Изобретение относится к технике нанесения полимерных покрытий на поверхность изделий путем нанесения на них жидкой полимерной композиции.
Известен способ нанесения покрытий на изделие путем заполнения легкоплавким расплавом щелевой полости, прилегающий к обрабатываемой поверхности.
К недостаткам данного способа следует отнести невозможность обеспечения нанесения полимерного покрытия толщиной менее 1 мм, что снижает механические свойства полимерных покрытий.
Задачей изобретения является разработка технологии нанесения на изделия полимерных покрытий малой толщины, а также возможность армирования полимерных покрытий.
Поставленная задача решается тем, что после заполнения щелевой полости полимерной композицией объем последней уменьшают, а перед заполнением щелевой полости полимерной композицией в последней размещают армирующий материал.
Способ нанесения полимерного армированного покрытия на внутреннюю поверхность цилиндра иллюстрирован чертежами.
На чертежах изображено одно из возможных устройств для осуществления данного способа.
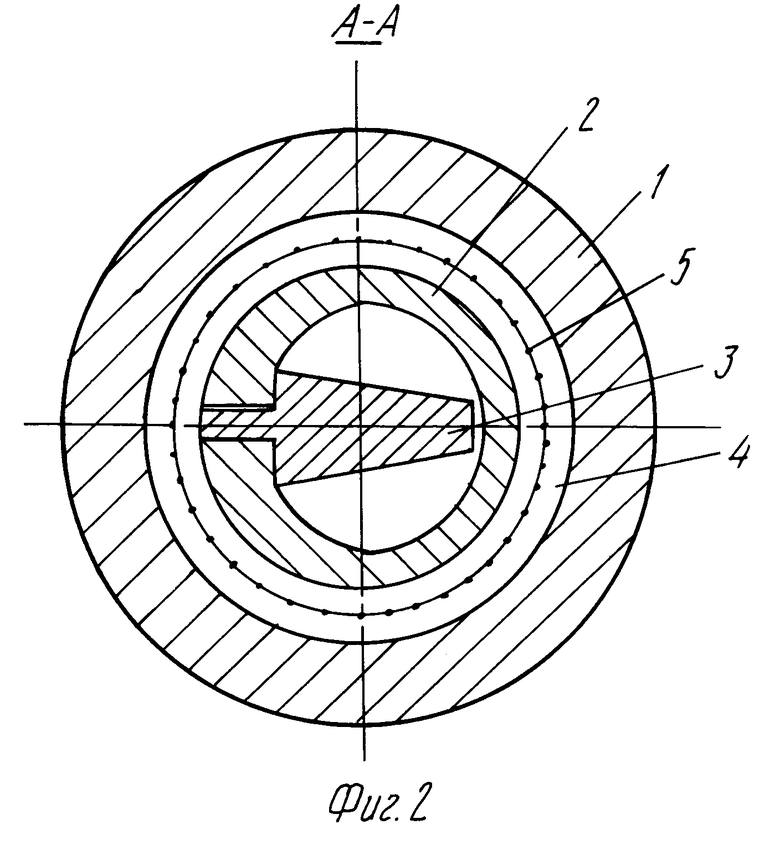
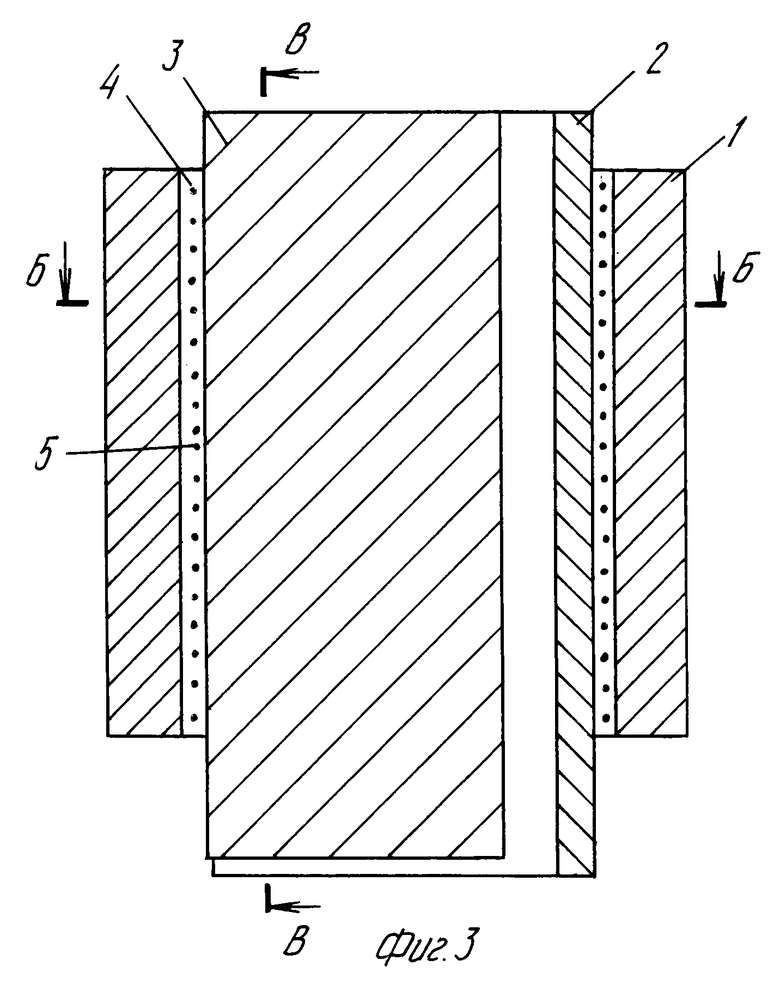
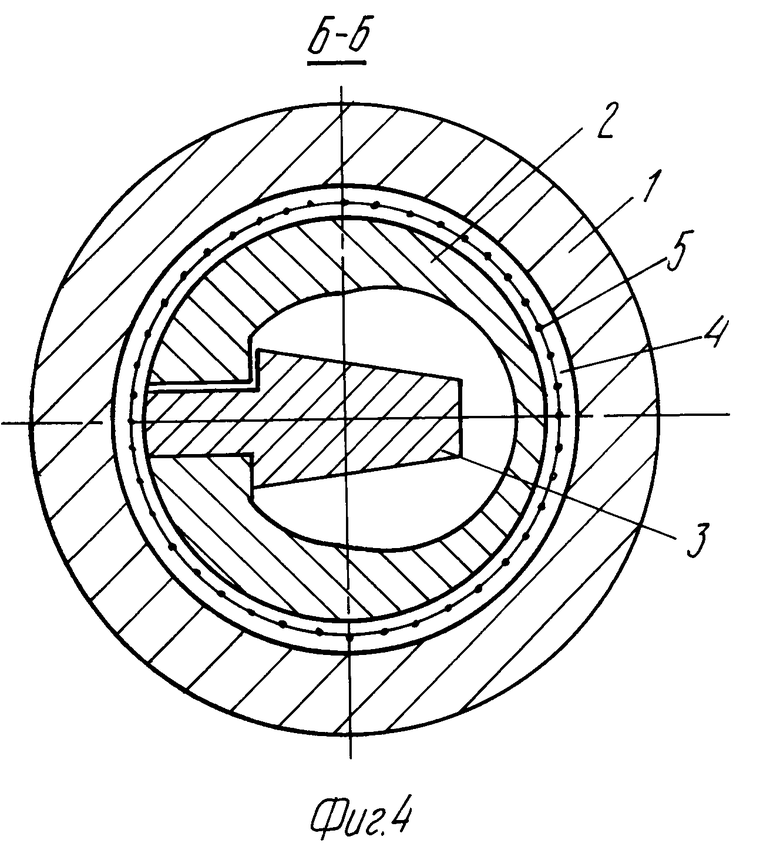
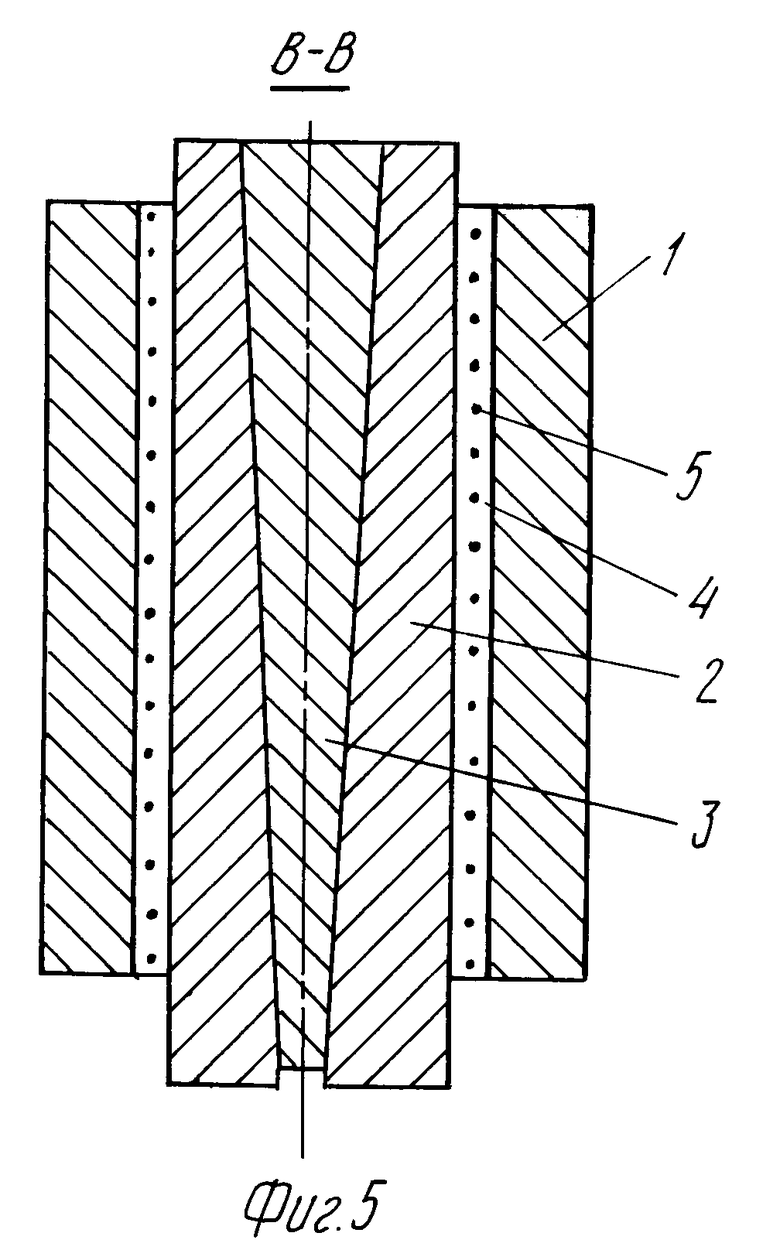
На фиг. 1 изображено устройство для заполнения щелевой полости полимерной композицией;на фиг. 2 сечение А-А; на фиг. 3 изображено устройство после уменьшения объема щелевой полости; на фиг. 4 сечение Б-Б; на фиг. 5 - сечение В-В.
На чертежах показан цилиндр 1, на внутреннюю поверхность которого наносится армированное полимерное покрытие, полый формующий стержень 2 с прорезью для клина 3, щелевая полость 4 между покрываемой и формующей поверхностями цилиндра и стержня, арматура из волокнита 5.
С помощью передвижения вверх по прорези стержня 2 клина 3, профиль выступающей части которого является продолжением профиля стержня, обеспечивают диаметр стержня, соответствующий требуемому диаметру внутренней поверхности цилиндра с полимерным покрытием.
На поверхность стержня наматыванием наносится армирующий материал /волокнит на основе фторопласта/, после чего передвижением клина 3 вниз диаметр стержня уменьшают. Вводят стержень в полость цилиндра, образуя щелевую полость 4, которую заполняют полимерным материалом.
После заполнения полости передвижением клина 3 вверх изменяют диаметр стержня до требуемого диаметра, уменьшая объем щелевой полости, вытесняя при этом полимерный композит и обеспечивая его равномерное распределение в полости.
По окончании полимеризации диаметр полого стержня максимально уменьшается и он выводится из цилиндра.
Сформированное полимерное покрытие обладает повышенными механическими свойствами благодаря армированию и возможности получения минимальной толщины покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОЙ КОМПОЗИЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2152304C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2488486C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ (ВАРИАНТЫ), УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СОСТАВ | 1993 |
|
RU2091182C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЕЩЕСТВА ДЛЯ ЗАЩИТНОГО ПОКРЫТИЯ И СПОСОБ СОЗДАНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ | 2005 |
|
RU2286400C1 |
| СПОСОБ ПОЛУЧЕНИЯ С МЕХАНИЧЕСКОЙ ТОЧКИ ЗРЕНИЯ ЧРЕЗВЫЧАЙНО ВОСТРЕБОВАННЫХ ИЗДЕЛИЙ И СПЕЦИАЛЬНЫХ ИНСТРУМЕНТАЛЬНЫХ ПРИСПОСОБЛЕНИЙ ИЗ НЕДОРОГОЙ КЕРАМИКИ ИЛИ ПОЛИМЕРОВ, НАПОДОБИЕ БЕТОНА, ПУТЕМ ОТЛИВА ЗАДАННОГО ПРОСТРАНСТВЕННОГО КОНТУРА ПОСЛЕДУЮЩЕГО НАНЕСЕНИЯ ПОКРЫТИЯ, ПРЕДСТАВЛЯЮЩЕГО СОБОЙ МЕТАЛЛИЧЕСКИЙ ИЛИ ВЫСОКОКАЧЕСТВЕННЫЙ КЕРАМИЧЕСКИЙ СЛОЙ | 2008 |
|
RU2455158C2 |
| АРМИРОВАНИЕ ПОЛИМЕРНЫХ ИЗДЕЛИЙ ПРИ ПОМОЩИ ОРИЕНТИРОВАННЫХ ПОЛОС | 2005 |
|
RU2380227C2 |
| СЛОИСТЫЕ БРОНЕПАНЕЛИ НА ОСНОВЕ ЦЕМЕНТА | 2009 |
|
RU2487219C2 |
| САМОВЫРАВНИВАЮЩАЯСЯ ЦЕМЕНТНАЯ КОМПОЗИЦИЯ С КОНТРОЛИРУЕМОЙ СКОРОСТЬЮ РАЗВИТИЯ ПРОЧНОСТИ И СВЕРХВЫСОКОЙ ПРОЧНОСТЬЮ ПРИ СЖАТИИ ПОСЛЕ ЗАТВЕРДЕНИЯ И ИЗДЕЛИЯ ИЗ НЕЕ | 2009 |
|
RU2497769C2 |
| СПОСОБ ПРОИЗВОДСТВА БРОНЕПАНЕЛЕЙ НА ОСНОВЕ ЦЕМЕНТА | 2009 |
|
RU2492054C2 |
| СИСТЕМА БРОНЕПАНЕЛИ НА ОСНОВЕ ЦЕМЕНТА | 2009 |
|
RU2491493C2 |
Использование: изобретение относится к технике нанесения полимерных покрытий на поверхность изделий путем нанесения на них жидкой полимерной композиции. Сущность изобретения: после заполнения полимерной композицией щелевой полости 4 объем последней уменьшают. В щелевой полости 4 перед заполнением полимерной композицией размещают армирующий материал 5. После заполнения полости передвижением клина 3 вверх изменяют диаметр стержня 2 до требуемого диаметра, уменьшая объем щелей полости 1 з.п. ф-лы, 5 ил.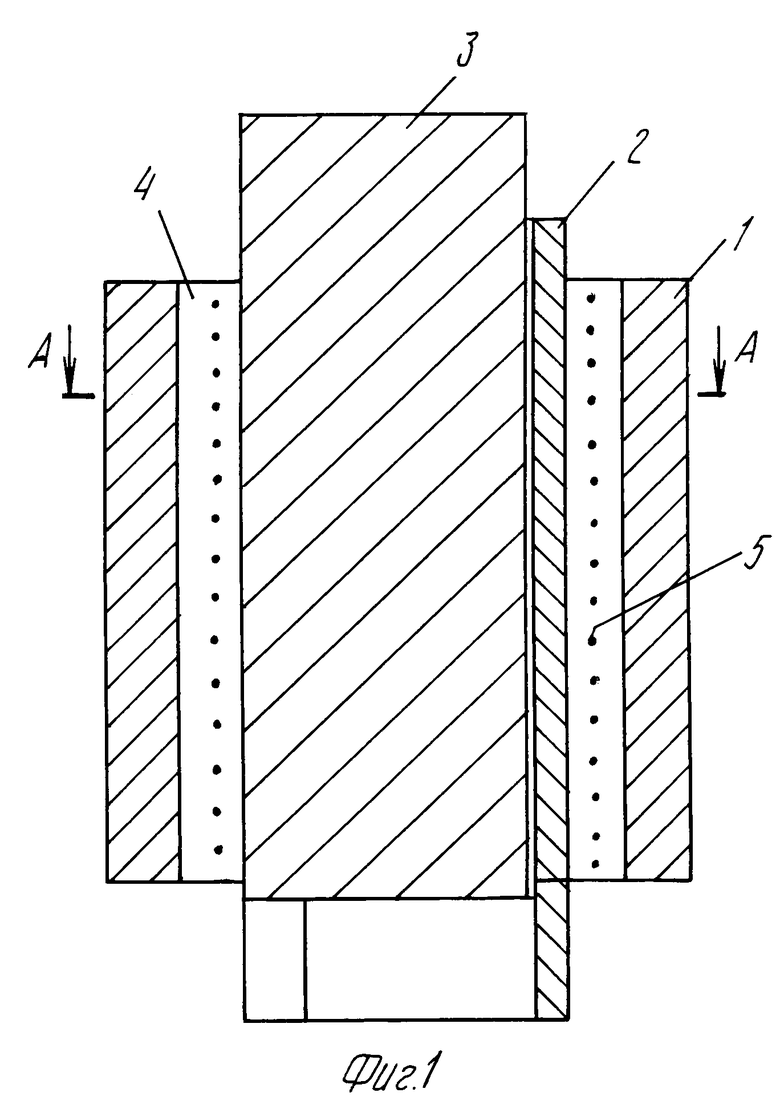
| SU, авторское свидетельство, 491973, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
