Изобретение относится к области обработки металлов давлением, более конкретно к волочильному производству профилей электротехнического назначения из меди и может быть применено для изготовления стыковой сваркой сопротивлением длинномерных заготовок, для которых необходимо, чтобы область стыка не отличалась по механическим свойствам от основного металла.
Известен способ соединения заготовок посредством стыковой сварки сопротивлением, включающий закрепление концов заготовок в зажимных контактах сварочной машины, доведение до соприкосновения торцов заготовок под небольшим давлением, включение сварочного тока, интенсивный нагрев, доведение металла до пластического состояния и сварку под действием давления осадки [1].
При этом указано, что качество соединений зависит от расстояния между зажимными контактами, удельного давления осадки, плотности тока и длительности нагрева [1, с. 174].
Недостатком известного способа является появление в зоне термического влияния сварного стыка (далее ЗТВ) крупнозернистой структуры, в результате чего резко снижается пластичность металла в этой зоне, повышается обрывность при волочении, возникает явление местного (по ЗТВ) износа при использовании изделия для передачи электрической энергии в условиях скользящего контакта.
Известен также способ стыковой сварки сопротивлением, включающий, наряду с перечисленными в предыдущем аналоге признаками, следующие: для сжатия деталей используют постоянное или резко возрастающее к концу нагрева усилие, усилие снимают после включения сварочного тока [1, с. 173].
Недостаток известного технического решения состоит в том, что его реализация связана с существенными капитальными затратами, необходимыми для изготовления и оснащения типовых сварочных машин устройствами для создания постоянного (на начальном этапе), а затем возрастающего (к концу нагрева) усилия осадки.
Наиболее близким к изобретению является способ стыковой сварки сопротивлением заготовок, преимущественно медных прутковых диаметром до 16 мм, содержащий, наряду с признаками, указанными для вышеописанных аналогов, следующие: сварку и одновременную осадку проводят с усилением (утолщением) в месте стыка, которое образуется вследствие высадки металла [1, c. 173 - 174] , стыковую сварку проводят при температуре нагрева 0,7 - 0,75 температуры плавления [1, c. 394]. С учетом температуры плавления меди, равной 1083oC, этот диапазон составляет 758 - 812oC.
Использование известного технического решения, например с целью получения длинномерной медной заготовки, предназначенной для дальнейшего волочения (особенно многократного), сопровождается следующими недостатками.
Известно, что микроструктура околошовной области после стыковой сварки сопротивлением резко отличается от микроструктуры основного металла значительно более крупным (в 8 - 10 раз) зерном [2]. Вследствие неблагоприятной, с учетом снижения пластичности металла, крупнозернистой структуры, как отмечалось выше, увеличивается число обрывов переднего конца прутка в процессе волочения, снижается производительность волочильного оборудования (возникает необходимость неоднократных остановок стана и новой его заправки), растут отходы металла. Особенно чувствительны эти потери при работе на наиболее современных многократных волочильных машинах - на станах со скольжением и прямоточных станах. С другой стороны, в силу образования на заготовке участков со значительно различающейся по размеру зерен структурой и, следовательно участков с существенно разливающимся уровнем механических свойств появляются три негативных следствия.
Во-первых, явно неблагоприятно снижение механической прочности провода на отдельных его участках с крупным зерном в случае его эксплуатации в качестве подвесного токопроводника (особенно при налипании снега и оледенении).
Во-вторых, неравномерный местный износ провода на участках с более крупным зерном приводит к ухудшению условий передачи электроэнергии в случае его эксплуатации в качестве детали скользящего электрического контакта, например, для контактной сети электротранспорта, особенно при высоких скоростях движения, характерных для современного магистрального транспорта.
В-третьих, частота (периодичность) расположения этих участков местного износа изменяется пропорционально от заготовки к готовому изделию соответственно коэффициенту вытяжки при одно- или многократном волочении. Это может, в условиях скользящего контакта, породить явление резонанса, которое, как известно резко (в десятки раз) снижает прочность изделий.
Необходимо также отметить, что применение температуры нагрева, равной 0,7 - 0,75 температуры плавления меди (т.е. 758 - 812oC), способствует решению задачи сварки, но одновременно при этом вызывает, несмотря на осадку места стыка, рост зерна в ЗТВ со всеми его нежелательными последствиями, описанными выше.
В основе изобретения поставлена цель устранения этих недостатков, а именно: повысить производительность при волочении путем использования заготовки увеличенной длины и снижения вероятности обрыва изделия при волочении вследствие повышения пластических свойств металла в зоне термического влияния сварного стыка; улучшить служебные характеристики изделий за счет получения мелкозернистой структуры.
Поставленная цель достигается тем, что в известном способе изготовления медной длинномерной круглой заготовки, включающем электроконтактную стыковку сварку короткомерных заготовок и снятие грата, согласно изобретению после сварки и снятия грата проводят локальную горячую деформацию заготовки, например, осадку в осевом направлении в пределах зоны термического влияния сварного стыка при температуре 810 - 870oC до образования местного утолщения на заготовке диаметром 1,5 - 2,0 диаметра исходно заготовки, с последующим снятием местного утолщения.
Осуществление горячей деформации заготовки, например, осадки в осевом направлении локально, в пределах ЗТВ сварного стыка при температуре 810 - 870oC с образованием на заготовке местного утолщения диаметром 1,5 - 2,0 диаметра исходной заготовки (что соответствует степени деформации 0,54 - 0,92. Степень деформации ε в связи с бульбообразной формой утолщения представили в виде  , где F1 и d1 - площадь поперечного сечения и диаметр утолщения, F0 и d0 - то же, но для исходной заготовки) обеспечивает необходимое улучшение структуры ЗТВ путем измельчения зерен меди, интенсивно выросших в процессе сварки. Специальное исследование микроструктуры ЗТВ после стыковой сварки подтвердило, что размер зерна в ЗТВ в 6 - 8 раз больше размера зерна вне ЗТВ, т.е. в основном металле заготовки (в состоянии металла, охлажденного до комнатной температуры).
, где F1 и d1 - площадь поперечного сечения и диаметр утолщения, F0 и d0 - то же, но для исходной заготовки) обеспечивает необходимое улучшение структуры ЗТВ путем измельчения зерен меди, интенсивно выросших в процессе сварки. Специальное исследование микроструктуры ЗТВ после стыковой сварки подтвердило, что размер зерна в ЗТВ в 6 - 8 раз больше размера зерна вне ЗТВ, т.е. в основном металле заготовки (в состоянии металла, охлажденного до комнатной температуры).
Появление в ЭТВ крупнозернистой структуры после стыковой сварки сопротивлением приводит к снижению пластических свойств металла в этой зоне. Как следствие повышается вероятность обрыва протягиваемого прутка при волочении, практика показывает, что пруток склонен к обрывности именно в местах расположения ЗТВ. Так при опытном волочении прутка, сваренного из 17 отдельных короткомерных заготовок, на 4-х кратном стане со скольжением и диаметром барабанов 800 мм в 14 случаях (из 16 стыков) обрывы приходились на ЗТВ. Кроме того, ухудшаются следующие служебные характеристики изделий:
развивается местный износ в случае эксплуатации изделий в качестве деталей скользящего электрического контакта (например, контактных проводов для воздушной сети городского и магистрального электротранспорта), причем местами (участками) повышенного износа являются зоны термического влияния в заготовке, протяженность которых в готовом изделии возрастает прямо пропорционально коэффициенту вытяжки при многократном волочении;
появление участков местного износа провода снижает стабильность процесса передачи электрической энергии от проводника к токоприемнику.
Проведение локальной (в пределах ЗТВ) горячей деформации заготовки, например, осадки в осевом направлении при температуре 810 - 870oC со степенью деформации 0,54 - 0,92, как показали экспериментальные исследования, позволяет существенно, по сравнению с известными техническими решениями, улучшить служебные характеристики изделий за счет измельчения зерна в ЗТВ измельчение зерна выводит физические (в том числе электрические) свойства в этой зоне на уровень свойств основного металла. Об этом свидетельствует информация [3], где указано, что концентрированный нагрев контактной зоны и ее осадка обеспечивают высокие пластические и электрические свойства сварных соединений. В [2] также отмечено, что при сварке меди часто возникает необходимость в предварительном и сопутствующем подогреве основного металла с целью ослабления последствий существенных тепловых деформаций и напряжений, и повысить производительность при волочении путем использования заготовки повышенной длины и снижения вероятности обрыва изделия при волочении. При этом нарушение указанных пределов приводит:
при деформации металла при температуре ниже 810oC к недостижению нижнего предела требуемой деформации (0,54) по причине невысоких силовых возможностей серийной сварочной машины, с помощью которой проводится и нагрев, и пластическая деформация, следовательно к неполучению необходимого измельчения зерна и повышения пластичности металла в ЗТВ, кроме того, к повышению усилия осадки в связи с ростом сопротивления деформации металла при снижении температуры;
при деформации металла при температуре выше 870oC - к повышению вероятности нежелательного роста зерна [2] и к интенсификации процесса окалинообразования в связи с близостью верхнего предела интервала горячей обработки [4] ? кроме того, к дополнительным затратам электроэнергии на нагрев заготовки;
при осадке со степенью деформации ниже нижнего предела, равного 0,54 - к недостаточной проработке металла и к недостаточному измельчению зерна в ЗТВ;
при осадке со степенью деформации выше верхнего предела, равного 0,92 - к неоправданному возрастанию объема металла, идущего на утолщение заготовки в процессе ее осадки и необходимости увеличения затрат при последующем снятии этого объема, а также к повышению усилия осадки.
Таким образом реализация способа изготовления медной длинномерной круглой заготовки предлагаемым образом обеспечивает повышение производительности при волочении и улучшение служебных характеристик изделий.
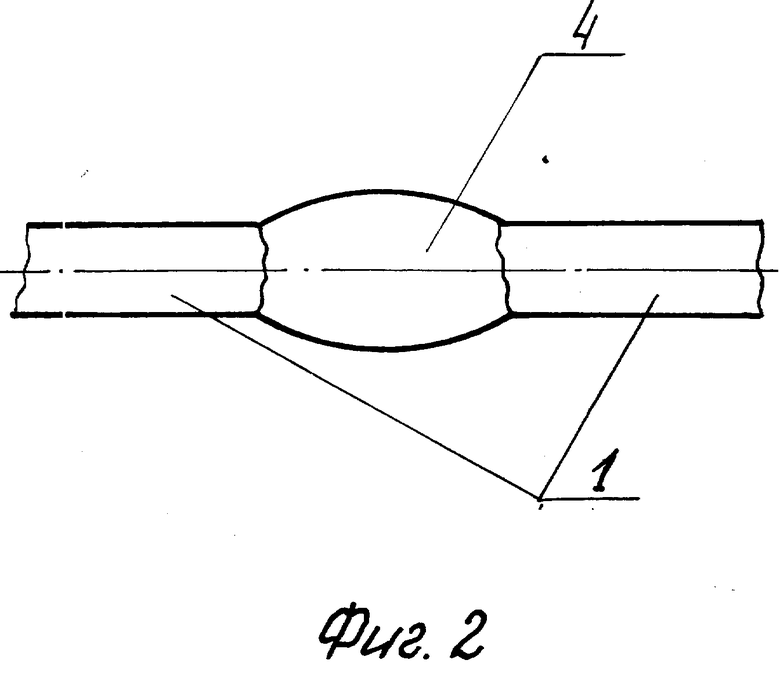
На фиг. 1 изображена заготовка после сварки и снятия грата; на фиг. 2 - заготовка после проведения ее локальной горячей деформации осадкой в осевом направлении.
Способ осуществляется следующим образом.
После проведения электроконтактной стыковки сварки короткомерных горячекатаных или горячепрессованных заготовок и снятия грата длинномерную заготовку 1 без предварительного охлаждения (отсутствие охлаждения заготовки после стыковой сварки равносильно предварительному подогреву ЗТВ, весьма полезному с целью более равномерного распределения теплоты [1, с. 359, 3, с. 367] и экономии электроэнергии при нагреве под осадку.) устанавливают и закрепляют в зажимных контактах сварочной машины, на которой осуществляли сварку. Затем проводят электроконтактный нагрев заготовки, осуществляемый в режиме отжига. Режим отжига предусмотрен конструкцией сварочной машины. Нагрев ведут на длине заготовки, соответствующей протяженности (вдоль продольной оси) ЗТВ 3, т. е. на длине порядка двух диаметров заготовки. Нагрев заготовки ведут до температуры 800 - 870oC. Достижение регламентированного интервала температуры периодически контролируют штыковой термопарой. По достижении этой температуры осуществляют локальную осевую осадку заготовки на ее длине, соответствующей протяженности ЗТВ 3, т.е. на длине, примерно равной двум диаметрам заготовки. Осадку на указанной длине обеспечивают установкой зажимных контактов сварочной машины на расстоянии, соответствующем протяженности ЗТВ.
В процессе локального нагрева заготовки регламентированной температуры достигает в первую очередь область сварного стыка 2 (центр ЗТВ), области ЗТВ 3 по обе стороны стыка 2 имеют пониженную по сравнению с центром температуру. Соответствующий градиент температур по обе стороны стыка (от 810 - 870oC в центре ЗТВ до 650 - 680oC на периферии ЗТВ) приводит в результате неравномерной деформации металла в процессе осевой осадки к образованию утолщения 4 характерного бульбообразного вида (фиг. 2).
После охлаждения утолщения 4 его удаляют известными способами. Для определения эффективности предлагаемого способа и нахождения интервала температуры нагрева и степени деформации ЗТВ, обеспечивающих стабильный процесс измельчения зерна с целью повышения пластичности металла, были проведены эксперименты с опытно-промышленными партиями медных заготовок диаметром 16 мм на сварочной машине прокатно-волочильного стана ВСП-5 Каменск-Уральского завода по обработке цветных металлов. Предварительными опытами было установлено, что разность температур в центре ЗТВ и на ее периферии составляет 140 - 160oC. Поскольку известно [4], что нижний температурный предел горячей обработки меди составляет 650oC, то пришли к выводу, что наименьшая температура в центре ЗТВ должна быть 650 + 160 = 810oC. Так определили нижний предел температуры нагрева металла, зафиксированный в центре ЗТВ. Обоснование назначения верхнего предела рабочего интервала температур, равного 870oC, приведено выше. Далее были опробованы режимы обработки ЗТВ со следующими базовыми параметрами:
температура нагрева в центре ЗТВ, oC: 920, 870, 820, 770, 720;
диаметр бульбовидного утолщения заготовки в центре ЗТВ после осевой осадки, мм: 33,5; 32; 30; 27; 24; 23; 22, что соответствует следующим значениям отношения диаметра утолщения к диаметру исходной заготовки: 2,09; 2,00; 1,88; 1,69; 1,50; 1,44; 1,38; степень деформации при этом составила соответственно: 0,98; 0,92; 0,84; 0,70; 0,54; 0,49; 0,43.
Анализ результатов, полученных при локальной осадке ЗТВ заготовки в осевом направлении в рассмотренных выше условиях показал следующее.
Осадка при температурах металла в центре ЗТВ, равных 770 и 720oC, приводит к получению бульбовидного утолщения диаметром 22,5 и 21,7 мм соответственно, т. е. не достигается нижний предел необходимого отношения диаметров, равный 1,5. Размер зерна в ЗТВ при этом превышает размер зерна в основном металле заготовки в 4 - 5 раз. Выше отмечалось, что размер зерна в ЗТВ после сварки без использования предлагаемого способа обработки превышает размер зерна вне ЗТВ (т.е. в основном металле) в 6 - 8 раз.
Осадка при температуре в центре ЗТВ, равной 920oC, приводит к получению бульбовидного утолщения диаметром 33,4 мм, т.е. к превышению верхнего предела отношения диаметров, равного 2,0. Размер зерна в ЗТВ превысил размер зерна в основном металле в 2 - 3 раза; поверхность металла (по визуальной оценке) покрылась более значительным слоем окалины, чем при нагреве до температуры не выше 870oC.
При нагреве до температуры в центре ЗТВ, равной 870 и 820o размеры зерен меди как в центре, так и на периферии ЗТВ несущественно отличались от размеров зерен в основном металле (до 1,5 раз максимально).
При осадке со степенью деформации, равной 0,49 и 0,43 (диаметр утолщения равен 23 и 22 мм соответственно) размер зерна в ЗТВ превышал размер зерна вне ЗТВ в 5 - 6 раз.
При осадке со степенью деформации, равной 0,98, диаметр бульбообразного утолщения составил 33,5 мм, что превысило верхнее значение рекомендованного интервала 24 - 32 мм и породило повышенный расход металла и рост затрат при последующем удалении излишнего объема металла.
Осадка со степенями деформации ЗТВ, равными 0,54; 0,70; 0,84 и 0,92, обеспечила получение мелкозернистой структуры, практически не отличающейся от структуры металла вне ЗТВ.
В целом экспериментальная проверка на опытно-промышленных партиях медных заготовок диаметром 16 мм показала, что осевая осадка зоны термического влияния сварного стыка, проведенная за пределами регламентированных температурного и деформационного режимов горячей обработки, не дает положительных результатов.
Волочение промышленных партий длинномерных заготовок, полученных по предлагаемому способу с соблюдением регламентированных режимов, на волочильном стане со скольжением подтвердило полное отсутствие обрывов протягиваемых изделий по зонам термического влияния сварного стыка.
Таким образом положительный эффект, достигаемый использованием изобретения по сравнению с известным техническим решением, состоит в повышении производительности при волочении и улучшении служебных характеристик изделий.
Повышение производительности при волочении достигается путем использования заготовки повышенной длины и снижения вероятности обрыва изделия при волочении за счет повышения пластических свойств металла в зоне термического влияния сварного стыка.
Улучшение служебных характеристик изделий обеспечивается за счет улучшения структуры путем измельчения зерен меди в зоне термического влияния сварного стыка.
Изобретение может быть использовано в производстве холоднотянутых изделий из меди электротехнического назначения на волочильных станах, снабженных машинами электроконтактной сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1995 |
|
RU2088350C1 |
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| СПОСОБ ПОДГОТОВКИ ПЕРЕДНИХ КОНЦОВ ЗАГОТОВОК К ВОЛОЧЕНИЮ ПРИ ПРОИЗВОДСТВЕ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087222C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРАПЕЦИЕВИДНЫХ ПРОФИЛЕЙ | 1995 |
|
RU2092255C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ МЕДИ | 1999 |
|
RU2203972C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА ДЛЯ СЛАБОТОЧНЫХ КОНТАКТОВ ИЗ УПОРЯДОЧИВАЮЩЕГОСЯ СПЛАВА НА ОСНОВЕ ПАЛЛАДИЯ | 1995 |
|
RU2083717C1 |
| СПОСОБ ТЕРМОДЕФОРМАЦИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ХРОМОВОЙ БРОНЗЫ | 2002 |
|
RU2239670C2 |
Способ относится к области обработки металлов давлением и может быть использован в производстве холоднотянутых изделий оиз меди электротехнического назначения на волочильных станах, снабженных машинами электроконтактной сварки. После стыковой сварки заготовки сопротивлением и снятия грата проводят локальную горячую деформацию, например, осадку заготовки в осевом направлении в пределах зоны термического влияния сварного стыка при температуре 810 - 870oС до образования на заготовке местного утолщения диаметром 1,5 - 2,0 диаметра исходной заготовки. После охлаждения утолщения его удаляют известными способами. Способ позволяет повысить пластические свойства металла в зоне термического влияния сварного стыка путем измельчения зерен меди и использовать заготовку повышенной длины. 2 ил.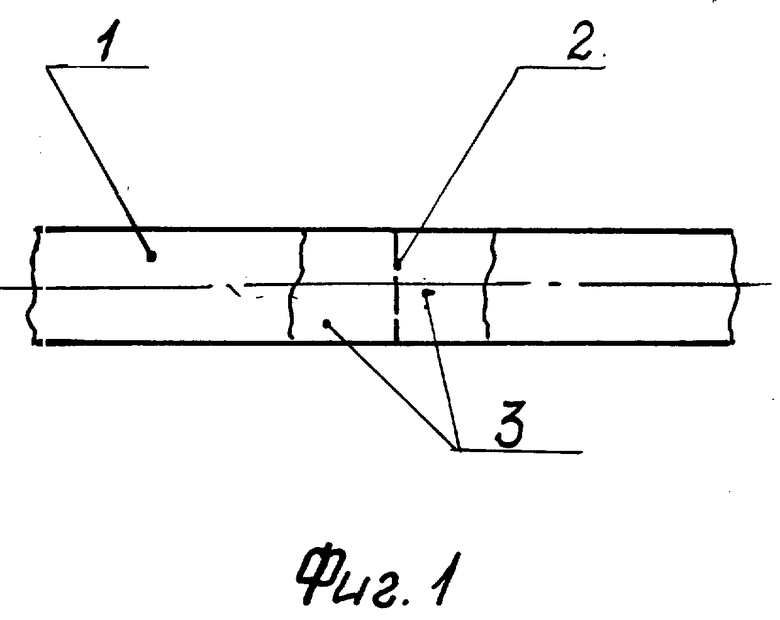
Способ изготовления медной длинномерной заготовки круглого сечения для волочения, включающий электроконтактную стыковую сварку короткомерных заготовок и снятие грата, отличающийся тем, что после сварки и снятия грата проводят локальную горячую деформацию, например, осадку заготовки в осевом направлении в пределах зоны термического влияния сварного стыка при температуре 810 - 870oС до образования на заготовке местного утолщения диаметром 1,5 - 2,0 диаметра исходной заготовки, с последующим снятием местного утолщения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гуревич С.М | |||
| справочник по сварке цветных металлов | |||
| Киев | |||
| Наукова Думка, 1981, с | |||
| АППАРАТ ДЛЯ РАСПРЕДЕЛЕНИЯ ТОРФА НА СУШИЛЬНОМ ПОЛЕ | 1922 |
|
SU608A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Багрянский К.В., Добротина З.А., Хренов К.К | |||
| Теория сварочных процессов, Изд | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Вища школа, 1976, с | |||
| Способ приготовления хлебного вина | 1925 |
|
SU424A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Кабанова Н.С | |||
| Сварка на контактных машинах, М.: Высшая школа, 1979, с | |||
| Кузнечный горн | 1921 |
|
SU215A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Смирягин А.П., Смирягина Н.А., Белова А.В | |||
| промышленные цветные металлы и сплавы | |||
| - М.: Металлургия, 1974, с | |||
| Способ и прибор для акустического исследования земных напластований | 1923 |
|
SU488A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Справочник по обработке цветных металлов и сплавов /Под ред | |||
| Л.Е.Миллера, М.: Металлургиздат, 1961, с | |||
| Машина для просекания дыр | 1925 |
|
SU872A1 |
