Комплекс заливки жидкого металла в изложницы на конвейере относится к области литейного производства, в частности к литью чушек из цветных металлов и сплавов преимущественно алюминиевых.
Известен аналог-устройство для заливки изложниц на конвейере (источник информации патент №1827319), содержащее, как и в заявленном комплексе заливки жидкого металла в изложницы на конвейере; конвейер, включающий ведущие и ведомые звездочки и охватывающую их цепь с установленными на ней изложницами, разливочный желоб, установленный на неподвижной опоре с возможностью поворота вокруг вертикальной и горизонтальной осей.
Недостатки заключаются в том, что:
- отсутствует устройство для нагрева кокилей (изложниц);
- отсутствует устройство для покраски изложниц;
- отсутствует устройство для охлаждения изложниц;
- отсутствует приточная вентиляция на рабочем месте заливщика металла.
Из-за перечисленных выше недостатков невозможно получить технический результат.
Известен аналог - разливочная машина барабанного типа и барабан для нее (источник информации патент №2171729), содержащая, как и заявленном комплексе, барабан, средство вращения барабана, средство для обеспечения поступательного движения конвейера.
Недостатки заключаются в том, что:
- в разливочной машине нет устройства для покраски изложниц;
- отсутствует устройство для нагрева изложниц перед заливкой их расплавленным металлом;
- в разливочной машине не предусмотрено устройство для охлаждения изложниц в процессе работы установки;
- отсутствует приточная вентиляция на рабочем месте заливщика металла.
Ввиду указанных выше недостатков установка для отливки чушек не может обеспечить решение технической задачи.
Ближайшим аналогом (прототипом) заявленного изобретения является комплекс заливки жидкого металла в изложницы на конвейере (патент РФ 2263557). Совпадающими признаками заявленного изобретения с прототипом являются: миксер с желобом, поворотный металлоприемник в виде разливочного колеса с радиально расположенными сливными патрубками, соединенными между собой кольцевым желобом, размещенным внутри колеса, привод колеса от конвейера, а также конвейера с изложницами.
Недостатки заключаются в том, что:
- в комплексе нет устройства для покраски изложниц;
- отсутствует устройство для нагрева изложниц перед заливкой их расплавленным металлом;
- в комплексе не предусмотрено устройство для охлаждения изложниц в процессе работы установки;
- отсутствует приточная вентиляция на рабочем месте заливщика металла;
- отсутствует приемный склиз-стол для отлитых чушек.
Ввиду указанных выше недостатков комплекс заливки жидкого металла в изложницы на конвейере, взятый за прототип, не может обеспечить решение технической задачи.
Задачей изобретения является создание высокопроизводительного надежного, облегчающего труд обслуживающего персонала комплекса заливки жидкого металла в изложницы на конвейере имеющего: устройство для нагрева изложниц перед заливкой их расплавленным металлом, устройство нанесения противопригарной краски на изложницы, устройство охлаждения изложниц в процессе работы установки, местную приточную вентиляцию на рабочее место заливщика и пристыкованный к раме приемный склиз-стол для отлитых чушек.
Технический результат - разработанный комплекс является высокопроизводительным, надежным, облегчающим труд обслуживающего персонала, имеющем: устройство для нагрева изложниц перед заливкой их расплавленным металлом, устройство нанесения противопригарной краски на изложницы, устройство охлаждения изложниц в процессе работы установки, местную приточную вентиляцию на рабочее место заливщика и пристыкованный к раме приемный склиз-стол для отлитых чушек.
Указанный технический результат достигается за счет того, что в комплекс заливки жидкого металла в изложницы на конвейере, содержащий миксер с желобом, поворотный металлоприемник в виде разливочного колеса с радиально расположенными сливными патрубками, соединенными между собой кольцевым желобом, размещенным внутри колеса, и привод колеса от конвейера, также конвейера с изложницами согласно предлагаемому изобретению в состав комплекса заливки жидкого металла в изложницы на конвейере (далее комплекса) введено устройство для нагрева изложниц перед заливкой их расплавленным металлом, состоящее из шести смесительной газовой инжекционной горелки среднего давления, закрепленной четырьмя гайками-барашками на кронштейнах рамы конвейера, при этом горелка снабжена кожухом для набивки огнеупорной набивной массы, стабилизирующим пламя горелочным туннелем, кроме того смесители горелки имеют устройство для окончательного перемешивания газо-воздушной смеси, причем каждый смеситель является отливкой и представляет собой толстостенную трубу диаметром 62 мм, толщиной 10 мм, длиной 300 мм, в которой по периферии под углом 25 градусов к оси смесителя просверлены четыре сопла с зенковкой входной части 0,3 мм под углом 90 градусов, более того, смесители и насадки к смесителям отлиты из жаростойкого чугуна (хромовый чугун) марки ЧХ28 (Cr=25-30%) и имеют большой срок службы и высокую надежность в работе. При этом конструкция смесителей горелки позволяет получить шарообразный факел длиной 0,6 метра и нагреть изложницы до температуры заливки ~200°C в течение 20 минут. Быстрый нагрев изложниц делает комплекс высокопроизводительным.
Более того, в состав комплекса вводится устройство нанесения противопригарной краски на изложницы, состоящее из пульверизатора, закрепленного на трубе, приваренной к раме комплекса с возможностью установки под разными углами к плоскости изложниц, крана управления и подводящего сжатый воздух гибкого шланга. Благодаря использованию в устройстве нанесения противопригарной краски на изложницы пульверизатора, закрепленного на трубе и имеющего возможность поворачиваться вокруг оси, а также устанавливаться под разными углами к плоскости изложниц, противопригарная краска ложится на внутреннюю поверхность изложниц равномерным тонким слоем, что приводит к получению качественной поверхности отливаемых чушек. Использование пульверизатора облегчает трудоемкую операцию ручной покраски противопригарной краской изложниц и улучшает качество получаемых чушек и культуру обслуживания комплекса заливки жидкого металла в изложницы на конвейере, кроме того, сокращается время покраски и увеличивается производительность комплекса.
Вместе с тем, в состав комплекса вводится устройство для охлаждения изложниц в процессе работы комплекса, состоящее из шести вентиляторов, расположенных на горизонтальной ветви конвейера и двух вентиляторов ВО14-320-5, расположенных на наклонной ветви конвейера, причем четыре вентилятора ВО-3,15-220В на горизонтальной ветви закреплены на кронштейнах, приваренных на стойках рамы конвейера с двух сторон и обдувают изложницы снизу, два вентилятора ВО12-300-3,15 на горизонтальной ветви конвейера обдувают залитые металлом изложницы сверху, а два вентилятора закреплены на кожухе, который опирается на четыре кронштейна, приваренных к раме конвейера, при этом вентиляторы обдувают изложницы с залитым металлом сверху. В процессе работы комплекса изложницы нагреваются, что ухудшает выпадение чушек из изложниц, приводит к повышенному пригару, а также повышенной ломкости чушек при их выбивке, а также вынужденной остановке конвейера (чтобы охладились изложницы). Вентиляторы на конвейере позволяют охлаждать изложницы в процессе работы и устраняют указанные выше негативные явления.
Следует отметить, что комплекс имеет местную приточную вентиляцию на рабочее место заливщика, состоящее из вентилятора ВЦ 14-46 №3,15, короба-воздуховода, зонта и опор короба-воздуховода. Местная приточная вентиляция, установленная на рабочее место заливщика, позволяет улучшить условия труда заливщика металла.
Кроме того, введен крепящийся к кронштейну рамы и кожуху закрывающему привод конвейера приемный склиз-стол, который состоит из склиза, приваренного к нему стола и стальной тележки, на которой все размещено, причем приемный склиз-стол сварен из листовой стали толщиной 5 мм и прямоугольного стального профиля, а стальная тележка перемещается на четырех катках. Приемный склиз-стол предназначен для обеспечения удобства обслуживания и облегчения труда рабочих, складирующих чушки в технологические пакеты. Если необходимо складировать чушки в технологические пакеты и производить их увязку лентой в цехе, то используют приемный склиз-стол. Если же нужно складировать чушки в технологические пакеты и производить их увязку на складе, то отвинчивают 4 болта, крепящие приемный склиз-стол к кронштейну рамы конвейера и кожуху, закрывающему привод конвейера, откатывают приемный склиз-стол, устанавливают технологическую тару под выпадающие чушки и при заполнении последней увозят на склад.
Наконец, привод конвейера состоит из электродвигателя, клиноременной передачи, червячного редуктора, звездочки, закрепленной на выходном валу редуктора, звездочки, закрепленной на приводном валу и охватывающей эти звездочки цепи привода.
На представленных семи фигурах изображен комплекс заливки жидкого металла в изложницы на конвейере, а также отдельные его узлы.
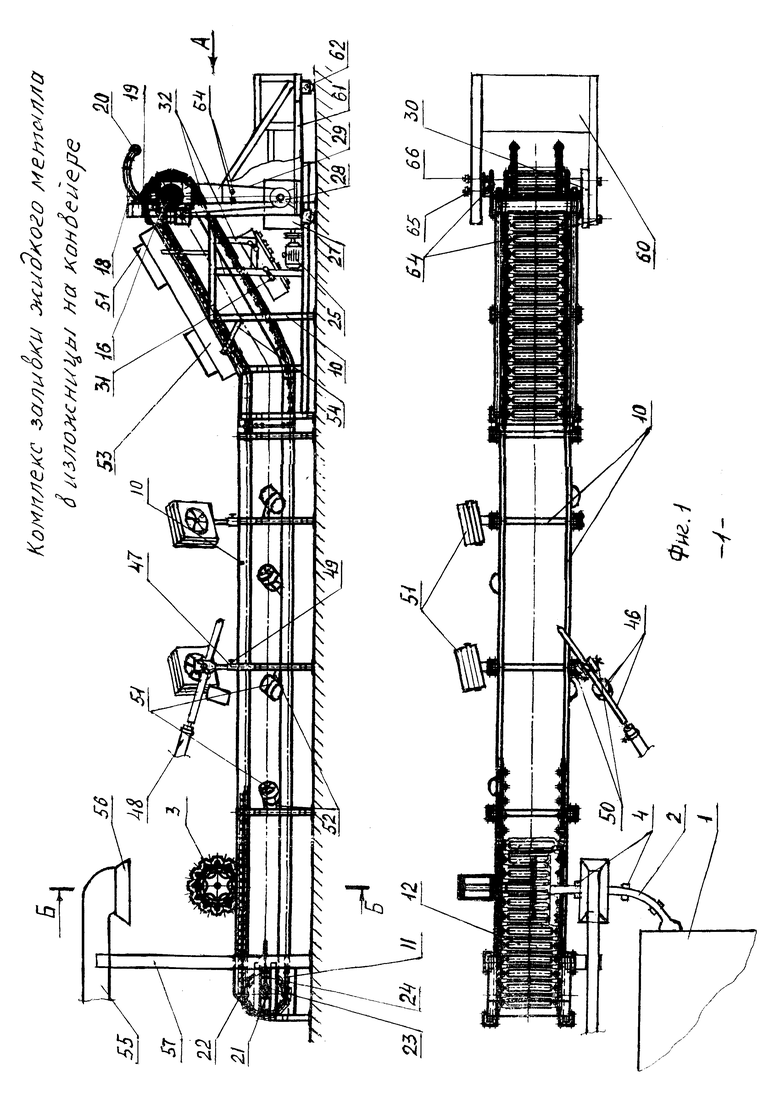
На фиг. 1. Фронтальная и горизонтальная проекции комплекса заливки жидкого металла в изложницы на конвейере.
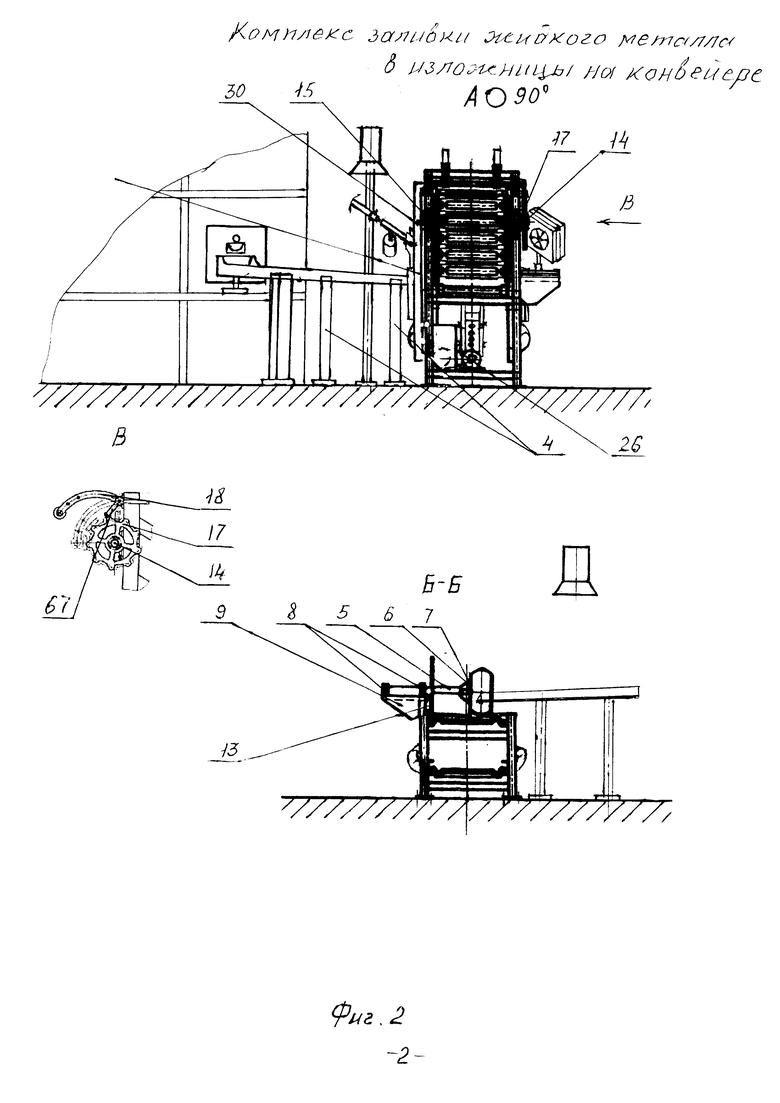
На фиг. 2. Вид А и разрез Б-Б комплекса заливки жидкого металла в изложницы на конвейере.
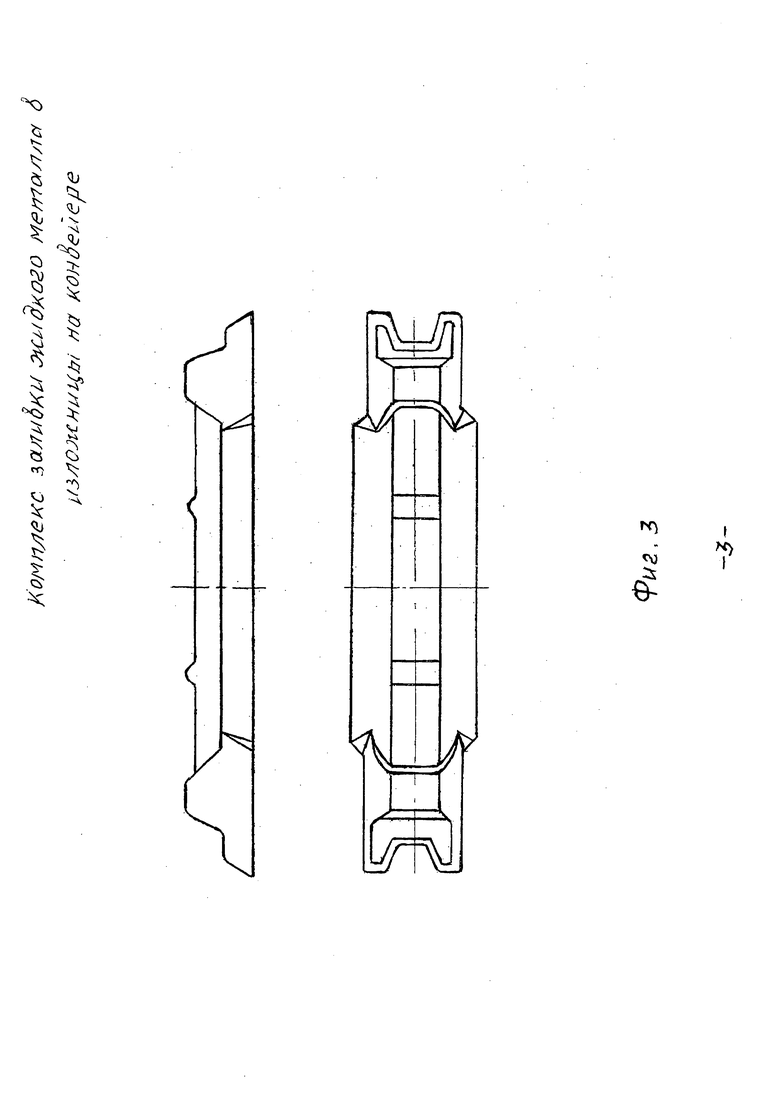
На фиг. 3. Чушка.
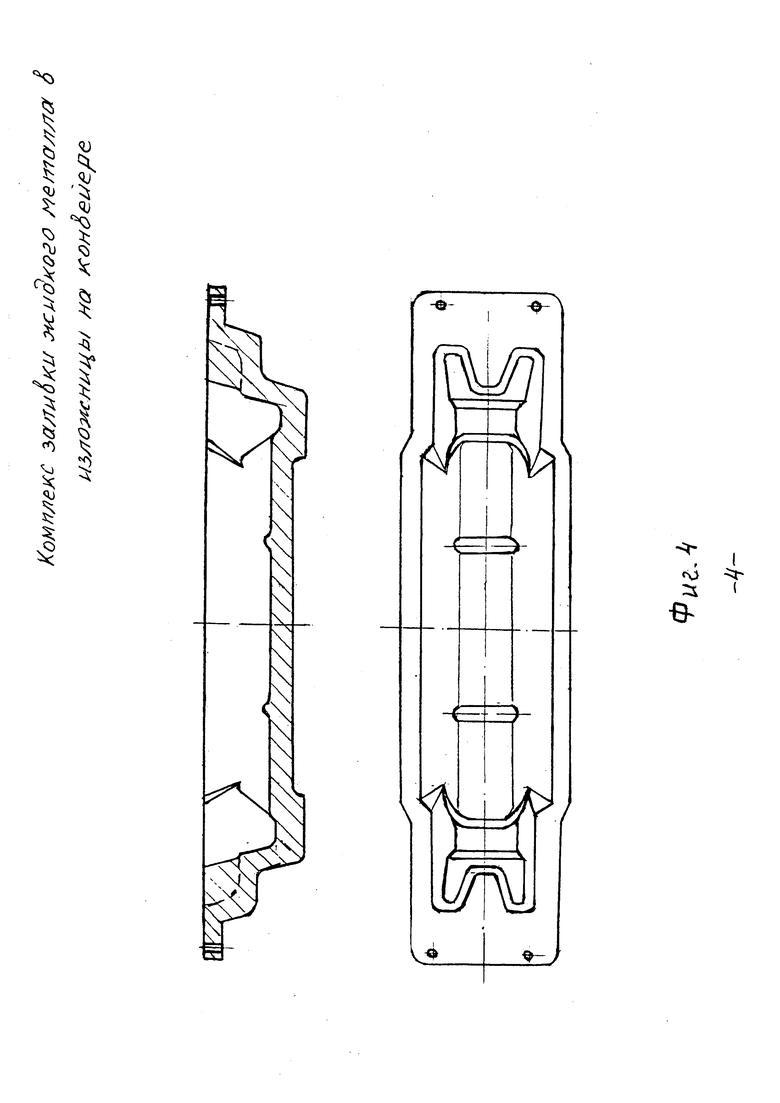
На фиг. 4. Изложница для получения чушки.
На фиг. 5. Фронтальная и горизонтальная проекции шести смесительной инжекционной горелки.
На фиг. 6. Разрез В-В шести смесительной инжекционной горелки.
На фиг. 7. Приемный склиз-стол.
Комплекс заливки жидкого металла в изложницы на конвейере (далее комплекс) относится к области литейного производства, в частности к литью чушек из цветных металлов и сплавов преимущественно алюминиевых. Предлагаемый комплекс состоит: из миксера с желобом, поворотного металлоприемника в виде разливочного колеса с радиально расположенными сливными патрубками, приводной, натяжной станции, тяговой пластинчатой катковой с ребордами цепи с укрепленными изложницами, рамы конвейера, привода конвейера, механизма выбивки отливок, устройства для нагрева изложниц перед заливкой их расплавленным металлом, устройства нанесения противопригарной краски на изложницы, устройства охлаждения изложниц в процессе работы установки, местной приточной вентиляции на рабочее место заливщика и пристыкованного к раме конвейера приемного склиза-стола для отлитых чушек. Рассмотрим отдельно устройство элементов и узлов входящих в состав комплекса.
Миксер 1, из которого разливается жидкий металл по стационарному желобу 2 в поворотный металлоприемник 3, расположен сбоку от конвейера, около натяжной станции фиг. 1. Стационарный желоб 2 металлический, футерован огнеупорным составом, опирается на три опоры 4, а его конец входит в поворотный металлоприемник 3. Поворотный металлоприемник 3 представляет собой разливочное колесо с радиально расположенными сливными патрубками, соединенными между собой кольцевым желобом, размещенным внутри колеса (изображен на двух проекциях фиг. 1 и на разрезе Б-Б фиг. 2). Разливочное колесо (металлоприемник 3) крепится к валу 5 «консольно», восемью болтами 6 с восьмью пружинными шайбами 7, причем сам вал 5 вращается в двух корпусах подшипников 8, с помощью которых он крепится к кронштейну 9, а кронштейн 9 приварен к цельносварной раме 10. Следует отметить, что в корпусах подшипников 8 стоят самоустанавливающие шарикоподшипники 1612.
Главным устройством комплекса является конвейер, состоящий из цельносварной рамы 10, на которой крепятся: приводная станция, натяжная станция, поворотный металлоприемник, тяговая пластинчатая катковая с ребордами цепь с укрепленными изложницами, привод конвейера, механизм выбивки отливок, кожух, закрывающий привод конвейера, приемный склиз-стол. Конвейер имеет две бесконечные пластинчатые катковые тяговые цепи 11, с закрепленными изложницами 12. Эскиз изложницы приведен на фиг. 4, количество изложниц на конвейере 107 штук. В них отливаются чушки весом 15 кг из алюминиевых сплавов различных марок. Эскиз такой чушки приведен на фиг. 3.
Две бесконечные пластинчатые катковые тяговые цепи 11 натянуты на 2-х ведущих и 2-х натяжных звездочках соответственно приводной и натяжной станциях. Катки тяговой цепи 11 катятся по направляющим цельносварной рамы 10 конвейера. Следует отметить, что на валу 5 закреплено неподвижно зубчатое колесо 13, при движении изложниц они наружной поверхностью (около места крепления к тяговой цепи) давят на зубья зубчатого колеса 13, в результате чего вращается вал 5, зубчатое колесо 13, разливочное колесо 3, при этом обеспечивается заливка жидким металлом каждой изложницы 12 фиг. 2. Приводная станция включает в себя приводной вал 14, два корпуса подшипников 15, посредством которых приводной вал 14 крепится к цельносварной раме 10 конвейера и две приводные звездочки 16. В двух корпусах подшипников 15 установлены четыре шарикоподшипника №215, в которых установлен приводной вал 14, оснащенный двумя приводными звездочками 16. Приводной вал 14 имеет два выходных конца: для звездочки привода и храпового колеса 17 для подъема рычагов 18 механизма выбивки отливок фиг. 1, 2. На цельносварной раме 10 конвейера в подшипниках качения №306 установлен вал 19 механизма выбивки отливок с рычагами 18 для крепления на их концах молотков 20, которые выбивают чушки из изложниц 12 (при ударе молотков происходит только сдвиг чушки в изложнице, а ее выпадение происходит на наклонной ветви конвейера под действием силы земного притяжения). Натяжная станция включает в себя вал 21, две натяжные звездочки 22 и натяжное устройство. Вал 21 с двумя натяжными звездочками 22 установлен в двух подвижных (регулируемых) вдоль оси конвейера подшипниках качения 723. Натяжение тяговой цепи 11 осуществляется двумя винтами 23 и двумя гайками 24 фиг. 1.
Привод конвейера состоит из электродвигателя 4A132S8У3 поз. 25, клиноременной передачи 26, червячного редуктора 27 с передаточным отношением 
В состав комплекса введено устройство для нагрева изложниц 12 перед заливкой их расплавленным металлом, состоящее из шести смесительной газовой инжекционной горелки (далее горелки) среднего давления, закрепленной четырьмя гайками-барашками 31 на кронштейнах 32 цельносварной рамы 10 конвейера, при этом горелка снабжена стальным толщиной 2 мм кожухом 33 для набивки огнеупорной набивной массы 34, стабилизирующим пламя горелочным туннелем 35 фиг. 5, 6. Кроме того, смесители 36 горелки имеют устройство для окончательного перемешивания газо-воздушной смеси состоящее из рассекателя 37, выполненного в виде конуса, диска 38, втулки 39 и перфорированной полусферы 40, которые размещаются в расточке каждого смесителя 36. Так как отверстия, просверленные в перфорированной полусфере 40 имеют Ø2 мм и направлены в разные стороны, следовательно, и при горении газо-воздушной смеси образуется короткий шарообразный факел длиной 0,6 метра, который позволяет нагреть изложницы 12 до температуры заливки ~200°C в течение 20 минут. Каждый смеситель является отливкой и представляет собой толстостенную трубу диаметром 62 мм, толщиной 10 мм, длиной 300 мм, в которой по периферии под углом 25 градусов к оси смесителя просверлены четыре сопла 41 с зенковкой входной части 0,3 мм под углом 90 градусов. Смесители 36, все детали устройства для окончательного перемешивания газовоздушной смеси и стабилизирующий пламя горел очный туннель 35 отлиты из жаростойкого чугуна (хромовый чугун) марки ЧХ28 (Cr 25-30%) и имеют высокую жаростойкость, большой срок службы и высокую надежность в работе. Ввиду того, что конструкция горелки предусматривает предварительное и окончательное перемешивание т.е. дает хорошее перемешивание газо-воздушной смеси, то и при горении происходит ее полное сгорание. Горелка работает следующим образом. Газ под давлением подается через штуцер 42 в газораспределительную камеру 43. Вытекающие из сопел 41 струи газа инжектируют воздух из атмосферы цеха, необходимый для горения, который по каналу 44 попадает в камеру 45 предварительного смешения, где происходит предварительное смешение газа и засасываемого воздуха. Окончательное перемешивание газо-воздушной смеси происходит в устройстве для окончательного перемешивания газо-воздушной смеси. Сгорание основной части газо-воздушной смеси происходит в стабилизирующем туннеле 35, остальной части - около донных поверхностей изложниц 12. Номинальное давление газа перед горелкой 0,05 МПа, тепловая мощность 580 кВт.
Более того, в состав комплекса вводится устройство нанесения противопригарной краски на изложницы 12, состоящее из пульверизатора 46, закрепленного на трубе 47, приваренной к цельносварной раме 10 конвейера с возможностью установки под разными углами к плоскости изложниц 12, крана управления (не показан) и подводящего сжатый воздух гибкого шланга 48 фиг. 1. Болт 49 позволяет устанавливать пульверизатор 46 по высоте, а также осуществлять поворот пульверизатора 46 вокруг своей оси. Гайки-барашки 50 позволяют устанавливать пульверизатор 46 под разными углами к плоскости изложниц 12. Благодаря использованию в устройстве нанесения противопригарной краски на изложницы 12 пульверизатора 46, закрепленного на трубе 47 и имеющего возможность поворачиваться вокруг оси, а также устанавливаться под разными углами к плоскости изложниц, противопригарная краска ложится на внутреннюю поверхность изложниц равномерным тонким слоем, что приводит к получению качественной поверхности отливаемых чушек. Использование пульверизатора 46 облегчает трудоемкую операцию ручной покраски противопригарной краской изложниц 12 и улучшает качество получаемых чушек и культуру обслуживания комплекса заливки жидкого металла в изложницы на конвейере. Кроме того, противопригарная краска увеличивает срок службы изложниц и в целом комплекса.
Вместе с тем, в состав комплекса вводится устройство для охлаждения изложниц 12 в процессе работы комплекса, состоящее из шести вентиляторов 51, расположенных на горизонтальной ветви конвейера и двух вентиляторов ВО14-320-5 поз. 51, расположенных на наклонной ветви конвейера, причем четыре вентилятора мод. ВО-3,15-220В поз. 51 на горизонтальной ветви закреплены на кронштейнах 52, приваренных на стойках цельносварной рамы 10 конвейера с двух сторон и обдувают изложницы 12 снизу. Два вентилятора мод. ВО12-300-3,15 поз. 51 на горизонтальной ветви конвейера обдувают залитые металлом изложницы 12 сверху. Два вентилятора 51 закреплены на кожухе 53, который опирается на четыре кронштейна 54, приваренных к цельносварной раме 10 конвейера и обдувает изложницы 12 сверху. В процессе работы комплекса изложницы 12 нагреваются, что ухудшает выпадение чушек из изложниц, приводит к повышенному пригару, а также повышенной ломкости чушек при их выбивке. Вентиляторы 51 на конвейере позволяют охлаждать изложницы 12 в процессе работы и устраняют указанные выше негативные явления.
Следует отметить, что комплекс имеет местную приточную вентиляцию на рабочее место заливщика, состоящее из вентилятора ВЦ 14-46 №3,15 (не показан), короба-воздуховода 55, имеющего в сечении размеры 200×400 мм, зонта 56 и опор 57 короба - воздуховода 55. Вентилятор ВЦ 14-46 оснащен двигателем АИР80В4 мощностью 1,5 кВт и имеет 1400 об/мин. Местная приточная вентиляция, установленная на рабочее место заливщика, позволяет улучшить условия труда заливщика металла.
Кроме того, введен пристыкованный к кронштейну цельносварной рамы 10 и кожуху 30, закрывающему привод, приемный склиз-стол для отлитых чушек, который предназначен для облегчения труда рабочих, складирующих чушки в технологические пакеты фиг. 1 и фиг. 2 вид А. Следует отметить, что автор, чтобы не захламлять эскиз фиг. 2 вид А, а показать некоторые детали и узлы конструкции комплекса, в особенности привода и горелки, на эскизе фиг. 2 вид А не показан приемный склиз-стол, более того, на разрезе Б-Б показано то, что попало в разрез и по вентилятору 51 по сторонам конвейера, а что расположено дальше: вентиляторы 51 над изложницами, пульверизатор 46 и т.д. не показано. Более того, для объяснения работы комплекса в миксере показана летка поз. 58, через которую происходит слив металла. Приемный склиз-стол состоит из: склиза 59, приваренного к нему стола 60 и стальной тележки 61, на которой все размещено. Склиз 59 и стол 60 сварены из листовой стали толщиной 5 мм и стального прямоугольного профиля как показано на фиг. 7, установлены на стальной тележке 61 и приварены к ней. Тележка 61 перемещается на четырех катках 62. С обеих сторон приемного склиза-стола имеется четыре паза 63, по два с каждой стороны, предназначенных для его крепления четырьмя болтами 64, четырьмя гайками 65 и четырьмя пружинными шайбами 66 к кронштейну рамы 10 конвейера и кожуху 30 фиг. 1. Если необходимо складировать чушки в технологические пакеты и производить их увязку лентой в цехе, то используют приемный склиз-стол. Если же нужно складировать чушки в технологические пакеты и производить их увязку на складе, то отвинчивают 4 болта 64, крепящие приемный склиз-стол к кронштейну рамы 10 конвейера и кожуху 30, закрывающему привод, откатывают приемный склиз-стол, устанавливают технологическую тару под выпадающие чушки и при заполнении последней увозят на склад. На складе выполняют операции складирования чушек в технологические пакеты и их увязку. Приемный склиз-стол обеспечивает удобства в обслуживании комплекса и облегчение работы обслуживающего персонала.
Технические характеристики комплекса.
1. Длина комплекса (с приемным склизом-столом), м................14,7
2. Угол наклона приводной звездочки, град.................................30
3. Шаг тяговой цепи, мм.................................................................200
4. Масса чушки, кг..........................................................................15
5. Масса изложницы, кг..................................................................68
6. Количество изложниц, шт..........................................................107
7. Мощность электродвигателя привода, кВт..............................4
8. Мощность вентиляторов системы охлаждения, кВт...............1,6
9. Масса:
комплекса (без изложниц), т..........................................................5,4
изложниц, т.....................................................................................7,276
общая, т............................................................................................12,676
10. Производительность, т/час.......................................................до 5,3
Работа комплекса
Перед сливом жидкого металла из миксера 1 в изложницы 12 комплекса нужно включить приточную вентиляцию на рабочем месте заливщика металла. Установить переносные горелки для прогрева стационарного желоба 2 и поворотного металлоприемника (разливочного колеса) 3 фиг. 1. Включить конвейер комплекса и расположенную под изложницами 12 газовую шести смесительную горелку. Нагреть изложницы 12 до температуры ~200°C в течение 20 минут, далее залить противопригарную краску в бачок пульверизатора 46, открыть кран подачи сжатого воздуха на шланге 48 и произвести покраску всех изложниц на конвейере. В течение 1-1,5 часов прогреть стационарный желоб и разливочное колесо (температура разливочного колеса должна быть 200-350°C). Отключить газ, снять переносные горелки, направленные на стационарный желоб 2 и разливочное колесо 3, а также отключить горелку для подогрева изложниц 12. Открыть летку 58, отрегулировать скорость истечения жидкого металла леточной пикой, чтобы обеспечить полное заполнение изложниц 12. Разливка металла осуществляется следующим образом: жидкий металл из миксера 1 поступает в стационарный желоб 2, по нему течет, попадает в разливочное колесо 3 и, далее, по сливным патрубкам заливает изложницы 12, закрепленные на пластинчатой катковой тяговой цепи 11 конвейера. За время перемещения изложницы 12 от места разливки до приводной звездочки металл кристаллизуется, изложница 12 переворачивается и, чушка после ударов молотков 20 об изложницу 12, выпадает на склиз 59, а затем с него на стол 60 приемного склиза-стола. При сливе металла после прохождения изложницами 12 одного круга необходимо включить вентиляторы 51 системы охлаждения комплекса. После окончания слива металла из миксера 1 в изложницы 12 выключить вентиляторы 51 системы охлаждения и остановить комплекс. Заткнуть пикой летку 58 и вновь плавить шихту. Важно отметить, что работа механизма выбивки отливок невозможна без «собачки» 67, которая закреплена на валу 19 механизма выбивки отливок.
Предложенный комплекс заливки жидкого металла в изложницы 12 на конвейере отличается высокой производительностью, надежностью в работе, и позволяет механизировать трудоемкие операции, тем самым облегчить труд обслуживающего персонала.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2011 |
|
RU2445186C1 |
| Карусельная машина для отливки чушек | 2019 |
|
RU2701227C1 |
| КАРУСЕЛЬНАЯ МАШИНА ДЛЯ ОТЛИВКИ ЧУШЕК | 2010 |
|
RU2417132C1 |
| Установка для отливки чушек | 2020 |
|
RU2744726C1 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2014 |
|
RU2561540C2 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2018 |
|
RU2686174C1 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2010 |
|
RU2416484C1 |
| СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ ЧУШЕК В ИЗЛОЖНИЦЫ ЛИТЕЙНОГО КОНВЕЙЕРА И КОМПЛЕКС ДЛЯ ЛИТЬЯ | 2010 |
|
RU2457919C2 |
| ЖЕЛОБ ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 2012 |
|
RU2490331C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЧУШЕК ИЗ АЛЮМИНИЯ ИЛИ ЕГО СПЛАВОВ | 2024 |
|
RU2830573C1 |
Изобретение относится к области литейного производства, в частности к литью чушек из цветных металлов и сплавов, преимущественно алюминиевых. Комплекс состоит из миксера с желобом, поворотного металлоприемника в виде разливочного колеса с радиально расположенными сливными патрубками, конвейера, механизма выбивки отливок, устройства для нагрева изложниц, устройства нанесения противопригарной краски на изложницы, устройства охлаждения изложниц. Рабочее место заливщика снабжено местной приточной вентиляцией. К раме конвейера присоединен склиз-стол для приема отлитых чушек. Устройство для нагрева изложниц состоит из шестисмесительной газовой инжекционной горелки среднего давления, закрепленной на раме конвейера. Устройство для охлаждения изложниц состоит из шести вентиляторов, расположенных на горизонтальной ветви конвейера, и двух вентиляторов, расположенных на наклонной ветви конвейера. Нанесение противопригарной краски на изложницы осуществляется пульверизатором, закрепленным на раме конвейера с возможностью установки под разными углами к плоскости изложниц. Обеспечивается высокая производительность и надежность работы комплекса. 3 з.п. ф-лы, 7 ил.
1. Комплекс заливки жидкого металла в изложницы на конвейере, содержащий миксер с желобом, поворотный металлоприемник в виде разливочного колеса с радиально расположенными сливными патрубками, соединенными между собой кольцевым желобом, размещенным внутри колеса, конвейер с изложницами и привод конвейера, отличающийся тем, что он снабжен устройством для нагрева изложниц перед заливкой расплавленным металлом в виде шестисмесительной газовой инжекционной горелки среднего давления, закрепленной гайками-барашками на кронштейнах рамы конвейера, при этом горелка содержит кожух для набивки огнеупорной массы, стабилизирующий пламя горелочный туннель и устройство для окончательного перемешивания газо-воздушной смеси, устройством нанесения противопригарной краски на изложницы, устройством для охлаждения изложниц, состоящим из двух вентиляторов, расположенных на наклонной ветви конвейера и закрепленных на кожухе, опирающимся на четыре кронштейна, приваренных к раме конвейера, и шести вентиляторов, расположенных на горизонтальной ветви конвейера, четыре из которых закреплены на кронштейнах, приваренных к стойкам рамы конвейера с двух сторон, и предназначены для обдува изложниц снизу, а два вентилятора предназначены для обдува изложниц сверху, местной приточной вентиляцией рабочего места заливщика, состоящей из вентилятора, короба-воздуховода, зонта и опор, и приемным склизом-столом для чушек, при этом привод конвейера состоит из электродвигателя, клиноременной передачи, червячного редуктора, звездочек, закрепленных на приводном валу и на выходном валу редуктора и цепи, охватывающей звездочки.
2. Комплекс по п. 1, отличающийся тем, что устройство нанесения противопригарной краски на изложницы состоит из пульверизатора, закрепленного на трубе, приваренной к раме конвейера, и выполненного с возможностью установки под разными углами к плоскости изложниц, крана управления и подводящего сжатый воздух гибкого шланга.
3. Комплекс по п. 1, отличающийся тем, что каждый смеситель шестисмесительной газовой инжекционной горелки выполнен в виде литой толстостенной трубы диаметром 62 мм, толщиной 10 мм и длиной 300 мм, в которой по периферии под углом 25 градусов к оси смесителя просверлены четыре сопла с зенковкой входной части 0,3 мм под углом 90 градусов, а детали устройства для окончательного перемешивания газовоздушной смеси и стабилизирующий пламя горелочный туннель отлиты из жаростойкого чугуна марки ЧХ28.
4. Комплекс по п. 1, отличающийся тем, что приемный склиз-стол состоит из склиза, приваренного к нему стола, которые размещены на стальной тележке на четырех катках, причем приемный склиз-стол сварен из листовой стали толщиной 5 мм и прямоугольного стального профиля.
| КОМПЛЕКС ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 2003 |
|
RU2263557C2 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2010 |
|
RU2416484C1 |
| КАРУСЕЛЬНАЯ МАШИНА ДЛЯ ОТЛИВКИ ЧУШЕК | 2010 |
|
RU2417132C1 |
| ГОРЕЛКА | 2009 |
|
RU2406028C1 |
| US 4287936 A, 08.09.1981. | |||

