Изобретение относится к металлургии, а именно к непрерывной разливке металлов и сплавов в формы на конвейере.
В настоящее время на отечественных металлургических заводах заливка жидкого металла в формы на конвейере производится следующим образом. Жидкий металл из миксера через летку поступает на наклонно установленный желоб, а затем на поворотный металлоприемник, с помощью которого заливщик поочередно заливает движущиеся на конвейере формы (изложницы) для получения чушкового алюминия.
Недостатком известной технологии заливки металла в движущиеся на конвейере формы является то, что операция по перестановке поворотного металлоприемника от одной формы к другой производится вручную. Данная операция является утомительной для заливщика, особенно при переходе на выплавку изделий с небольшим объемом, например мелкой чушки, т.к. металлоприемник приходится часто переставлять. Кроме того, заливщик должен снимать окисную пленку и следить за скоростью движения металла.
Наиболее близкой к предлагаемой системе заливки жидкого металла в формы на конвейере является система непрерывной заливки форм на конвейере, которая содержит миксер с леткой, промежуточную емкость, желоб, снабженный подъемником, и поворотный металлоприемник со сливным патрубком, установленный на вертикальной оси.
Недостаток системы состоит в трудоемкости выполнения операции по разливке металла в изложницы и отсутствии устройства для дозирования его. Указанные операции выполняются вручную.
Целью изобретения является снижение трудоемкости и повышение точности дозирования.
Поставленная цель достигается тем, что в устройстве, содержащем миксер с леткой, промежуточную емкость и поворотный металлоприемник, последний выполнен в виде установленного на горизонтальном валу колеса с радиально расположенными сливными патрубками, соединенными между собой кольцевым желобом, размещенным внутри колеса, колесо имеет привод поворота в виде звездочки, закрепленной на валу, и желоб выполнен с торцевой стенкой, при этом желоб и промежуточная емкость оснащены сливными патрубками с затворами и приводами их перемещения.
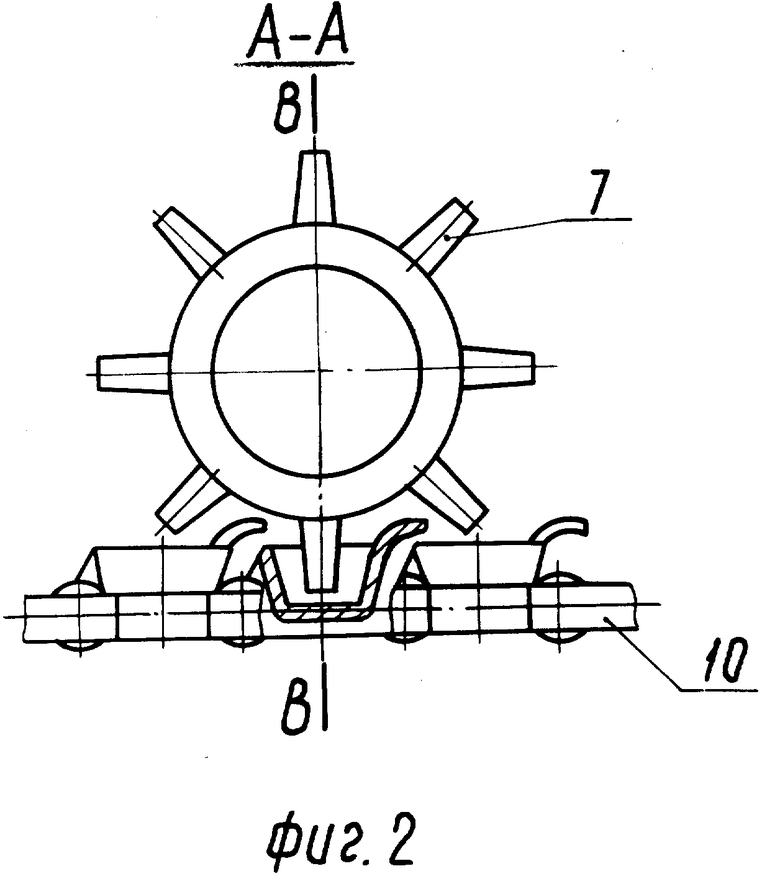
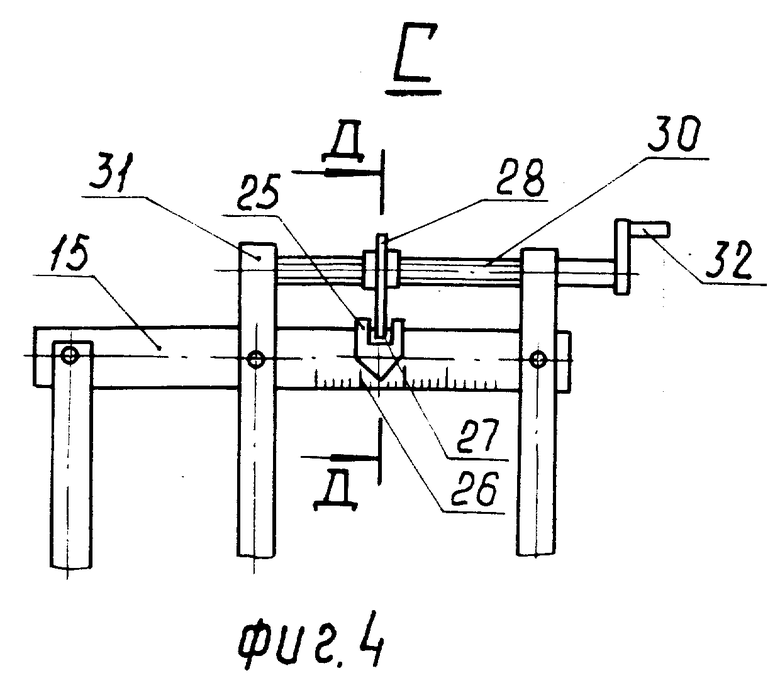
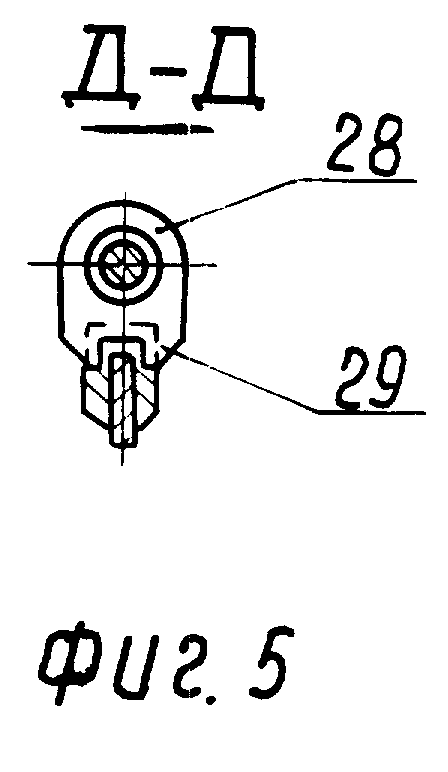
На фиг. 1 показана система в плане, на фиг. 2 разрез А-А на фиг. 1, на фиг. 3 В-В на фиг. 2, на фиг. 4 вид С на фиг. 3, на фиг. 5 разрез D-D на фиг. 4.
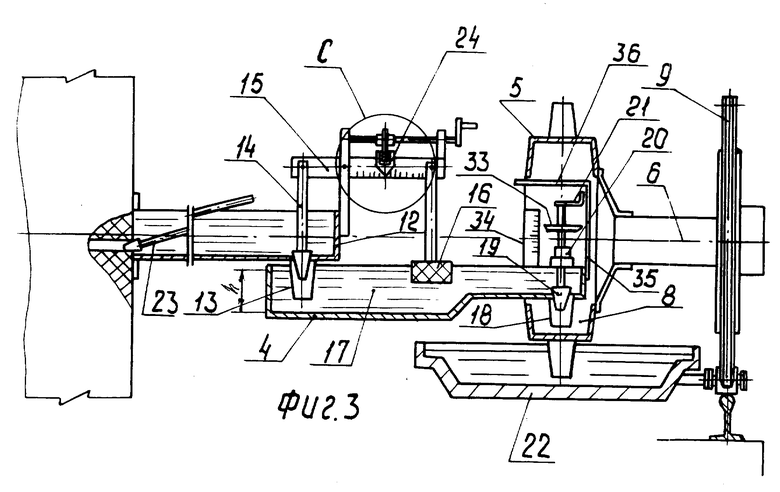
Система соержит миксер 1, летку 2, желоб 3, промежуточную Г-образную емкость 4, поворотный металлоприемник 5, выполненный в виде колеса, установленного на горизонтальном валу 6 и снабженного сливными патрубками 7, радиально установленными на образующей колеса 5 и связанными между собой внутренним кольцевым желобом 8.
Привод металлоприемника 5 выполнен в виде звездочки 9, закрепленной на валу 6 и связанной с цепью 10 конвейера 11.
Нижний конец желоба 3 снабжен торцевой стенкой 12 и направляющим сливным патрубком 13, над которым установлен затвор 14, снабженный приводом в виде рычага 15, шарнирно прикрепленного к стенке 12 металлоприемника 3. К одному концу рычага 15 шарнирно прикреплен затвор 14, а к другому поплавок 16, опущенный в расплав 17 промежуточной емкости 4. Промежуточная емкость 4 имеет сливной патрубок 18, в котором установлен затвор 19 с приводом в виде гайки 20, неподвижно прикрепленной к стенкам емкости 4, и резьбового стержня, соединенного с затвором 19 и снабженного рукояткой 21. На конвейере 11 установлены изложницы 22.
Летка 2 миксера 1 снабжена затвором 23.
Для выполнения точной настройки привода, обеспечивающего поддержание требуемого уровня металла h в промежуточной емкости 4, рычаг 15 снабжен противовесом 24 в виде ползуна с двумя выступами 25, один из которых служит указателем. Выступы 25 схватывают с двух сторон рычаг 15, на котором нанесена измерительная шкала 26.
В верхней части противовеса 24 имеется паз 27, в котором установлен диск 28 с двумя выступами 29, которыми он схватывает рычаг 15. Диск 28 установлен в резьбовом соединении со стержнем 30, установленным на двух кронштейнах 31 и снабженным рукояткой 32.
Для обеспечения точной настройки привода, обеспечивающего дозированный перелив металла из промежуточной емкости 4 в кольцевой желоб 8 металлоприемника 5, привод снабжен указателем 33 в виде диска, прикрепленного к затвору 19, а к стенке промежуточной емкости вдоль пики прикреплена измерительная шкала 34.
Для обеспечения безопасности выполнения операции регулирования привода настройки на кронштейне 35, прикрепленном к промежуточной емкости 4, установлен защитный кожух 36.
Система работает следующим образом.
После включения конвейера 11 поднимают затвор 23 и открывают летку 2 миксера 1. Металл из летки 2 поступает в желоб 3, откуда через сливной патрубок 18 в промежуточную емкость 4 и далее через сливной патрубок 18 в кольцевой желоб 8 металлоприемника 5, из которого через сливной патрубок 7 металл поступает в изложницу 22. Поскольку синхронно движению конвейера 11 вращается металлоприемник 5, металл, переливаясь по кольцевому желобу 8, поочередно через сливные патрубки 7 поступает в каждую изложницу 22.
Передача движения от конвейера 11 на металлоприемник 5 производится через звездочку 9, связанную с одной стороны с цепью 10 конвейера 11, а с другой через вал 6 с металлоприемником 5.
Наличие торцевой стенки 12 и сливного патрубка 13 у желоба 3 способствует регулированию скорости движения расплава и поддерживанию постоянного уровня металлов h в промежуточной емкости 4 посредством привода, состоящгом из затвора 14, рычага 15 и поплавка 16, а также устройства для регулирования настройки этого привода в виде противовеса 24, стержня 30 и рукоятки 32.
Защитный кожух, установленный внутри колеса, способствует безопасному выполнению операции настройки привода и защищает от возможного падения стекающих из кольцевого желоба капель металла.
Процесс разливки металла идет непрерывно. Участие разливщика ограничивается выполнением операции открытия или закрытия летки 2 затвором 23, а также регулировкой приводов дозирующих устройств.
Изобретение позволяет значительно снизить трудоемкость работы разливщиком и повысить точность дозирования металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| АНОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2080419C1 |
| КОМПЛЕКС ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 1998 |
|
RU2138364C1 |
| КОМПЛЕКС ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 2014 |
|
RU2578272C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОДШТЫРЕВЫХ ПРОБОК ДЛЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ | 1992 |
|
RU2038425C1 |
| ГОРЕЛОЧНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1995 |
|
RU2080421C1 |
| ПАКЕТИРУЕМАЯ МЕТАЛЛИЧЕСКАЯ ЧУШКА | 1995 |
|
RU2083315C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1994 |
|
RU2081722C1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2078852C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ РАСПРЕДЕЛЕНИЯ ТЕПЛОНОСИТЕЛЯ В СИСТЕМЕ ТЕПЛОСНАБЖЕНИЯ С ИСПОЛЬЗОВАНИЕМ ОСНОВНОГО И ДОПОЛНИТЕЛЬНОГО ИСТОЧНИКОВ ТЕПЛА И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2089790C1 |
| ПЛАВИЛЬНО-ЛИТЕЙНЫЙ КОМПЛЕКС ДЛЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2005 |
|
RU2285879C1 |
Изобретение относится к металлургии и используется при разливке металлов и сплавов в формы на конвейере. Сущность изобретения: система заливки содержит миксер с леткой, желоб, промежуточную емкость и поворотный металлоприемник, который выполнен в виде установленного на горизонтальном валу колеса с радиально расположенными сливными патрубками. Патрубки соединены между собой кольцевым желобом, размещенным внутри колеса. Привод колеса осуществляется от конвейера через звездочку с цепью. Желоб и промежуточная емкость оснащены сливными патрубками с затворами. Сливные патрубки перемещаются синхронно изложницам. Изобретение позволяет снизить трудоемкость процесса и повысить точность дозирования металла. 7 з. п. ф-лы, 5 ил.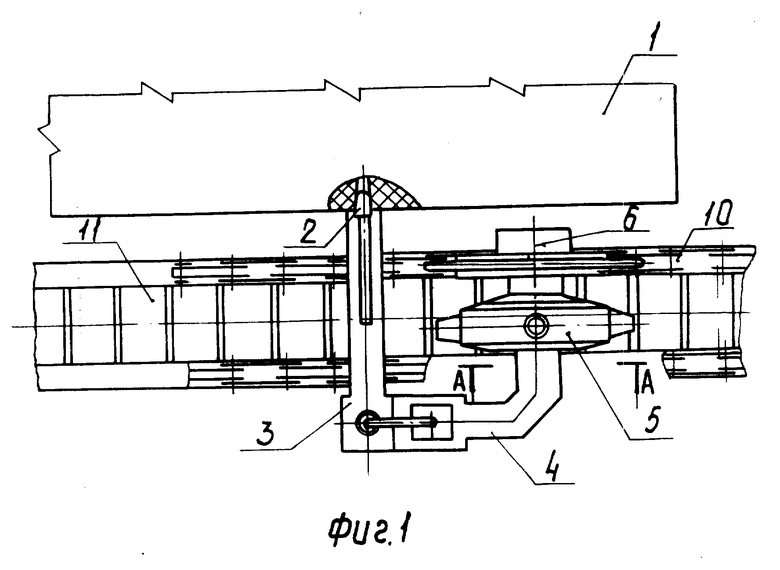
| Вдович Б.Н., Сосненко М.Н | |||
| Заливка литейных форм | |||
| -М.: Высшая школа, 1974, с | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |

