Настоящее изобретение относится к способу изготовления чрезвычайно востребованных деталей и в особенности хорошо подходит для изготовления инструментальных приспособлений и штампов путем отливки недорогого вещества-основы с высоким сопротивлением (наподобие бетонов с высоким и сверхвысоким сопротивлением [UPC, UHPC], литьевых материалов с высоким сопротивлением с низким содержанием добавки воды или термоотверждаемых полимеров с высоким сопротивлением) для придания заданного пространственного контура, а затем нанесения металлического покрытия или покрытия из технической керамики, по меньшей мере, на часть поверхности. Обычно для получения металлического слоя можно применять способы переноса или напыления наподобие холодного напыления CVD, PVD, либо способы напыления при нагревании наподобие напыления с помощью дугового разряда, плазмы, лазера, окислительного топлива. Металлический слой можно также частично или полностью расплавить и/или подвергнуть дробеструйной обработке. Технологическую керамику также можно переносить или напылять. Металлические втулки или кольца можно применять в случае тел вращения.
В настоящее время существуют способы получения инструментальных приспособлений из бетона, таких, например, которые описаны в патенте US 4588443. Однако эти способы нельзя использовать для создания инструментальных приспособлений для вытягивания листовых изделий или в случае других чрезвычайно востребованных практических применений в связи с отсутствием механического сопротивления, поскольку сопротивление используемых бетонов или металлических слоев на рабочих участках является слишком низким. Кроме того, существуют способы получения армированных полимерных бетонов с высоким сопротивлением (GB 2250703A), армированных бетонов с волокнами для получения пресс-форм для литья под давлением (JP 2003170410) или практического применения армированных полимеров с высоким сопротивлением (WO 03/039779 A1). Однако во всех этих случаях возможность применения таких способов для профилирования листовых изделий высокого качества и других практических применений, связанных с контактом металла по металлу, является чрезвычайно низкой. Элементы, которые используют для армирования бетона или полимера, царапают вытягиваемое листовое изделие, а внешние микродефекты позволяют частицам листового изделия, в свою очередь, обуславливающим сцепление листовых изделий, которые затем будут вытягивать, отлагаться. Для предотвращения такого воздействия были разработаны некоторые способы, в которых применяют поверхностное плавление металлического слоя (DE 69908273 T2) или используют слой, который можно использовать в качестве пресс-формы для бетонной смеси (JP 2002346663, DE 202006010493 U1). В обоих случаях качество соединения металл-бетон является удовлетворительным лишь для малого числа практических применений.
Применение бетона в качестве компонента-основы получаемых изделий, обрабатываемых способом термического переноса металлов, а не в качестве определяющего сопротивление компонента (как в случае настоящего изобретения), известно. Обычно в таких способах, в которых в качестве компонента-основы применяют бетон, бетон отливают в металлическую заготовку после того как ее получают термическим переносом на другую модель (JP 63309332, US 3631745, JP 2104424, JP 2251323).
Осуществление термического переноса на бетон в том случае, когда бетон является определяющим сопротивление компонентом, также известно при защите бетона от коррозии или от пожара, как это описано в патентах US 6224943, EP 0669299 A2 и US 5879817. Термический перенос на полимеры с низким сопротивлением также известен в области, связанной с изготовлением недорогих моделей, для которых требования в отношении механических свойств являются низкими (JP 60108122).
Существует множество способов нанесения термическим переносом слоев, которые являются износостойкими или стойкими к коррозии по сравнению с металлическими основами, в частности керамикой и твердыми металлами (JP 2004175112).
В отрасли промышленности, связанной с обработкой листовых изделий, стоимость инструментального приспособления представляет, как правило, важную часть стоимости производимых изделий. По этой причине производство недорогих инструментальных приспособлений привлекает большое внимание, в частности, поскольку для некоторых таких инструментальных приспособлений очень большое время жизненного цикла не является необходимым.
Во многих других отраслях промышленности применение больших конструктивных элементов или деталей машин является дорогостоящим, в особенности когда эти элементы чрезвычайно востребованы, и для того, чтобы выдерживать фигурирующие высокие нагрузки, необходимо применять дорогие литые металлы или даже кованые металлы. Это часто наблюдается в случае трансформаторов и металлообрабатывающих станков.
Большинство инструментальных приспособлений, которые используют для профилирования листовых изделий, изготовляют отливкой железных сплавов с последующей конечной обработкой на станке для придания желаемой геометрии. Их также изготавливают из металлических блоков, которые подвергают обработке на станке до достижения ими желаемой геометрической формы. Однако обычно при этом подразумевают удаление больших количеств материала в ходе обработки на станке.
Настоящее изобретение в особенности полезно для изготовления больших штампов для глубокой вытяжки. Как правило, штампы для глубокой вытяжки получают отливкой стали согласно приведенному ниже способу:
- получение моделей (наиболее типичный используемый материал представляет собой пенополистирол, однако можно использовать и другие, в частности, когда необходимо свести к минимуму конечную обработку на станке, поскольку стабильность размеров пенополистирола является низкой);
- получение пресс-форм из песка, которые помещают вокруг модели;
- отливка расплавленной стальсодержащей смеси в пресс-форму из песка (расплав сам по себе уничтожает модель, в случае когда полистирол не используют, модель можно предварительно убрать, а расплав можно заливать в полость);
- удаление пресс-формы и очистка расплава;
- нагревание расплава - желательно;
- конечная обработка на станке;
- конечная термообработка.
В некоторых случаях и, главным образом, когда существует большой дефицит времени и если инструментальное приспособление предназначено для производства небольших серий изделий, штамп изготавливают съемом стружки с металлического блока при обработке на станке, который легко подвергается обработке на станке и обычно состоит из алюминиевого сплава или низколегированной стали.
Свойства, которыми должен обладать законченный штамп для глубокой вытяжки, представляют собой:
- Стабильность размеров для гарантии того, что будет получено желаемое изделие. Это означает, что используемый материал должен обладать удовлетворительным механическим сопротивлением. Алюминий, который в большинстве случаев применяют для этой цели, обычно обладает сопротивлением 300 МПа, а обыкновенно используемые стали, как правило, обладают механическим сопротивлением более 400 МПа.
- Прочность для гарантии того, что инструментальное приспособление не выйдет из строя. Это является главным основанием для использования металлов.
- Устойчивость к износу для гарантии того, что полученная геометрия изделия не будет существенно изменяться в течение времени жизни инструментального приспособления. Это является, в своей основе, причиной того, почему в зависимости от требуемого времени жизни инструментального приспособления и типа профилированного листового изделия используют различные материалы.
- Чистота обработки поверхности для гарантии хорошего качества поверхности получаемого изделия. Инструментальное приспособление не должно царапать изготавливаемое изделие. Царапины могут возникать из-за присутствия чрезвычайно абразивных и больших частиц в материале инструментального приспособления, которые окружены намного более деформируемой или разрушаемой матрицей. Это увеличивает контактное давление, так как площадь реального контакта радикально уменьшается. Царапины или отметины на изделии также могут возникать из-за сцеплений в том случае, если существует сродство между материалом изделия и инструментальным приспособлением. Либо они могут возникать из-за отверстий или поверхностных дефектов на инструментальном приспособлении, в которых может отлагаться некоторое количество материала изделия, который, в свою очередь, обладает высоким сродством к последующим обрабатываемым изделиям.
Можно было бы также рассматривать пятое требование, а именно необходимость получения изделий с повышенными размерными допусками. Это означает, что для инструментального приспособления необходима высокая точность и стабильность размеров.
Все из вышеупомянутых требований или, по меньшей мере, некоторые из них являются общими для многих других практических применений, и таким образом можно применять решение, представленное в настоящем изобретении. Это случай многих конструктивных и активных деталей механизмов. В случае деталей больших механизмов экономическое преимущество применения способа по настоящему изобретению является даже большим. Обоймы, оси, роторы, валки, скользящие контакты, блоки цилиндров двигателей, столы станков и многие другие являются кандидатами для применения настоящего изобретения.
Кроме того, настоящее изобретение позволяет обеспечить изготавливаемое изделие чрезвычайно различными функциональными возможностями поверхностного или подповерхностного слоя наподобие нагревания, охлаждения, сенсорных свойств, свойств исполнительных устройств, проводимости или индукции в практически любой возможной желаемой комбинации. Это весьма интересно для бесчисленного ряда практических применений для функционирования, например, в качестве индукторов, статоров, охлаждаемых опытных образцов штампов для горячей штамповки.
Принимая во внимание требования для инструментальных приспособлений, настоящее изобретение обеспечивает способ получения чрезвычайно востребованных изделий с необходимыми характеристиками и значительно меньшей себестоимостью, в частности полезно для изготовления инструментальных приспособлений наподобие больших штампов для глубокой вытяжки, путем создания целевого изделия из недорогого материала-основы и нанесения на него поверхностного слоя, изготовленного из более дорогого материала и обеспечивающего необходимые свойства, которые описаны в предыдущих параграфах. Данный слой обычно наносят способом термического переноса или напыления. Как правило, нанесенный слой является металлическим по природе, очень часто он состоит из стали. Однако в случае изделий, для которых необходима высокая износостойкость либо эффект термо- или электроизоляции, данный слой также может представлять собой техническую керамику, в конечном счете поверхностный слой также может представлять собой интерметаллическое соединение или композит, охватывая любое из трех описанных семейств материалов (металлы, интерметаллические соединения и техническая керамика). В случае пьезоэлектрических, пироэлектрических, сильных магнитных свойств или других сенсорных свойств или свойств исполнительных устройств, как правило, керамику с желаемыми свойствами часто переносят в комбинации с металлическим слоем-подложкой. В случае определенных путей тепло- или электропроводимости на поверхности изготавливаемого изделия материалы с различными соответствующими характеристиками (в основном термо- или электропроводимостью либо магнитной проницаемостью) переносят в желаемом виде, используя подходящее маскирование.
Соответственно первый аспект данного изобретения относится к изделию или инструментальному приспособлению, содержащему керамический или полимерный материал-основу с механическим сопротивлением более 60 МПа, каковой, по меньшей мере, частично покрыт металлом, интерметаллическим соединением или технической керамикой.
Второй аспект данного изобретения относится к способу изготовления изделий или инструментальных приспособлений, включающему в себя приведенные ниже стадии, на которых:
а) осуществляют отливку керамического или полимерного материала-основы с механическим сопротивлением выше 60 МПа в пресс-форму с заданным пространственным контуром;
б) дают возможность упомянутому материалу-основе, по меньшей мере, частично застыть или отвердеть; и
в) наносят покрытия из металла, интерметаллического соединения или технической керамики, по меньшей мере, на часть поверхности изделия, получающегося на стадии б).
Варианты осуществления настоящего изобретения описаны ниже только в качестве примеров.
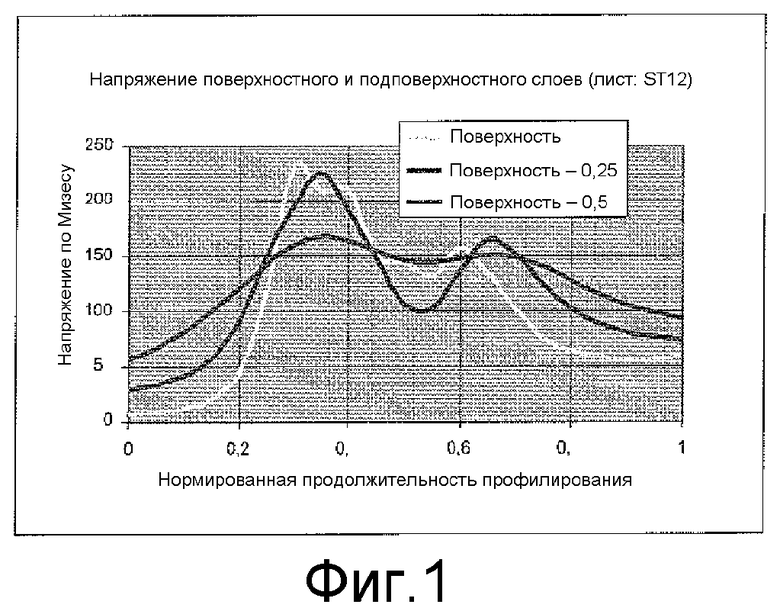
В настоящем изобретении применяемый недорогой материал-основа представляет собой бетон или литьевой материал с низким содержанием добавки воды. Можно также использовать термоотверждаемый полимер с высоким сопротивлением, хотя он является немного менее подходящим. Альтернативно, можно применять полимер с высоким сопротивлением или любую недорогую керамику с удовлетворительными механическими свойствами. Требуемый уровень сопротивления вспомогательного материала-основы зависит от листового изделия, которое необходимо профилировать (от его механического сопротивления, толщины и геометрии вытяжки), и, главным образом, от толщины используемого поверхностного слоя. Для больших штампов для производства обшивок в автомобильной промышленности применяют листовые изделия с высокой способностью к вытяжке с механическим сопротивлением более 240 МПа и пределом эластичности примерно 200 МПа. На фиг.1 показано, что для геометрии вытяжки с чрезвычайно острыми углами может требоваться поверхность с сопротивлением более 200 МПа, но лишь в 0,5 мм от поверхности требуемое сопротивление составляет менее 150 МПа. Существует множество недорогих материалов с сопротивлением сжатию выше 100 МПа, в частности бетоны и теплоустойчивые материалы. Сопротивление традиционных бетонов на основе фарфора (фарфоронаты) при добавлении флюса и/или диоксида кремния может достигать 140 МПа. Существуют полимерные цементы с сопротивлением более 120 МПа. Сопротивление предварительно смешанных с армирующими волокнами бетонов на основе цементов низкого увлажнения («литьевые материалы с низким содержанием добавки воды») может достигать значений более 250 МПа. Кроме того, в качестве материала-основы или для частичного замещения керамики можно применять термоотверждаемые полимеры с сопротивлением более 300 МПа. Эти полимерные материалы-основы также являются хорошими подходящими средствами для заполнения поверхностных пустот, которые могут оставаться в ходе отливки материала-основы, в особенности если такие пустоты вредны для нанесения металлического слоя или слоя технологической керамики. В том случае когда при используемом способе термического переноса основу подвергают воздействию высокой температуры, или если для конечного практического применения необходимы конкретные сопротивления при определенной температуре, можно применять огнеупорные бетоны на основе алюминатов или цементы с низким содержанием добавки воды на основе оксида алюминия. Характеристики многих из этих бетонов можно значительно улучшить, если в ходе процесса смешения используют глубинный и/или наружный вибратор. Для некоторых из этих недорогих материалов с более высоким сопротивлением при смешении необходимо использование большого количества энергии. Для некоторых из этих материалов необходима выдержка, для которой требуется подвергнуть их воздействию высоких температур. Другие материалы, которые можно применять для конкретных практических применений, представляют собой композиции полимерного штампа с металлическим или керамическим армированием, притом армирующими элементами из недорогой керамики, или композиции керамического штампа с металлическим или полимерным армированием.
В некоторых примерах настоящего изобретения оказывается интересным то, что недорогой материал-основа обладает таким высоким механическим сопротивлением, насколько это возможно. Например, это случай многих деталей механизмов, а также случай, когда настоящее изобретение применяют для изготовления инструментальных приспособлений для профилирования очень жестких листовых изделий AHSS. В этом случае можно использовать бетоны с чрезвычайно высоким сопротивлением. Для повышения уже существующего высокого механического сопротивления бетонов с высоким сопротивлением (НРС) можно применять некоторые ухищрения наподобие, например, стадии, на которой изделие сразу после его отливки подвергают воздействию повышенного давления (для этого может требоваться специальная конструкция пресс-формы) для резкого удаления некоторого количества воды из смеси, необходимой для течения бетона в ходе заполнения, но не желательной при застывании бетона, при этом способе достигают механических сопротивлений более 400 МПа; использование металлических шариков или заполнителей (могут также обладать покрытиями) для замещения некоторого количества сухого компонента при этом способе достигают механических сопротивлений более 1000 МПа; использование для частичного замещения цемента металлического порошка, частицы которого обладают нанометровым размером (могут также обладать покрытиями), при этом способе достигают механических сопротивлений более 1300 МПа; упомянутые выше приемы можно также комбинировать друг с другом. В том случае когда предел прочности на разрыв материала-основы также играет значительную роль, применение металлических волокон (различной природы и длины), полимерных или текстильных волокон и других армирующих элементов может оказаться очень полезным.
В некоторых примерах настоящего изобретения высоко ценят низкую массу компонентов, которую можно достичь. Для дальнейшего улучшения этой характеристики массу материала-основы можно уменьшить, намеренно оставляя пустоты в недорогом материале-основе или примешивая к смеси перед отливкой некоторое количество материала с невысокой массой. Иллюстративным примером этого осуществления на практике является добавление пенополиэстирена в форме шариков или кусочков заданной формы, после отливки керамики этот добавленный материал можно удалить с образованием в бетоне пустот (материал можно удалить с помощью воздействия температуры, кислоты, любым другим способом) или его просто можно там оставить. Если пустоты желаемы, можно применять другие удаляемые материалы или материал с невысокой массой, который следует оставить в материале-основе, наподобие, например, полимера с низкой плотностью, целлюлозы, воска, в виде шариков или гранул. Пустоты в материале-основе также можно получить, продувая газ в ходе заполнения пресс-формы.
При изготовлении пресс-формы, которая содержит бетон с чрезвычайно высоким сопротивлением или другой недорогой материал с чрезвычайно высоким сопротивлением, для придания ей желаемой геометрической формы, как правило, используют пенополистирол. Для практических применений, для которых необходима большая точность во избежание обработки на станке или для возможности получения керамических покрытий, обычно применяют материалы с высокой стабильностью размеров, как, например, полипропилен высокой плотности или деревянные элементы. При наличии такового также можно использовать листовое изделие заданной формы. В этом случае, чтобы получить толстую прослойку, которую легко удалить и которая будет впоследствии заменена наносимым термическим переносом слоем, применяют шпаклевку. Для получения модели можно применять большое количество материалов и способов.
Большая хрупкость керамики и полимеров с высоким сопротивлением по сравнению с металлами создает трудности. В том случае когда необходимо получить штамп с большой стойкостью в отношении возможных ударов или падений, материал-основу следует армировать. В случае цементов низкого увлажнения («литьевые материалы с низким содержанием добавки воды») во избежание возникновения трещин в штампе при выдержке необходимо использовать металлы с коэффициентами линейного теплового расширения, подобными таковому для материала-основы. Даже в случае штампов, которые подвергают значительным температурным воздействиям, удобно использовать металлы с коэффициентом линейного теплового расширения, подобным таковому для материала-основы самого по себе: железо или никель (или любой сплав с одним из этих веществ в качестве основного компонента сплава) для бетонов на основе фарфоронатов и полимерный бетон, инвар, константан, вольфрам или молибден (или любой сплав с одним из этих веществ в качестве основного компонента сплава) для цементов с высокими содержаниями оксида алюминия и/или диоксида кремния.
Данные бетоны обладают способностью к сопротивлению к высоким сжимающим нагрузкам, однако их сопротивление в состоянии растягивающего напряжения является низким. Почти все керамические материалы и множество полимеров с высоким сопротивлением обладают низким пределом прочности на разрыв. Это является основной причиной того, что изделия по настоящему изобретению часто армируют. Другой формой обеспечения гарантии того, что изделие не будет подвержено воздействию растягивающего напряжения, является применение обода либо внешнего(ей) металлического стягивающего кольца или рамы. Обод или кольцо можно также использовать для создания предварительного напряжения для армирующих прутьев. Этим способом можно получить состояние большего компрессионного напряжения на всех участках изделия, что позволяет изготовлять изделия с более сложной геометрической формой. Тем не менее, в случае некоторых практических применений механическое сопротивление растяжению недорого материала-основы является удовлетворительным. Кроме того, обычно полезно, в особенности когда рабочий слой наносят переносом или напылением металла, для обеспечения дополнительного закрепления переносимого или напыляемого покрытия позволить армирующим прутьям слегка торчать из недорогого материала-основы на поверхностях, на которые следует осуществлять перенос.
Часто представляет интерес обеспечение изделия металлической основой, пластиной, рамкой или литейной формой, которая может служить всего лишь в качестве средства транспортировки или монтажа/закрепления, однако, кроме того, может в случае аварий обуславливать способность к упругой деформации, если металлическая пластина, литейная форма или рамка обладает шипами и соединена с недорогим материалом при его отливке или нахождении во все еще свежеприготовленном состоянии.
В настоящем изобретении тонкий слой металлического покрытия, часто изготовляемого из стали или другого металлического сплава (на основе Fe, Ni, Co, Al, Mo, W или других), помещают на поверхность для повышения прочности рабочего участка для противодействия нагрузке на поверхность, для облегчения обработки на станке и, главным образом, для обеспечения хорошей конечной поверхностной обработки получаемого изделия. Другие материалы, которые можно применять для создания поверхностного рабочего слоя, обеспечивая требуемую функциональную возможность, представляют собой интерметаллические соединения и техническую керамику (или любое охватывающее их соединение наподобие случая твердых металлов). Способы переноса или напыления являются наилучшими вариантами для получения такого металлического, интерметаллического или изготовленного из технической керамики поверхностного слоя, однако также можно применять погружение в расплав или суспензию, или краски, содержащие способные к сильному связыванию частицы (типа золь-гелей), в особенности когда первый переносимый/напыляемый промежуточный слой уже присутствует. Термический перенос в одном из его вариантов (вне зависимости от скорости и способов ускорения переноса/перемещения переносимого материала, способов нагревания переносимого материала или перемещения жидкости, формы и размера частиц переносимого материала (порошок, другие частицы, стержень, …), того, размягчается ли или частично плавится переносимый материал, а также можно ли его считать пригодным для напыления в холодном или горячем состоянии) представляет собой, следовательно, очень подходящий способ получения поверхностного слоя: перенос способом холодного напыления, перенос с помощью плазмы («плазменное распыление»), перенос способом HVOF («высокоскоростное кислородно-топливное распыление»), перенос способом HFPD («высокочастотная взрывная пульсация»), кислородно-ацетиленовый перенос («пламенное распыление»), перенос с помощью дугового разряда («электродуговое распыление») или любые другие. Поверхностное покрытие также можно изготовлять осаждением из жидкости или газовой фазы (CVD - химическое осаждение из газовой фазы, PVD - физическое осаждение из газовой фазы, ЕВ - бомбардировка электронным пучком, ионное легирование, осаждение из газовой фазы с помощью плазмы …). Некоторые из этих способов могут улучшать некоторые характеристики переносимого/осаждаемого слоя и качества соединения, если их осуществляют в камере с контролируемой атмосферой (при атмосферном давлении, а также при повышенном/пониженном давлении). Можно применять любой другой способ, который позволяет нанести достаточно толстый слой и который обеспечивает хорошее соединение слоя с материалом-основой, например катодное нанесение покрытий или погружение в расплав желаемого материала либо суспензию, содержащую желаемый материал, который впоследствии сушат, протравливают или обжигают для удаления носителя. Во всяком случае, выбор способа определяется требуемыми свойствами на межфазной границе между недорогой керамической основой и рабочей поверхностью, которая, в свою очередь, определяется многими параметрами способа и приведением геометрической формы к требуемым условиям. Один очень важный аспект, который необходимо рассматривать, заключается в остаточных растягивающих напряжениях на переносимом/осаждаемом слое, остающихся в результате осуществления различных, возможных способов, и величина которых очень часто, в свою очередь, определяется толщиной слоя.
При изготовлении изделий с цилиндрической симметрией поверхностный слой можно применять в виде твердого тела. В случае внешней цилиндрической симметрии, как это оказывается в случае оси или валков любого типа, в качестве рабочей поверхности можно использовать металлическое кольцо или втулку, которое(ую) можно надеть в виде обруча, нагревая его(ее) и таким образом расширяя его(ее), фиксируя его(ее) с помощью прессования и оставляя его(ее) охлаждаться, и, следовательно, подвергая сжатию по отношению к недорогому материалу-основе, улучшая закрепление. В случае внутренней цилиндрической симметрии, как это оказывается в случае цилиндрического отверстия в блоке цилиндров двигателя или множества других, в качестве рабочей поверхности можно использовать металлическую облицовку (ее также можно закреплять, подвергая воздействию давления и глубоко охлаждая, а недорогой материал подвергать нагреванию для улучшения закрепления).
Поскольку требуемая функциональная возможность поверхности инструментального приспособления является различной при каждом практическом применении, существует бесконечное количество материалов, которые можно наносить в качестве поверхностного слоя. В частности, можно переносить/осаждать стали с желаемой твердостью, но с улучшенной механизацией, стали со смазкой или антиадгезивными частицами, материалы с оптимизированным трибологическим поведением и/или материалы с чрезвычайно высокой износостойкостью, а также вышеупомянутые материалы со специальными, термическими, магнитными, электрическими, пьезо- или пироэлектрическими либо любыми другими специальными свойствами. В принципе, можно наносить любой вид металла, металлического сплава, интерметаллического соединения или керамики либо даже их соединений.
При нанесении металлического покрытия эффективность прилипания обладает очень значительным влиянием на эксплутационные качества в целом, в связи с этим улучшение сцепления на межфазной границе является чрезвычайно важным. Для достижения этого можно использовать металлические волокна. Обычно волокна смешивают с недорогим материалом-основой и отливкой вместе, за исключением случая, когда волокна также желательны в основной части недорого материала-основы для повышения сопротивления в состояниях растягивающего напряжения, волокна могут протягиваться к поверхности, и предпочтительно, чтобы их можно было ориентировать к ней перпендикулярно для обеспечения наибольшей устойчивости волокон к выдергиванию. Этого можно достичь приложением электрического или магнитного полей для ориентации волокон. Например, к профилирующей пресс-форме можно приклеить некоторое количество постоянных магнитов так, чтобы при заливке недорогого материала, в который включена некоторая объемная процентная доля ферромагнитных волокон, и в ходе виброуплотнения смеси волокна могли перемещаться по направлению к магнитам, выстраиваясь по силовым линиям, которые проходят четко перпендикулярно к поверхности. Для дальнейшего увеличения количества металла, переносимого на поверхность, изделие можно подвергать дробеструйной обработке или обдувке для распределения металлических волокон по поверхности. Переносимый металл присоединяется в особенности хорошо к металлу материала-основы, даже лучше, когда он может пластически деформироваться, и, кроме того, если в ходе переноса или последующей обработки температура является достаточно высокой, можно достичь некоторого диффузионного соединения.
При переносе металла на керамику или полимер соединение является в основном механическим связыванием, и поэтому лучше когда поверхность является несколько шероховатой, обеспечивая подходящие точки для закрепления. В том случае когда материал-основа содержит металлические волокна, закрепление также значительно улучшается, если эти волокна активируют перед термическим переносом или напылением (под активацией понимают удаление всех поверхностных оксидов для получения поверхности волокна настолько металлической, насколько это возможно). Для достижения этой цели специально продемонстрировано применение пескоструйной обработки (с помощью корунда, стеклянных шариков или микрочастиц, …) или дробеструйной обработки (конкретно с помощью металлических шариков) для активации металлических волокон и поверхности недорогого материала-основы, однако можно применять любой другой способ (измельчение, полировка, придание шероховатости …).
Считают, что применение промежуточного слоя может улучшать прилипание поверхностного рабочего слоя. Подобные слои могут представлять собой, например, термостабильные слои, которые устойчивы к воздействию влаги и устойчивы к щелочным компонентам (во избежание коррозии металлического слоя, используемого в граничной фазе). Подобный способ описан в патенте JP 4107251.
Для улучшения прилипания механически переносимого слоя на поверхности материала-основы можно создать поры с помощью моделей, которые подвержены дегазации, путем коррозионного воздействия или другими способами. Металлическую сетку можно поместить на поверхность модели. Бетон будет заполнять модель так, что сетка, в конце концов, окажется на поверхности бетонного инструментального приспособления. Кроме того, в пресс-форме можно фиксировать металлические армирующие прутья так, чтобы они выходили из бетонного изделия с каждой стороны, на которую будут осуществлять термический перенос/напыление, в частности если материал, который следует использовать в качестве поверхностного рабочего материала или вспомогательного промежуточного слоя, присоединяется лучше к металлической, а не к керамической или полимерной основе.
С помощью некоторых из описанных способов термического переноса, в частности способов, осуществляемых в атмосфере с заданными свойствами, можно получать значения плотности более 99%. Если необходима более высокая поверхностная плотность, можно провести обработку локальной плавкой, приводящую к поверхностному уплотнению. Для проведения локальной плавки необходимо применять источник достаточно концентрированной энергии, такой как лазер или концентрированное инфракрасное излучение (HDIR - «Инфракрасное излучение высокой плотности»). Можно применять любой другой способ увеличения плотности или даже просто состояние поверхностного напряжения, включают ли они плавление (наподобие сварки), или только чисто механическое действие (наподобие дробеструйной обработки).
Для переносимого/напыляемого поверхностного материала может требоваться комплексная или поверхностная тепловая обработка, как, например, один или несколько процессов отжига, или поверхностная обработка, такая как карбонитридирование или сульфонизация, поверхностный отпуск (индукционный, лазерный, пламенный и т.д.). Не каждая комбинация недорогого материала-основы и поверхностных материалов позволяет осуществлять всякую обработку. В том случае когда для поверхностной обработки необходима повышенная температура, необходимо принимать во внимание совместимость коэффициентов линейного теплового расширения, а также способность основного материала выдерживать требуемую температуру обработки.
Для транспортировки и, в частности, для фиксации инструментального приспособления в механизме часто представляет интерес наличие участка на фиксирующей стороне инструментального приспособления или изделия, который легко поддается обработке на станке. В настоящем изобретении для этой цели, при необходимости, как упомянуто выше, можно вмонтировать рамку из железной пластины или выплав. Металлические профили также помещают на направляющие участки при отливке недорогого материала-основы так, чтобы они оставались включенными в структуру, однако впоследствии легко могли быть подвергнуты обработке на станке. Если используют удерживающую пластину или направляющие участки, их обычно включают в пресс-форму перед отливкой материала-основы или в керамику/полимер, когда они только что отлиты. Как правило, для улучшения закрепления недорогого материала-основы подобные пластина или профили содержат некоторое количество сваренных металлических прутьев или шипов.
Несмотря на то, что настоящее изобретение в особенности хорошо подходит для изготовления вытягивающих больших штампов, его можно также со значительными преимуществами применять для изготовления некоторых типов инструментальных приспособлений. Некоторые из этих инструментальных приспособлений могут представлять собой пресс-формы для литья пластмасс под давлением, пресс-формы для термического профилирования пластмасс, пресс-формы для литья легких металлов под давлением, ковочные штампы, штампы для свободной ковки, гибочные штампы, вырубные штампы и т.д. В тех случаях, в которых рабочая температура является более высокой, для выбора материала-основы и материала для термического переноса существуют ограничения, поскольку коэффициенты линейного теплового расширения должны являться согласующимися.
Настоящее изобретение также хорошо подходит для изготовления деталей механизмов, будь то металлические детали с подвижными частями, детали, играющие роль исполнительных устройств, сенсорные детали или конструкционные детали. Во многих случаях с его помощью можно уменьшить массу, при использовании настоящего изобретения существует большой потенциал для снижения производственных затрат, а кроме того, некоторые функциональные возможности, в особенности те, которые содержат комплексные системы со специальной функциональной возможностью, трудно получить при каком-либо другом способе изготовления. В действительности почти для любого(ой) чрезвычайно востребованного изделия или детали, для которого(ой) требуется наличие комплексной функциональной возможности, допускают получение выгоды от применения настоящего изобретения.
Приведенные ниже варианты осуществления данного изобретения описаны в прилагаемых зависимых пунктах многозвенной формулы изобретения.
ПРИМЕРЫ
Пример 1
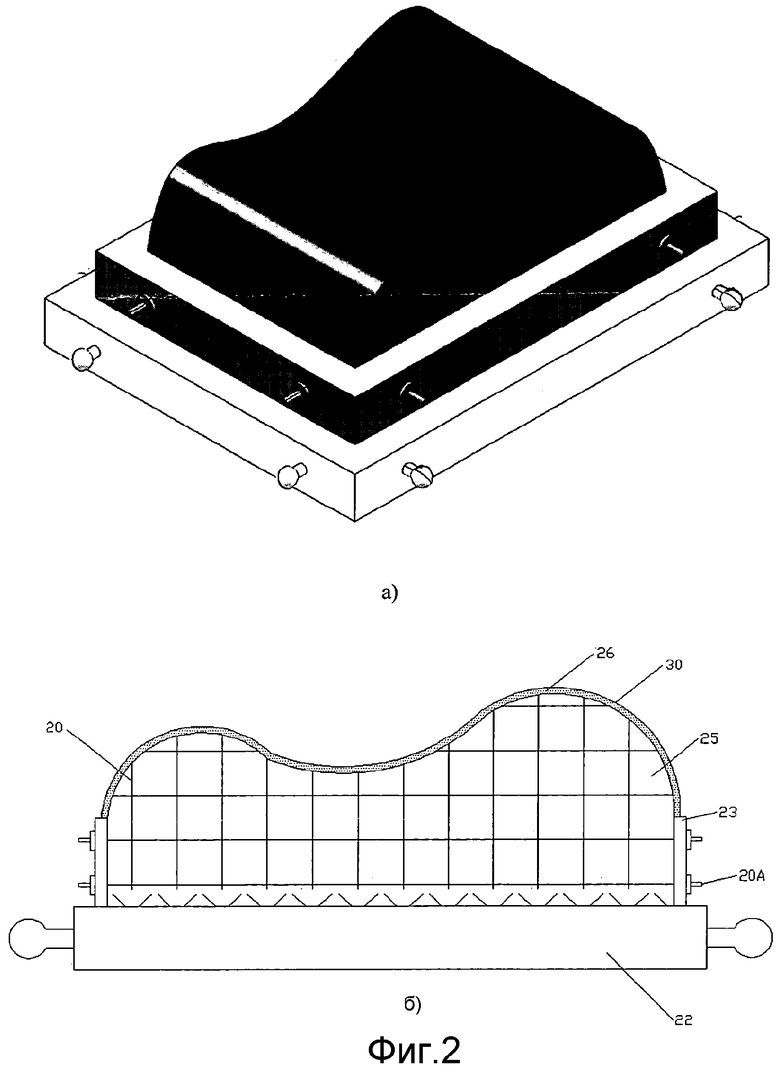
На фиг.2 показан пример практического применения настоящего изобретения. Это схематическое изображение штампа для вытяжки. Обычно такие штампы являются значительно более сложными, обладающими прижимом и боковыми кулачками. Схематический вид на фиг.2 а) соответствует штампу для вытяжки, который получали по настоящему изобретению. Данное изображение обращает основное внимание только на пластинку-подложку для расплава, а также на скрепленное ободом изделие из бетона с высоким сопротивлением, на которое способом термического переноса HVOF, используя инструментальную сталь для огнеопасных работ и добавки, наносят покрытие (подобное осуществлено также холодным напылением на верхнюю часть первоначального, тонкого слоя металла, переносимого способом HVOF, со столь же удовлетворительными результатами и достижением даже больших толщин), которое без труда можно подвергнуть обработке на станке. В принципе, различие между рабочими участками этого штампа и штампа, который изготавливали традиционным способом, после обработки на станке нелегко разглядеть. Лишь участок стягивающей рамы, содержащий предварительно подвергнутые воздействию напряжения прутья, раскрывает присутствие бетона. Такую пресс-форму можно изготовить, следуя последовательности приведенных ниже стадий:
- Изготовление пресс-формы из пенополистирола. Мульда с формой, инвертированной по отношению к инструментальному приспособлению, находится с ее внутренней нижней стороны.
- Размещение в пресс-форме арматуры, прутья которой вставляли в полистирольную пресс-форму на 0,5 мм на том участке изделия, на который будет впоследствии термическим переносом нанесен металл. Некоторые из армирующих прутьев, которые расположены параллельно рабочему участку, вставляют в полистирольную мульду с каждой стороны на 0,5 м для того, чтобы впоследствии обладать возможностью их фиксации в стягивающей раме.
- Заполнение полости бетоном с чрезвычайно высоким механическим сопротивлением (250 МПа после выдержки) и низкой влажностью в основном на основе оксида кремния и алюминия («огнеупорные литьевые материалы с низким содержанием добавки воды»). В ходе процесса заполнения осуществляли наружное вибрирование с помощью вибрационного стола и глубинное вибрирование с помощью иглы.
- Отверждение заполненной пресс-формы с помощью пластмасс в течение 24 часов.
- Извлечение полистирольной модельной пресс-формы.
- Сушка и обжиг бетона для удаления влаги, реакция при высокой температуре в печи с контролируемой атмосферой.
- Сжимание бетонного штампа с использованием разборной стальной мульды с отверстиями для длинных прутьев.
- Предварительное воздействие напряжения на прутья.
- Удаление поверхностных загрязнений с бетонного штампа и активирование поверхности корундоструйной обработкой.
- Термический перенос горячего рабочего стального слоя, который можно легко обрабатывать на станке.
- Конечная обработка на станке.
На фиг.2 б) схематически показан поперечный разрез для того, чтобы продемонстрировать отличие от традиционного штампа. На изображении можно видеть основной транспортный подкладной лист и зажим штампа (22) с прутьями для армирования бетона. Можно также видеть армирующие стержни (20). Некоторые из них предварительно подвергают воздействию напряжения (20А) с помощью обода (23). Используемый бетон с высоким сопротивлением (25) представляет собой «литьевой материал с низким содержанием добавки воды» на основе оксида алюминия, который обжигали в печи с контролируемой атмосферой. Армирующие прутья входят в получаемый термическим переносом слой (26). Наконец, изображение показывает слой, который подвергли уплотняющей обработке посредством локальной лазерной плавки (30).
Пример 2
По настоящему изобретению получали селективно нагревающий профилирующий валок. На своей рабочей поверхности валок содержал вмонтированную проводящую нагревающую систему. Такой профилирующий валок получали, следуя последовательности приведенных ниже стадий.
- Изготовление пресс-формы из пенополистирола. Изготавливали пустой цилиндрический каркас с инвертированным по отношению к профилирующему контуром.
- Заполнение полости бетоном с высоким механическим сопротивлением (НРС) с армированием 10% металлических волокон. В ходе процесса заполнения наружное вибрирование осуществляли с помощью вибрационного стола, а глубинное вибрирование - с помощью иглы.
- Отверждение при увлажнении заполненной пресс-формы с помощью пластмасс в течение 24 часов.
- Извлечение полистирольной модельной пресс-формы.
- Сушка бетона для удаления влаги и реализация способности к механическому сопротивлению.
- Удаление поверхностных загрязнений с бетонного штампа и активация поверхности и волокон с помощью корундоструйной обработки.
- Холодное напыление промежуточного слоя титана с низкой проводимостью.
- Нанесение TiN покрытия способом PVD для дополнительного увеличения изоляции.
- Нанесение маскирующего покрытия для раскрытия единственного контура, который должен обладать способностью к нагреванию при прохождении тока.
- Термический перенос Cu.
- Удаление маскирующего покрытия.
- Обработка на станке краев проводящего нагревающего контура перенесенного слоя.
- Нанесение маскирующего покрытия для получения тонкого изолирующего слоя вокруг Cu контура.
- Термический перенос оксида алюминия.
- Удаление маскирующего покрытия.
- Нанесение маскирующего покрытия на участки, уже содержащие перенесенные Cu и Al2O3.
- Холодное напыление Ni-Fe-Mn сплава с низкой теплопроводностью и высоким сопротивлением.
- Удаление маскирующего покрытия.
- Конечная обработка на станке.
Пример 3
Получали опытный образец штампа для горячей штамповки с встроенным охлаждением. Данный штамп содержал некоторое количество участков с высокой проводимостью для реализации высокой прочности изготовляемых деталей и участки, на которых проводимость являлась низкой, для облегчения последующего обрезания детали. Этот штамп получали, следуя приведенным ниже стадиям.
- Изготовление пресс-формы из пенополистирола. Мульда с формой, инвертированной по отношению к инструментальному приспособлению, находится с ее внутренней нижней стороны.
- Размещение трубок с шипами на поверхности пресс-формы, которая соответствует рабочей поверхности, трубки врезают в полистирол на 0,5 мм, шипы торчат наружу из пресс-формы в полость. Используют два независимых цикла операций: один для участков, где желательна высокая скорость отвода тепла и, следовательно, осуществляется охлаждение, и один для участков, где желательны низкие скорости отвода тепла, и таким образом будет применен отпуск.
- Размещение в пресс-форме арматуры, прутья которой вставляли в полистирольную пресс-форму на 0,5 мм на том участке изделия, на который будет впоследствии термическим переносом нанесен металл. Некоторые из армирующих прутьев, которые расположены параллельно рабочему участку, вставляют в полистирольную мульду с каждой стороны на 0,5 м для того, чтобы впоследствии обладать возможностью их фиксации в сжимающей раме.
- Заполнение полости бетоном с высоким механическим сопротивлением (НРС) с армированием 10% металлических волокон. В ходе процесса заполнения наружное вибрирование осуществляли с помощью вибрационного стола, а глубинное вибрирование - с помощью иглы.
- Отверждение при увлажнении заполненной пресс-формы с помощью пластмасс в течение 24 часов (альтернативно, отверждение погружением в воду после удаления модели).
- Извлечение полистирольной модельной пресс-формы.
- Сушка бетона для удаления влаги и реализации способности к механическому сопротивлению.
- Удаление поверхностных загрязнений с бетонного штампа и активация поверхности, трубок и волокон корундоструйной обработкой.
- Сжимание бетонного штампа с использованием разборной стальной мульды с отверстиями для длинных прутьев.
- Предварительное воздействие напряжения на прутья.
- Термическое напыление способом HVOF для получения слоя молибдена или алюминия толщиной 0,5 мм.
- Нанесение маскирующего покрытия на участки, где желательна высокая скорость отвода теплоты.
- Холодное напыление сплава Ti с низкой теплопроводностью на участки, соответствующие участкам детали, которые необходимо обрезать, или участкам, на которых деталь должна обладать высокой способностью к деформации и, таким образом, желательна низкая скорость отвода тепла при инструментальной обработке (участок, соответствующий циклу операций отпуска), для получения толстого (20 мм) слоя.
- Удаление маскирующего покрытия.
- Нанесение маскирующего покрытия на обладающие низкой проводимостью участки, на которые уже осуществляли термический перенос.
- Холодное напыление сплава молибдена или алюминия с высокой проводимостью для получения толстого (20 мм) слоя, который можно легко обработать на станке.
- Удаление маскирующего покрытия.
- Конечная обработка на станке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ КЕРАМИКИ НА ОСНОВЕ ДИОКСИДА ЦИРКОНИЯ | 2007 |
|
RU2337894C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ | 2007 |
|
RU2354632C2 |
| СПОСОБ СИНТЕЗА КЕРАМИКИ | 2004 |
|
RU2280015C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ ВЫСОКОАБРАЗИВНЫЕ ЧАСТИЦЫ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2135327C1 |
| Способ изготовления керамики на основе карбида кремния, армированного волокнами карбида кремния | 2018 |
|
RU2718682C2 |
| Способ металлизации керамики под пайку | 2017 |
|
RU2687598C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА СКОЛЬЗЯЩУЮ ПОВЕРХНОСТЬ ЖАРОПРОЧНОГО ЭЛЕМЕНТА, ЖАРОПРОЧНЫЙ ЭЛЕМЕНТ И ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОРАЗРЯДНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2003 |
|
RU2320775C2 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ С ПОМОЩЬЮ МЕТАЛЛИЗИРОВАННОЙ ЛЕНТЫ | 2018 |
|
RU2711239C2 |
| КЕРАМИЧЕСКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2154361C1 |
| УСТРОЙСТВО КЕРАМИЧЕСКОЙ ПЛАТЫ, КОМПОЗИЦИЯ ЕЕ ПОКРЫТИЯ И СПОСОБ ПОЛУЧЕНИЯ ПОСЛЕДНЕГО | 2003 |
|
RU2269181C2 |
Настоящее изобретение относится к способу изготовления инструментальных приспособлений и штампов путем отливки недорогого вещества-основы с высоким сопротивлением для придания заданного пространственного контура, а затем нанесения металлического покрытия или покрытия из технической керамики на поверхность. Техническим результатом заявленного изобретения является получение рабочей поверхности более высокого качества, покрытие которой имеет большую толщину и более высокую прочность. Технический результат достигается в изделии или инструментальном приспособлении, которое содержит керамический или полимерный материал-основу с механическим сопротивлением более 60 МПа и которое покрыто металлом, интерметаллическим соединением или технической керамикой. При этом покрытие содержит покрытие, полученное холодным напылением. 2 н. и 11 з.п. ф-лы, 2 ил., 3 пр.
1. Изделие или инструментальное приспособление, содержащее керамический или полимерный материал-основу с механическим сопротивлением более 60 МПа, которое, по меньшей мере, частично покрыто металлом, интерметаллическим соединением или технической керамикой, отличающееся тем, что покрытие содержит покрытие, полученное холодным напылением.
2. Изделие или инструментальное приспособление по п.1, отличающееся тем, что материал-основу выбирают из группы, состоящей из:
- бетона на основе фарфоронатного цемента с механическим сопротивлением более 200 МПа;
- пригодного к литью материала с низким содержанием добавки воды на основе оксида алюминия, содержащего или не содержащего армирующие волокна, с механическим сопротивлением более 200 МПа; и
- бетона с высоким или сверхвысоким сопротивлением, обладающего механическим сопротивлением более 150 МПа.
3. Изделие или инструментальное приспособление по п.2, отличающееся тем, что бетон с высоким или сверхвысоким сопротивлением имеет механическое сопротивление 250 МПа.
4. Изделие или инструментальное приспособление по п.1, отличающееся тем, что материал-основа дополнительно содержит металлические частицы любой формы или любого размера для улучшения прилипания покрытия.
5. Изделие или инструментальное приспособление по п.2, в котором часть сухого компонента бетона с высоким или сверхвысоким сопротивлением, по меньшей мере, частично замещена металлическими частицами.
6. Изделие или инструментальное приспособление по п.2, в котором часть цемента бетона с высоким или сверхвысоким сопротивлением замещена металлическим порошком, частицы которого обладают нанометровым размером.
7. Изделие или инструментальное приспособление по любому из пп.1-5, отличающееся тем, что поверхностное покрытие выполнено из износостойкого металла с механическим сопротивлением более 500 МПа.
8. Изделие или инструментальное приспособление по любому из пп.1-6, отличающееся тем, что материал-основа изнутри армирован металлическими прутьями и скреплен с помощью сжимающего кольца для улучшения сопротивления, получаемого в результате изделия растягивающему напряжению.
9. Изделие или инструментальное приспособление по любому из пп.1-8, содержащее трубки, расположенные поверхностно или подповерхностно в материале-основе, придающие данному изделию или данному инструментальному приспособлению функциональную возможность охлаждения/нагревания при циркуляции жидкости по трубкам.
10. Изделие или инструментальное приспособление по любому из пп.1-9, отличающееся тем, что оно представляет собой инструментальное приспособление для формования пластмасс, листовой штамповки или литья сплавов под давлением.
11. Способ изготовления изделий или инструментальных приспособлений, включающий в себя приведенные ниже стадии, на которых:
а) придают отливкой керамическому или полимерному материалу-основе с механическим сопротивлением более 60 МПа желаемый пространственный контур,
б) обеспечивают, по меньшей мере, частичное застывание или отверждение материала-основы и
в) по меньшей мере, частичное покрытие поверхности изделия, получаемого на стадии б), металлом, интерметаллическим соединением или технической керамикой, отличающийся тем, что покрытие представляет собой покрытие, полученное холодным напылением.
12. Способ изготовления по п.11, отличающийся тем, что поверхность материала-основы, включая также металлические частицы при их наличии, активируют перед осуществлением стадии в) с помощью пескоструйной обработки, дробеструйной обработки или травления.
13. Способ изготовления по п.11 или 12, отличающийся тем, что на стадии в) покрытие поверхности изготавливаемого на стадии б) изделия получают в случае деталей с внутренней цилиндрической симметрией нанося на внутреннюю поверхность изделия металлическую облицовку или в случае деталей с внешней цилиндрической симметрией нанося на внешнюю поверхность изделия кольцо или втулку.
| US 4708626 A, 24.11.1987 | |||
| EP 1254967 A1, 06.11.2002 | |||
| 0 |
|
SU148226A1 | |
| Устройство для озвучивания фильмов | 1970 |
|
SU451042A1 |
| Рабочее колесо центробежного вентилятора | 1981 |
|
SU979717A1 |
| Пневматическая форма для изготовления изделий из листовых термопластов | 1956 |
|
SU110865A1 |
| JP 55071584 A, 29.05.1980. | |||

