C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПЛАВКИ МЕДИ | 1991 |
|
RU2039106C1 |
| УЛУЧШЕННАЯ ПЛАЗМЕННО-ИНДУЦИРУЕМАЯ ФЬЮМИНГОВАЯ ПЕЧЬ | 2020 |
|
RU2840987C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 1993 |
|
RU2034040C1 |
Представлены способ и устройство для анодного рафинирования меди, в которых применяют технологию когерентной струи для нагрева загрузок расплавленной черновой меди и/или металлического скрапа с использованием плавильного пламени, окисления серы в расплавленной черновой меди и восстановления кислорода в расплавленной черновой меди с использованием вдуваемых сверху газовых потоков в виде когерентной струи из одной или более монофункциональных когерентно-струйных фурм в сборе. В данных устройстве и способе используют контроллер на основе микропроцессора, функционально регулирующий поток кислородсодержащего газа, инертного газа, восстановителя и топлива к когерентно-струйной фурме. Техническим результатом анодного рафинирования меди является значительное улучшение производства меди, снижение продолжительности циклов окисления/восстановления и сведение к минимуму выбросов NOx. 3 н. и 20 з.п. ф-лы, 6 ил., 2 табл.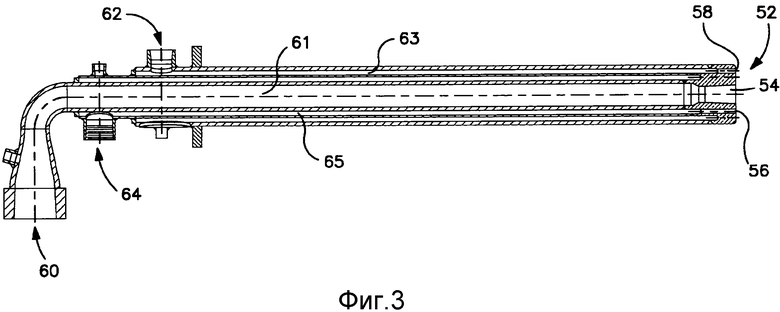
1. Способ анодного рафинирования меди, включающий стадии:
(i) загрузки расплавленной черновой меди в печь,
(ii) загрузки медного скрапа в расплавленную черновую медь в печи,
(iii) расплавления упомянутого медного скрапа или нагревания расплавленной черновой меди с использованием плавильного пламени, созданного из многофункциональной когерентно-струйной фурмы верхнего дутья, причем упомянутая когерентно-струйная фурма соединена с источником кислородсодержащего газа и источником топлива,
(iv) окисления примесей серы в расплавленной черновой меди в печи с использованием вдуваемой сверху когерентной струи кислородсодержащего газа, выбрасываемой из когерентно-струйной фурмы, причем упомянутая когерентно-струйная фурма соединена с источником кислородсодержащего газа и источником топлива, и
(v) восстановления кислорода в расплавленной черновой меди в печи с использованием вдуваемой сверху когерентной струи восстановительного газа, содержащей восстановитель и инертный газ, выбрасываемой из когерентно-струйной фурмы, причем упомянутая когерентно-струйная фурма соединена с источником кислородсодержащего газа, источником топлива, источником восстановителя и источником инертного газа.
2. Способ по п. 1, в котором рафинирование меди представляет собой непрерывный процесс огневого рафинирования, дополнительно включающий стадии повторения стадий с (iii) по (v) для каждой дополнительной загрузки медного скрапа или расплавленной черновой меди, вводимых в печь.
3. Способ по п. 1, который дополнительно включает стадию направления одного или более продувочных потоков через многофункциональную когерентно-струйную фурму, причем после стадии окисления и перед стадий восстановления, после стадии расплавления или нагревания и перед стадией окисления, во время стадий загрузки, во время стадии расплавления или после стадии восстановления.
4. Способ по п. 1, в котором стадию окисления проводят в две или более подстадии, на которых расплавленную медь приводят в контакт с первой когерентной струей кислородсодержащего газа с концентрацией кислорода по меньшей мере 30 объемных процентов кислорода на первой стадии, а затем расплавленную медь приводят в контакт со второй когерентной струей кислородсодержащего газа с более низкой концентрацией кислорода, чем в упомянутой первой когерентной струе кислородсодержащего газа.
5. Способ по п. 1, который дополнительно включает стадию нагрева упомянутой расплавленной меди во время литья меди в аноды при контактировании упомянутой расплавленной меди с плавильным пламенем, создаваемым упомянутой когерентно-струйной фурмой.
6. Способ по п. 1, который дополнительно включает стадию сгребания шлака с расплавленной меди с использованием газовой струи, выбрасываемой из когерентно-струйной фурмы, для направления шлака в сторону горловины печи.
7. Способ по п. 1, в котором кислородсодержащий газ представляет собой технически чистый кислород, восстановитель и топливо представляют собой природный газ, а инертный газ представляет собой азот.
8. Способ по п. 1, при котором плавильное пламя не содержит газообразного азота.
9. Способ по п. 1, при котором вводят вдуваемую сверху струю газообразного азота в незаполненное пространство печи из когерентно-струйной фурмы во время загрузки медного скрапа или расплавленной меди в печь для подавления образования NOx в печи.
10. Способ по п. 1, при котором упомянутая когерентно-струйная фурма представляет собой съемную легкую по весу когерентно-струйную фурму, которая может быть удалена из печи во время иных стадий рафинирования меди, нежели расплавление, окисление и восстановление.
11. Устройство для анодного рафинирования меди, содержащее:
медеплавильную металлургическую печь, имеющую огнеупорную стенку и ванну расплавленной меди, имеющую верхнюю поверхность, при этом упомянутая печь ограничивает незаполненное пространство над верхней поверхностью ванны меди,
по меньшей мере одну многофункциональную когерентно-струйную фурму, соединенную с источниками кислородсодержащего газа, инертного газа, восстановителя и топлива, причем упомянутая когерентно-струйная фурма установлена в упомянутой огнеупорной стенке печи в положении над верхней поверхностью ванны расплавленной меди, и
контроллер, функционально регулирующий поток кислородсодержащего газа, инертного газа, восстановителя и топлива к упомянутой по меньшей мере одной когерентно-струйной фурме,
при этом упомянутая по меньшей мере одна когерентно-струйная фурма выполнена с возможностью создания плавильного пламени, включающего топливо и кислородсодержащий газ, для нагревания расплавленной меди или расплавления любых загрузок медного скрапа, помещенных в печь, и
при этом упомянутая когерентно-струйная фурма выполнена с возможностью создания когерентной струи кислородсодержащего газа для окисления серы в ванне меди, и
при этом упомянутая когерентно-струйная фурма выполнена с возможностью создания когерентной струи восстановительного газа, содержащей восстановитель и инертный газ, для восстановления кислорода в ванне меди.
12. Устройство по п. 11, в котором кислородсодержащий газ представляет собой технически чистый кислород, восстановитель и топливо представляют собой природный газ, а инертный газ представляет собой азот.
13. Устройство по п. 11, в котором плавильное пламя не содержит газообразного азота.
14. Устройство по п. 11, в котором упомянутая когерентно-струйная фурма выполнена с возможностью создания вдуваемой сверху струи газообразного азота, вводимой в незаполненное пространство печи во время загрузки медного скрапа или расплавленной меди в печь для подавления образования NOx в печи.
15. Устройство по п. 11, в котором упомянутая когерентно-струйная фурма представляет собой съемную легкую по весу когерентно-струйную фурму, которая может быть удалена из печи во время иных стадий рафинирования меди, нежели расплавление, окисление и восстановление.
16. Способ анодного рафинирования меди, включающий стадии непрерывного процесса в анодной печи:
загрузки расплавленной черновой меди в анодную печь и, необязательно, загрузки медного скрапа в расплавленную черновую медь в анодной печи,
окисления примесей серы в расплавленной черновой меди в анодной печи с использованием вдуваемой сверху когерентной струи кислородсодержащего газа, выбрасываемой из когерентно-струйной фурмы, установленной в огнеупорной стенке анодной печи в положении над верхней поверхностью расплавленной черновой меди,
причем упомянутая когерентно-струйная фурма соединена с источником кислородсодержащего газа и источником топлива, и
восстановления кислорода в расплавленной черновой меди в анодной печи с использованием вдуваемой сверху когерентной струи восстановительного газа, содержащей восстановитель и инертный газ, выбрасываемой из когерентно-струйной фурмы, причем упомянутая когерентно-струйная фурма соединена с источником кислородсодержащего газа, источником топлива, источником восстановителя и источником инертного газа.
17. Способ по п. 16, дополнительно включающий стадию направления одного или более продувочных потоков через многофункциональную когерентно-струйную фурму, причем после стадии окисления и перед стадий восстановления, после стадии расплавления или нагревания и перед стадией окисления, во время стадий загрузки, во время стадии расплавления или после стадии восстановления.
18. Способ по п. 16, в котором стадию окисления проводят в две или более подстадии, на которых расплавленную медь приводят в контакт с первой когерентной струей кислородсодержащего газа с концентрацией кислорода по меньшей мере 30 объемных процентов кислорода на первой стадии, а затем расплавленную медь приводят в контакт со второй когерентной струей кислородсодержащего газа с более низкой концентрацией кислорода, чем в упомянутой первой когерентной струе кислородсодержащего газа.
19. Способ по п. 16, который дополнительно включает стадию нагрева упомянутой расплавленной меди во время литья меди в аноды при контактировании упомянутой расплавленной меди с плавильным пламенем, создаваемым упомянутой когерентно-струйной фурмой.
20. Способ по п. 16, который дополнительно включает стадию сгребания шлака с расплавленной меди с использованием газовой струи, выбрасываемой из когерентно-струйной фурмы, для направления шлака в сторону горловины печи.
21. Способ по п. 16, в котором кислородсодержащий газ представляет собой технически чистый кислород, восстановитель и топливо представляют собой природный газ, а инертный газ представляет собой азот.
22. Способ по п. 16, в котором плавильное пламя не содержит газообразного азота.
23. Способ по п. 16, в котором вводят вдуваемую сверху струю газообразного азота в незаполненное пространство печи из когерентно-струйной фурмы во время загрузки медного скрапа или расплавленной меди в печь для подавления образования NOx в печи.
24. Способ по п. 16, в котором когерентно-струйная фурма представляет собой съемную легкую по весу когерентно-струйную фурму, которая может быть удалена из печи во время иных стадий.
| US 6210463 B1, 03.04.2001 | |||
| US 4444586 A, 24.04.1984 | |||
| WO 2007092219 A1, 16.08.2007 | |||
| СПОСОБ ВАКУУМНОГО РАФИНИРОВАНИЯ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2046149C1 |
| JP 2006183099 А, 13.07.2006 | |||
| Устройство для быстрого замораживания, преимущественно мясных туш | 1948 |
|
SU77128A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

