Изобретение относится к технике нанесения полимерных покрытий на внутренние и наружные поверхности изделий, например для изготовления внутренних поверхностей цилиндров.
Известен способ нанесения покрытия путем подачи вязкой полимерной композиции и удержания ее до окончания процесса полимеризации в щелевой полости, внутреннюю поверхность которой оставляют неподвижной [1]
Известно также устройство для нанесения покрытия, содержащее верхнее и нижнее центрирующие кольца для размещения между ними цилиндра и расположенного в полости цилиндра с образованием щелевого зазора формирующего стержня [1]
Известен состав покрытия на основе эпоксидной смолы, включающий эпоксидную диановую смолу, в качестве фталатного пластификатора дибутилфталат, в качестве отвердителя полиэтиленамин и наполнитель [2]
Недостатком известного способа является невысокое качество покрытия.
Недостатками известного состава является невысокие антифрикционные свойства и высокая объемная усадка, что также снижает качество покрытия.
Техническим результатом способа (вариантов) устройства и состава является повышение качества покрытия за счет увеличения его адгезии с покрываемой поверхностью и повышение точности изготовления поверхности покрытия за счет уменьшения погрешностей форм.
Это достигается тем, что в способе нанесения покрытия путем подачи вязкой полимерной композиции и удержания ее до окончания процесса полимеризации в щелевой полости, внутреннюю поверхность которой оставляют неподвижной, согласно изобретению, подачу вязкости полимерной композиции осуществляют путем формирования свободной поверхности вязкой полимерной композиции в щелевой полости и воздействием на нее давлением ниже атмосферного.
Подачу вязкой композиции в щелевую полость осуществляют при повышенной температуре, не превышающей температуру стеклования полимера.
Процесс полимеризации осуществляют под избыточным давлением.
Формируют дополнительный объем, заполняемой полимерной композицией, для компенсации усадки.
Щелевую полость предварительно заполняют жидкостью с вязкостью, меньшей вязкости полимерной композиции, которую затем вытесняют полимерной композицией. Поверхности щелевой полости предварительно смачивают жидкостью с вязкостью, меньшей вязкости полимерной композиции. В качестве жидкости применяют совмещающийся с полимерной композицией и входящий в ее состав компонент-пластификатор.
В качестве жидкости применяют совмещающийся с полимерной композицией и входящий в ее состав отвердитель. Поставленная задача достигается тем, что в варианте способа нанесения покрытия путем заполнения вязкой полимерной композицией щелевой полости, образованной центральным элементом и охватывающей его с зазором покрываемой поверхностью, согласно изобретению, заполнение вязкой полимерной композиции осуществляют с вращением центрального элемента и перемещением его относительно покрываемой поверхности, осуществляя давление на свободную поверхность композиции, с последующей фиксацией в неподвижном состоянии.
Возможен вариант, когда вращают покрываемую поверхность.
Как и в предыдущем способе, процесс выдавливания вязкой полимерной композиции в щелевую полость осуществляется в вакууме, а процесс отверждения композиции осуществляют под избыточным давлением. Также формируют дополнительный объем, заполняемый полимерной композицией для компенсации усадки. Щелевую полость предварительно заполняют жидкостью с вязкостью, меньшей вязкостью полимерной композиции, которую затем вытесняют полимерной композицией. Поверхности щелевой полости предварительно смачивают жидкостью с вязкостью, меньшей вязкости полимерной композиции. В качестве жидкости применяют смешивающийся с полимерной композицией и входящей в ее состав компонент-пластификатор. В качестве жидкости применяют совмещающийся с полимерной композицией и входящий в ее состав отвердитель. Поставленная задача достигается тем, что в другом варианте способа нанесения покрытия путем заполнения вязкой полимерной композицией щелевой полости, согласно изобретению, при заполнении полимерной композицией приводят в колебательное движение поверхности щелевой полости, а при отверждении эти поверхности фиксируют в неподвижном состоянии. Процесс заполнения и полимеризации осуществляют под избыточным давлением. Формируют дополнительный объем, заполняемый полимерной композицией, для компенсации усадки. Щелевую полость предварительно заполняют жидкостью с вязкостью, меньшей вязкости полимерной композиции, которую затем вытесняют полимерной композицией. Поверхности щелевой полости предварительно смачивают жидкостью с вязкостью, меньшей вязкости полимерной композиции.
В качестве жидкости применяют совмещающийся с полимерной композицией и входящий в ее состав компонент-пластификатор.
В качестве жидкости применяют совмещающийся с полимерной композицией и входящий в ее состав отвердитель. Поставленная задача достигается также тем, что в устройстве для нанесения покрытия, содержащем верхнее и нижнее центрирующие кольца для размещения между ними цилиндра и расположенного в полости цилиндра с образованием щелевого зазора формирующего стержня, согласно изобретению, формирующий стержень выполнен гладкостенным, а верхнее центрирующее кольцо выполнено с каналами для сообщения щелевого зазора с внешним пространством. Каждое центрирующее кольцо в устройстве может быть выполнено с выточкой в торце, обращенном к цилиндру, для сообщения с щелевым зазором. Центрирующие кольца устройства могут быть выполнены с подпрессовочными втулками.
Поставленная задача, кроме того, достигается тем, что в состав покрытия на основе эпоксидной смолы, включающий эпоксидную диановую смолу, в качестве фталатного пластификатора дибутилфталат, в качестве отвердителя - полиэтиленполиамин и наполнитель, согласно изобретению, в качестве наполнителя он содержит графит при следующем соотношении компонентов покрытия, мас. эпоксидная диановая смола ЭД-20 100, полиэтиленполиамин 10 12, дибутилфталат 15, графит 10 15.
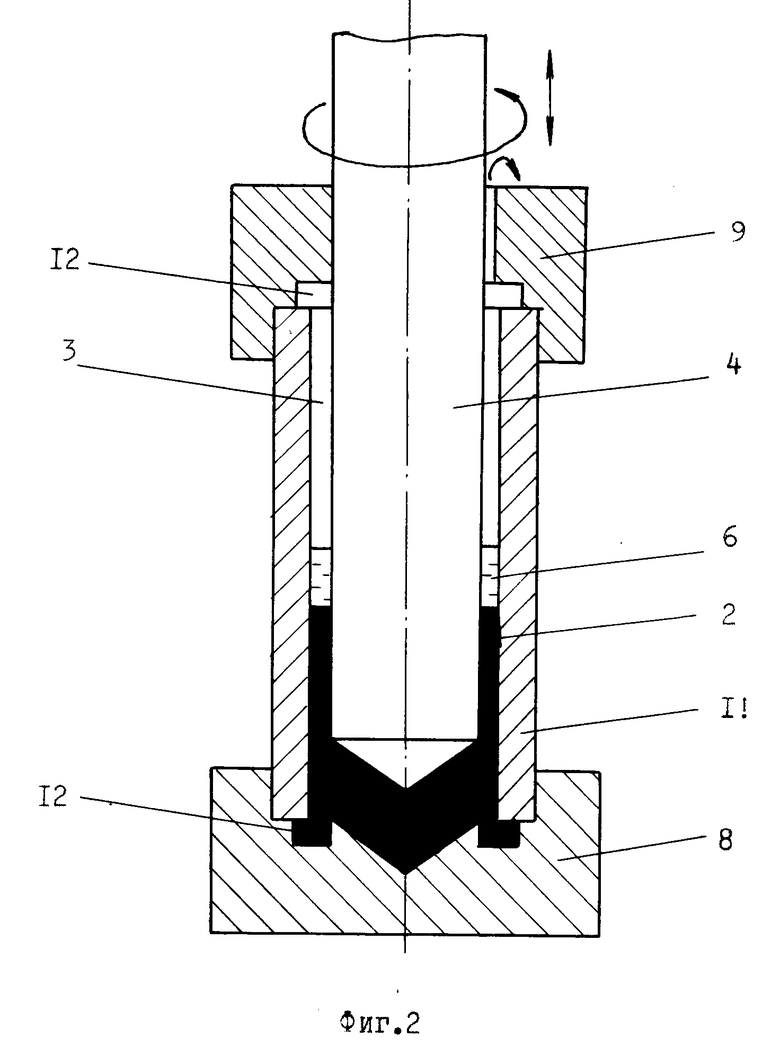
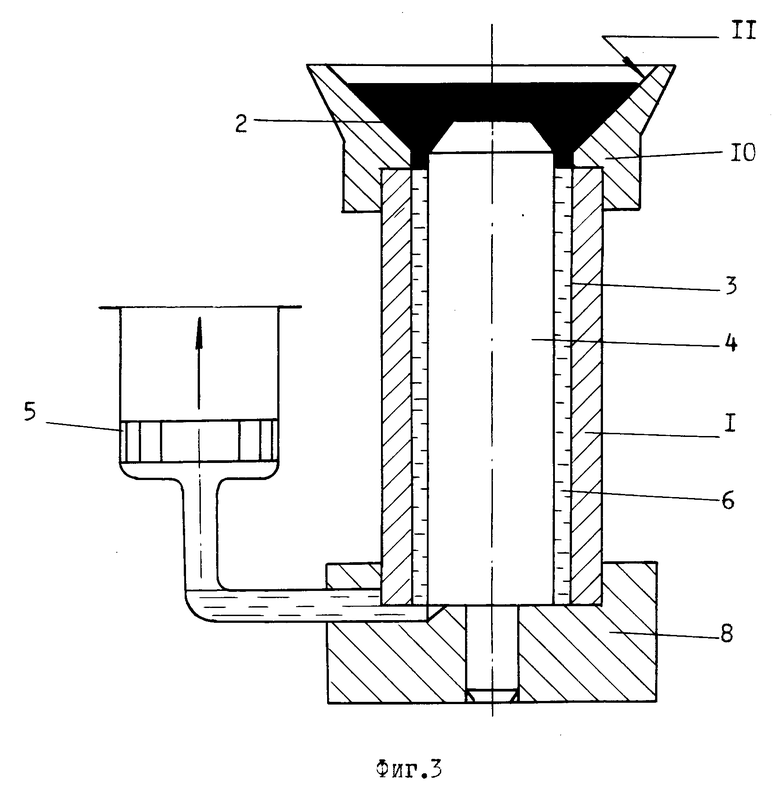
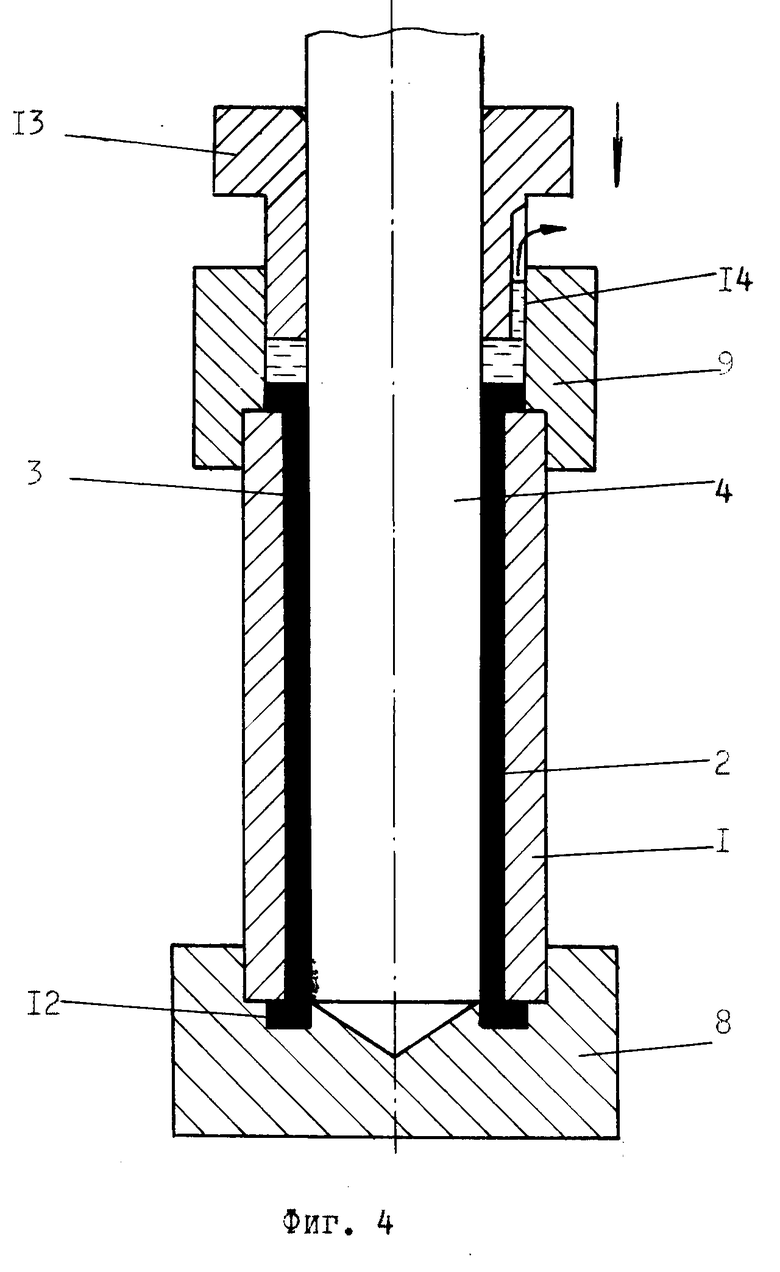
На фиг. 1 представлена схема осуществления способа и устройства с формированием свободной поверхности вязкой полимерной композиции в щелевой полости и воздействия на нее давлением ниже атмосферного; на фиг. 2 схема реализации способа и устройства с вращением центрального элемента и перемещением его относительно покрываемой поверхности с выдавливанием жидкого полимера в щелевую полость; на фиг. 3 то же, что на фиг. 1, но с дополнительным объемом вязкой жидкости, находящейся сверху маловязкой жидкости; на фиг. 4 тоже, что на фиг. 2, но с дополнительной подпрессовкой.
Способ нанесения покрытия на внутреннюю поверхность цилиндра 1 (фиг. 1) состоит из процесса выдавливания вязкой полимерной композиции 2, которая заполняет щелевую полость 3, образованную поверхность цилиндра 1 и поверхностью формирующего элемента 4, удержания полимерной композиции 2 устройством подачи 5 щелевой полости 3 до окончания процесса полимеризации (стеклования).
Разностью диаметров внутреннего диаметра цилиндра 1 и наружного диаметра формирующего элемента 4 определяется толщина покрытия. Точность размеров покрытия определяется заданной точностью изготовления и установкой формирующего элемента 4.
Процесс выдавливания вязкой полимерной композиции 2 в щелевую полость 3 может происходить при дополнительно обеспечиваемой повышенной температуре, которая не превышает температуру стеклования полимерной композиции 2.
Способ нанесения полимерного покрытия (фиг. 2) состоит из процесса выдавливания вязкой полимерной композиции 2 в щелевую полость 3 до ее заполнения путем вращения формирующего элемента 4, то есть внутренней поверхности образованной щелевой полости и одновременного перемещения данного элемента 4 относительно покрываемой поверхности цилиндра 1 при давлении им на свободную поверхность полимерной композиции 2.
Способ может включать в себя дополнительную операцию вращения покрываемой поверхности внутренней поверхности цилиндра 1. Иной способ заключается в том, что обе поверхности и внутренняя 1, и наружная 4 щелевой полости 3 приводятся в колебательное движение. Указанные способы нанесения покрытия могут состоять из выдавливания в вакууме вязкой полимерной композиции 2 (фиг. 1) в щелевую полость 3 и отверждения ее под избыточным давлением. Возможно формирование в кольце с расточкой 10 (фиг. 3) дополнительного объема 11, заполняемого полимерной композицией 2, для компенсации усадки. Дополнительный объем 11 может служить также для размещения полимерной композиции 2 над менее вязкой жидкостью 6, служащей для предварительного смачивания стенок щелевой полости 3. Способы могут включать в себя также предварительное заполнение щелевой полости 3 (фиг. 1) жидкостью 6 с вязкостью, меньшей вязкости полимерной композиции 2. В качестве жидкости с меньшей вязкостью 6 применяют компонент, совмещающийся с полимерной композицией 2, например пластификатор или отвердитель, которые входят в состав композиции.
Способы осуществляются следующим образом.
В щелевую полость 3 (фиг. 1), созданную внутренней поверхностью стержня
формирующего элемента 4, являющегося в данном способе неподвижным, выдавливают вязкую полимерную композицию 2 под действием перепада давления на нее. Перепад давления создается с помощью устройства подачи 5, формирующего избыточное давление, или с помощью устройства 7, фиксирующего давление ниже атмосферного или одновременно с помощью действия обоих устройств. Вязкая полимерная композиция удерживается в щелевой полости 3 до окончания процесса полимеризации.
Способ может осуществляться путем выдавливания вязкой полимерной композиции 2 в щелевую полость 3 при повышенной температуре, не превышающей температуру стеклования полимера. Полимер предварительно нагревают специальным устройством (на чертеже не показано), размещенным в емкости устройства подачи 5, из которой он затем подается под действием перепада давления в щелевую полость 3. Повышение температуры позволяет уменьшить вязкость жидкости полимерной композиции 2, что приводит к повышению текучести самой жидкости, улучшению условий выхода из нее газовых образований и растворенного воздуха, снижающих качество покрытия, лучшему обтеканию микронеровностей поверхности цилиндра 1 и интесификации химических процессов, происходящих при полимеризации покрытия.
Кроме этого, дополнительно подогревают перед нанесением покрытия обрабатываемую поверхность цилиндра 1. Это приводит к улучшению условий освобождения с поверхности газовых частиц, уменьшению разности температур с жидким полимером, повышению химической активности и, как следствие, к значительно более высокой сцепляемости с полимерной композицией 2. Поэтому качество покрытия повышается. Еще один способ нанесения жидкого полимера заключается в выдавливании полимерной композиции 2 (фиг. 2) в щелевую полость 3 непосредственно самим формирующим элементом 4, выполненным в виде гладкостенного стержня. Для этого формирующий элемент 4 установлен с возможностью перемещения вдоль оси и одновременного вращения, а также с установкой (центровкой) с помощью центрирующих колец 8 и 9. Вращение формирующего элемента 4 позволяет улучшить условия тепломассопереноса при нанесении покрытия и уменьшить градиент температур на границе контакта жидкого полимера и твердой поверхности, повышая качество покрытия. Кроме того, вращения элемента 4 позволяет избежать неравномерного вытеснения жидкой полимерной композиции 3 в щелевую полость 3 при несоосном перемещении формирующего элемента 4 внутрь цилиндрической поверхности 1. Это увеличивает точность и качество покрытия
Существует вариант реализации этого способа, при котором вращают покрываемую поверхность, то есть цилиндр 1 (фиг. 2). Вращение цилиндра 1 осуществляют в противоположном направлении по отношению к направлению вращения формирующего элемента 4, что позволяет еще больше интенсифицировать процесс, описанный выше. Интенсификация процесса достигается за счет увеличения угловой скорости при вращении жидкого полимера и повышения центробежной силы, действующей на него при этом. В результате жидкий полимер дополнительно отжимается к стенкам цилиндра 1 центробежной силой, приводя к дополнительному повышению адгезии и качества наносимого покрытия. Другой способ нанесения полимерного покрытия заключается в том, что приводит в колебательное движение внутреннюю и наружную поверхности щелевой полости 3 (фиг. 2). Это также позволяет значительно улучшить условия тепломассопереноса, интенсифицировать физические и химические процессы на границе жидкого полимера с твердой обрабатываемой поверхностью. Так, например, высвобождаются образующиеся в результате химических реакций при полимеризации газовые соединения, а также растворенный в полимере воздух, которые в виде пузырьков выходят из жидкого полимера. Поэтому повышается адгезия и качество покрытия, которое становится более монодисперсным и однородным. Колебательные движения поверхностей осуществляются в широком диапазоне частот от 0,5 до 1000 Гц и амплитуд от 0,01 до 100 м.
Способы реализуются таким образом, при котором процесс выдавливания вязкой полимерной композиции 2 (фиг. 1) выполняют в вакууме, а процесс отверждения полимера осуществляют под избыточным давлением. Применение вакуума позволяет помимо основной выполняемой им силовой функции вытеснения жидкого полимера 2 в щелевую полость 3 дополнительно улучшить условия выхода из жидкого полимера 2 газовых соединений, включая растворенный в нем воздух. Применение избыточного давления на период отверждения полимера позволяет увеличить нормальное усиление на него и тем самым повысить сцепляемость обрабатываемой поверхностью цилиндра 1. В результате качество и точность покрытия повышаются.
При осуществлении способов для компенсации усадки формируют в кольце с расточкой 10 (фиг. 3) дополнительный объем 11 и заполняют его полимерной композицией 2. Дополнительный объем 11 может служить также для размещения полимерной композиции 2 над менее вязкой жидкостью 6, служащей для предварительного смачивания стенок щелевой полости 3. Компенсация усадки наносимого покрытия в процессе его полимеризации повышает точность и качество.
Предлагаемые способы могут осуществляться путем предварительного заполнения щелевой полости 3 (фиг.1) жидкостью 6, имеющей вязкость меньше, чем вязкость полимерной композиции 2. Данную жидкость 6 затем вытесняют полимерной композицией 2. Жидкость 6 применяется для предварительного смачивания обрабатываемой поверхности цилиндра 1. Предварительное смачивание существенно улучшает условия сцепляемости наносимого покрытия с обрабатываемой поверхностью за счет наличия не сухого, а жидкостного контактирования жидкой и твердой фаз.
процесс предварительного смачивания поверхностей щелевой полости 3 может быть осуществлен путем окунания в жидкости 6 поверхностей щелевой полости 3. Такой вариант позволяет экономить расходы менее вязкой жидкости 6 при сохранении качества наносимого покрытия.
В качестве жидкости 6 с меньшей вязкостью используют совмещающийся с жидкой полимерной композицией 2 компонент. Таким образом, компонентом может являться пластификатор или отвердитель, входящие в состав жидкой композиции 2. Применение этой операции позволяет вообще отказаться от использования специальной, менее вязкой жидкости 6 и применять уже имеющиеся компоненты, входящие в состав жидкой полимерной композиции 2. Это снижает дополнительные расходы и повышает экономичность способа.
Таким образом, предлагаемые способы нанесения покрытия по сравнению с известными способами позволяет повысить качество покрытия за счет существенного повышения адгезии полимера с обрабатываемой поверхностью и повысить точность данного покрытия за счет применения другого принципа его нанесения, исключающим изменение размеров и погрешность формы в процессе полимеризации. Устройство для нанесения покрытия состоит из установленного концентрично в полости цилиндра 1 (фиг. 1) формирующего элемента 4 в виде гладкостенного стержня, имеющего длину больше, чем длина цилиндра 1. В щелевой полости 3 между упомянутыми поверхностями 1 и 4 размещена полимерная композиция 2. Формирующий элемент базируется на центрирующих кольцах 8 и 9, соединенных с торцами цилиндра 1. Каждое из центрирующих колец 8 и 9 (фиг. 2) может иметь выточку 12, выполненную со стороны торца цилиндра 1 и соединенную с щелевой полостью 3. Другой вариант устройства предусматривает установку на верхний торец цилиндра 1 (фиг. 3) кольца с расточкой 10 для размещения в ней вязкой полимерной композиции 2 над менее вязкой жидкостью 6, предназначенной для смачивания стенок щелевой полости 3. Кольцо с расточкой 10 образует дополнительный объем 11, который может применяться также для размещения в нем жидкого полимера, предназначенного для компенсации усадки композиции 2 в процессе ее затвердевания.
Устройство может включать центрирующее кольцо 8 или 9 (фиг. 4), выполненное с подпрессовочной втулкой 13.
Устройство для нанесения покрытия работает следующим образом
В центрирующие кольца 8 и 9 устанавливают цилиндр 1, внутреннюю поверхность которого требуется покрыть защитной полимерной композицией 2. На кольце 8 жестко закреплен формирующий элемент 4, выполненный в виде гладкостенного стержня. Наружная поверхность стержня образует с внутренней поверхность цилиндра 1 щелевую полость 3. В эту полсть подают полимерную композицию 2. Данную подачу осуществляют снизу под действием избыточного давления на свободную поверхность жидкого полимера в устройстве подачи 5 или под действием вакуума на жидкий полимер сверху с помощью устройства 7 до полного заполнения щелевой полости 3. Жидкий полимер удерживает в ней до окончания процесса стеклования. Формирующий элемент 4 имеет размер вдоль оси, больший осевого размера цилиндра 1, для того, чтобы базироваться в центрирующих кольцах 8 и 9, соединенных с торцами цилиндра 1.
Точность базирования, размеры и шероховатость поверхности формирующего элемента 4 предопределяют точность и качество поверхности изготавливаемого покрытия. При этом точность изготовления и качество механообработки внутренней поверхности самого цилиндра 1 перед нанесением покрытия являются невысокими и затем выправляются непосредственно покрытием. Данное обстоятельство позволяет значительно повысить экономические показатели изготовления внутренней поверхности цилиндра с помощью данного устройства, причем с высокими показателями точности и чистоты поверхности. После окончания процесса полимеризации формирующий элемент 4 удаляют и готовое изделие передается для дальнейшего использования. Для дополнительного осевого закрепления наносимого покрытия 2 на цилиндре 1 служит выточка 12, которая выполнена в центрирующих кольцах 8 и 9 со стороны торцев цилиндра 1 (фиг. 2). Осевая фиксация покрытия 2 приводит к увеличению его жесткости крепления и надежности в работе.
Устройство может иметь установленное на верхнем торце цилиндра 1 кольцо 10 с конической расточкой, образующий объем 11, в котором размещается вязкая полимерная композиция 2, располагалась над предварительно залитой в щелевую полость 3 менее вязкой жидкостью 6. Маловязкая жидкость 6 используется для смачивания стенок щелевой полости 3. Процесс нанесения покрытия с помощью данного устройства реализуется в результате создания разрежения маловязкая жидкость 6, выполняя также функцию поршня, увлекает за собой композицию 2 в щелевую полость 3, одновременно смачивая ее стенки и освобождая объем для вязкой композиции 2. Процесс ведут до полного заполнения объема щелевой полости 3 вязкой полимерной композицией 2. Оставшаяся полимерная композиция 2 в объеме 11 служит для компенсации усадки полимера в процессе его полимеризации и тем самым повышения точности и качества покрытия.
В устройстве для нанесения покрытия, показанном на фиг. 4, создание избыточного давления на жидкую полимерную композицию 2, находящуюся в объеме щелевой полости 3, осуществляют с помощью подпрессовочной втулки 13. После заполнения щелевой полости 3 жидким полимером 2 оказывают осевое силовое воздействие на подпрессовочную втулку 13, которая, в свою очередь, оказывает давление на жидкий полимер 2. При этом часть жидкого полимера 2 вместе с вытесняемыми из него газовыми соединениями, образующимися в результате химических реакций при полимеризации, и пузырьками воздуха выдавливаются через дренажное отверстие 14, как это показано стрелкой на фиг. 4. В результате, получается более плотное и равномерное распределение полимерное покрытие с экономией энергетических затрат. Качество и точность изготовления покрытия повышаются.
Таким образом, устройство для нанесения покрытия по сравнению с известными аналогичными устройствами позволяет повысить качество покрытия за счет увеличения его адгезии с покрываемой поверхностью и повысить точность за счет устранения погрешностей формы и устранения изменения размеров в процессе стеклования наносимого полимера.
Состав полимерного покрытия содержит полимер и отвердитель. В качестве полимера используют эпоксидную диановую смолу, в качестве фталатного пластификатора-дибутилфталат, в качестве отвердителя полиэтиленполиамина и наполнитель. При этом состав покрытия в качестве наполнителя содержит графит при следующем соотношении компонентов покрытия, мас. эпоксидная диановая смола ЭД-20 100 полиэтиленполиамин 10 12, бутилфталат 15, графит - 10 15.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ | 2004 |
|
RU2254936C1 |
| СЫРЬЕВАЯ СМЕСЬ (ВАРИАНТЫ), СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОНАПОЛНЕННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ НЕГО | 2004 |
|
RU2269497C1 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОИЗОЛЯЦИОННОЙ ОБОЛОЧКИ НА РЕЗИСТИВНОЕ ВОЛОКНО И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2370840C1 |
| КОМПОЗИЦИЯ ДЛЯ ПОКРЫТИЯ БЕТОННОЙ ПОВЕРХНОСТИ | 2003 |
|
RU2237695C1 |
| РЕМОНТНО-КЛЕЯЩИЙ СОСТАВ | 2009 |
|
RU2412973C1 |
| Эпоксидная композиция для подводного нанесения | 2022 |
|
RU2802331C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ, ПОКРЫТИЙ И ПЛЕНОК НА ОСНОВЕ ФТОРКАУЧУКА | 1999 |
|
RU2189992C2 |
| Полимерный защитный состав на эпоксидной основе для бетонных и металлических поверхностей | 2023 |
|
RU2812779C1 |
| ОГНЕЗАЩИТНАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ПОКРЫТИЯ ПОЛА | 2009 |
|
RU2412222C1 |
| Композиция для антикоррозийного покрытия | 2020 |
|
RU2739767C1 |
Использование: изобретение относится к технике нанесения полимерных покрытий на внутренние и наружные поверхности изделий, например при изготовлении внутренних поверхностей цилиндров. Сущность изобретения: в способе подачу вязкой полимерной композиции осуществляют путем формирования свободной поверхности вязкой полимерной композиции и воздействием на нее давлением ниже атмосферного. В варианте способа заполнения вязкой полимерной композиции осуществляют с вращением центрального элемента и перемещением его относительно покрываемой поверхности, осуществляя давление на свободную поверхность композиции с последующей фиксацией в неподвижном состоянии. В другом варианте способа при заполнении полимерной композицией приводят в колебательное движение поверхности щелевой полости. При отверждении эти поверхности фиксируют в неподвижном состоянии. В устройстве формирующий стержень 4 выполнен гладкостенным. Верхнее центрирующее кольцо 9 выполнено с каналами для сообщения щелевого зазора с внешним пространством. Состав в качестве наполнителя содержит графит при следующем соотношении компонентов покрытия, мас. %: эпоксидная диановая смола ЭД-20 - 100; полиэтиленполиамин -10 - 12, дибутилфталат - 15, графит -10 - 15. 5 с. и 22 з.п. ф-лы, 4 ил.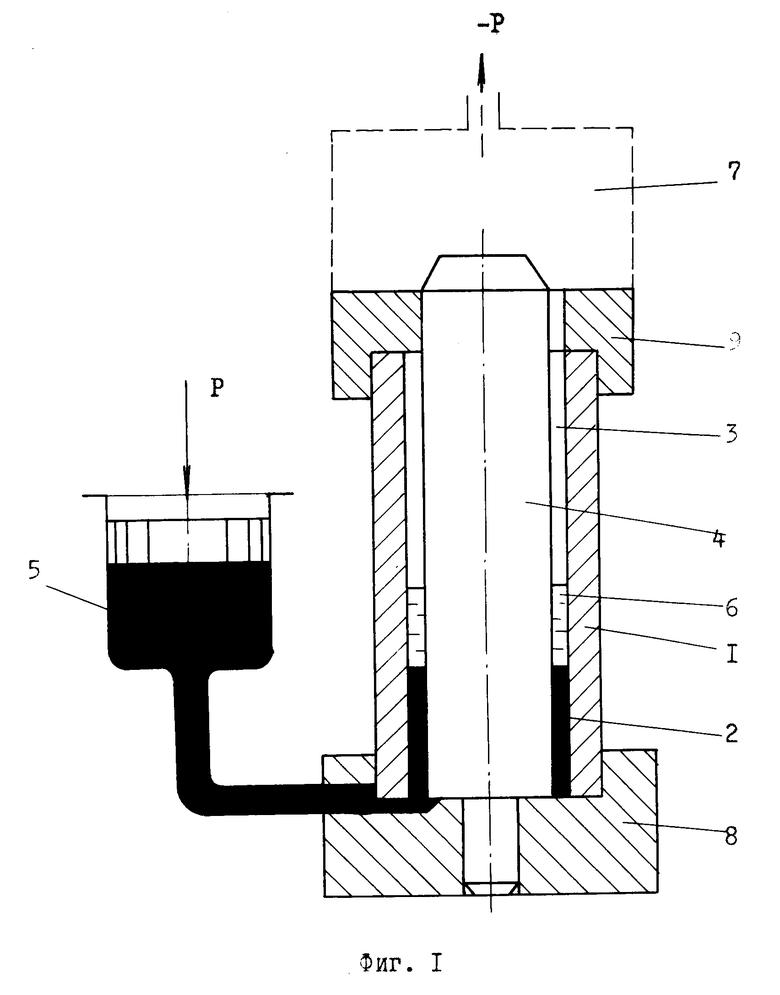
Эпоксидная диановая смола ЭД-20 100
Полиэтиленполиамин 10 12
Дибутилфталат 15
Графит 10 15ы
| Вибрационный классификатор | 1972 |
|
SU441979A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Заполняющая паста | 1989 |
|
SU1684301A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
