Изобретение относится к области металлургии, в частности к термообработке для получения требуемого уровня механических свойств ленты, предварительно прокатанной с промежуточными отжигами.
Наиболее близким способом к предложенному является способ обработки латунной ленты, включающий прокатку за несколько переходов с промежуточными отжигами и последующий индукционный отжиг [1]
Техническим эффектом от изобретения является повышение точности получаемых в результате отжига механических свойств.
Это достигается путем осуществления отжига по режиму, зависящему от технологии производства подката, а именно:
от способа термообработки подката на предыдущем переделе (иначе от скорости нагрева материала, Vн, град/мин);
от толщины подката на предыдущем переделе (иначе от степени деформации при последней холодной прокатке, ε,) следующим образом:
v = vo- (0,2...0,4)ε - (0,004...0,006)vн,
где V0 постоянная, определяемая эмпирически для конкретного типоразмера ленты, требуемых механических свойств и конструкции индуктора V0 70±5 м/мин.
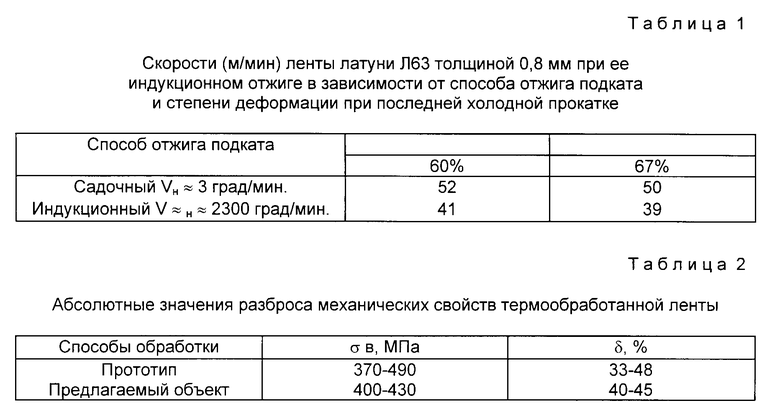
В качестве примера конкретного выполнения в табл. 1 приведены режимы индукционного отжига (V) ленты Л63 толщиной 0,8 мм и шириной 620 мм, полученной из подката различной толщины (различные значения ε), отожженного двумя способами, характеризующимися соответственно двумя скоростями нагрева (Vн).
Индукционный отжиг производили в линии отжига и травления (ЛОТ), характеризующейся наличием двух верхних и соответственно двух нижних индукторов с ферромагнитными шихтованными сердечниками, имеющими пазы для размещения водоохлаждаемых катушек из полой прямоугольной меди.
Питание осуществляется от трехфазной сети промышленной частоты. Соединение фаз треугольник. Величина полюсного деления 145 х 3 мм.
Скорости движения ленты (V) назначали исходя из соотношения:
v = vo- (0,3•ε-0,048•vн
где принималось V0 70 м/мин.
В табл. 2 для сравнения приведены механические свойства (σв, δ) ленты, отожженной по одному режиму (V 45 м/мин) независимо от технологии производства подката (прототип) и по различным режимам, выбранным в соответствии с предлагаемым способом (см. табл. 1). Разброс свойств ленты, термообработанной предлагаемым способом, приблизительно в 3-4 раза меньше по сравнению с отжигом при постоянном режиме независимо от технологии обработки подката.
Сравнение разброса механических свойств (см. табл. 2) с интервалами их значений, регламентируемых действующими ГОСТ 2208-91 и ГОСТ 931-90, позволяет выявить эффективность предлагаемого способа термообработки. При производстве окончательным отжигом лент и листов, промежуточных по уровню твердости состояний (полутвердое, твердое), характеризующихся относительно узкими интервалами регламентируемых свойств, предлагаемый способ термообработки является единственно возможным.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОЛОСЫ | 1993 |
|
RU2071990C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАГРЕВА ПО ШИРИНЕ ПОЛОСЫ ПРИ ТЕРМООБРАБОТКЕ | 1993 |
|
RU2071991C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ТРУБЫ | 1997 |
|
RU2116357C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА ДЛЯ СЛАБОТОЧНЫХ КОНТАКТОВ ИЗ УПОРЯДОЧИВАЮЩЕГОСЯ СПЛАВА НА ОСНОВЕ ПАЛЛАДИЯ | 1995 |
|
RU2083717C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНОЙ ДЛИННОМЕРНОЙ ЗАГОТОВКИ | 1997 |
|
RU2106215C1 |
| СПОСОБ ПОДГОТОВКИ ПЕРЕДНИХ КОНЦОВ ЗАГОТОВОК К ВОЛОЧЕНИЮ ПРИ ПРОИЗВОДСТВЕ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087222C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ МЕДИ | 1999 |
|
RU2203972C2 |
| АНТИФРИКЦИОННЫЙ ДИСПЕРСНО-УПРОЧНЁННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1999 |
|
RU2203973C2 |
Изобретение относится к области металлургии, в частности к обработке латунной ленты в непрерывном цикле. Способ предусматривает прокатку в несколько переходов с промежуточными отжигами и последующий непрерывный индукционный отжиг, проводимый путем движения ленты через индуктор со скоростью v = vo- (0,2...0,4)ε - (0,004...0,006)vн, где V0 = 70±5 м/мин, ε - степень деформирования при последнем переходе, %; Vн - скорость нагрева при последнем промежуточном отжиге, град/мин. 1 з.п. ф-лы, 2 табл.
V = Vo- (0,2-0,4)ε - (0,004-0,006)Vн,
где V0 (70 ± 5) м/мин
ε - степень деформирования при последнем переходе,
Vн скорость нагрева при последнем промежуточном отжиге, град./мин.
V = Vo- (0,28-0,32)ε - (0,0045-0,0050)Vн.
| Цветные металлы, N 12, 1992, с | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
