Изобретение относится к устройствам и способам строительства металлических зданий и сооружений, более конкретно к безопорным металлическим зданиям с дугообразной крышей и вертикальными стенами, выполненными из сменных, соединенных друг с другом фальцовкой панелей и к способу и устройству для формирования таких панелей.
Известен способ изготовления металлических зданий из профильных смежных металлических дугообразных или гнутых панелей, соединяемых боковыми кромками путем фальцовки [1] Известно такое здание, в котором панели крыши полностью дугообразны или изогнуты и доходят до фундамента [2] В таких зданиях панели крыши продолжаются в качестве боковых стен здания и базовая конструкция здания имеет форму непрерывной дуги или полукруга, если смотреть с торца. Устройство для изготовления металлических панелей для такого здания, где сформированные панели гофрируются не только по бокам короба, но и по днищу для создания кривизны [1]
Конструкция дугообразных зданий, т. е. зданий, стены и крыша которых имеют полностью дугообразную форму, имеет как преимущества, так и некоторые ограничения. Одним из ограничений является отсутствие вертикальных стенок, что ограничивает использование вертикального пространства. Пользователям вертикальных зданий часто требуются вертикальные стены как из эстетических соображений, так и для более эффективного использования вертикального пространства у кромок здания. Кроме того, известные устройства имеют ограничения по толщине стального листа, используемого для формирования металлических панелей из-за ограничений, налагаемых на такие устройства. Базовый размер и прочность таких металлических зданий также ограничиваются местными ограничениями на ветровые и временные нагрузки, введенными в строительные нормативы в стране и во всем мире. По мере того, как эти строительные нормы и правила становятся все более жесткими, строителю по существу остаются здания лишь определенного размера. Готовое дугообразное строение должно иметь ограничения по размеру для предотвращения перегрузок, которые могут возникнуть, например, из-за значительных ветровых нагрузок, возникающих при ураганах. Однако, когда общая высота крыши ограничивается примерно до одной пятой общей ширины здания, ветры ураганной силы уже не оказывают такого воздействия, благодаря уменьшению фронтальной площади. Поэтому, имеется потребность в технологии изготовления металлических зданий, сформированных из непрерывных панелей, которые изогнуты не целиком, а имеют прямые вертикальные стенки с сохранением экономичности панельной конструкции прототипа с фальцевыми швами. Такие здания с вертикальными стенками могут удовлетворить имеющуюся потребность в пространстве, экономичности полезности и прочности.
В устройствах по предшествующему уровню техники радиус дуги мог регулироваться только вручную. Более того, радиус дуги мог регулироваться до нужной величины только тогда, когда в устройстве отсутствует металл. Процедура регулировки радиуса включала в себя установку шкал на соответствующие позиции для формирования заранее определенного отрезка металла, затем формирование металла и сравнение его с радиусным шаблоном, который изготавливался из фанеры, или использовалось иное устройство для измерения радиуса. Если после закладки металлического листа в устройство и его гибки радиус оказывался неверным, оператору приходилось устанавливать на шкалах новые значения и полагаться на собственный опыт и правило большого пальца, чтобы получить лист нужно радиуса. Для того, чтобы добиться нужной кривизны дугообразных панелей, требовалось потратить до 500 фунтов (1 фунт 453 г) металла подбирая нужный радиус, в зависимости от опыта оператора устройства. Таким образом существует потребность в автоматической и управляемой регулировке радиуса кривизны с возможностью осуществления такой регулировки когда материал заложен в установку с тем, чтобы исключить отходы, возникающие при попытках добиться нужной кривизны.
Другим недостатком устройства по предшествующему уровню техники является то, что шкалы для регулировки радиуса панели на верхней и на нижней сторонах панели действовали независимо. Если эти две шкалы настраивались неправильно, криволинейная панель деформировалась и отбраковывалась из-за непригодности к пользованию в здании. Более того, такую деформацию иногда называют "штопорением". Поэтому, имеется потребность в автоматической и непрерывной регулировке кривизны панелей не очень опытным оператором.
Другим недостатком машин для формирования дугообразных панелей по предшествующему уровню техники является то, что они не производят прямолинейных участков и криволинейных участков на одной и той же панели. Более того, прямолинейные панели, сформированные отдельно и используемые как панели вертикальных стен здания, являются слабыми, поскольку они не подверглись отгибанию. Другими словами, при существующей технологии гибка лишь боковых стенок панели выполнена быть не может, несмотря на то, что имеется потребность в гибке боковых стенок прямолинейных панелей, используемых в качестве вертикальных стенок здания.
Более того, устройства для производства дугообразных металлических строительных панелей по предшествующему уровню техники имеют главные гибочные валки, которые, регулируясь отдельно друг от друга, вызывают уменьшение зоны контакта в зубчатых передачах, что приводит к значительному преждевременному износу зубчатых колес. Кроме того, когда гибочные валки по предшествующему уровню техники разделяются, очень трудно вновь ввести зубчатые колеса в зацепление, без физического перевода их в нужное положение, что заставляет оператора регулировать устройство при движущихся деталях, что небезопасно.
Более того, когда главные валки разводятся на большие расстояния и зубчатые колеса выходят из зацепления, зазор по окружности между зубьями шестерни становится очень большим, что нарушает синхронизацию между главными гибочными валками и приводит к изготовлению непригодных для использования панелей. Имеется потребность в более совершенной кинематической схеме главных гибочных валков, которая устранила бы вышеуказанные проблемы и обеспечила бы чрезвычайно плавную, безотказную автоматическую гибочную операцию.
По предшествующему уровню техники управление устройством осуществлялось вручную с помощью адекватной гидравлической системы, однако, желательно обеспечить одновременность срабатывания компонентов и автоматическую и непрерывную регулировку гибочной операции с гидравлическим управлением формирователем панелей, отрезным ножом и другими органами. Таким образом, имеется потребность в средствах автоматического управления, расположенных на панели управления с тем, чтобы позволить малоопытному оператору автоматически управлять устройством для производства панелей любой желаемой кривизны, содержащие прямые неизогнутые участки.
Согласно настоящему изобретению предлагается устройство для формирования панелей для изготовления металлических зданий, в которых участки панелей являются криволинейными и их кривизна регулируется автоматически. Устройство также изготавливает панели, упрочненные путем гибки и которые могут иметь как прямые, так и криволинейные участки так, что панели можно использовать для строительства здания с дугообразной крышей и вертикальными стенами. Автоматическое управление устройством осуществляется гидравлически и с помощью микропроцессора, путем измерения и контроля формируемой панели. Кривизна дугообразного участка панели управляется по степени гофрирования нижней части панели, а степень гофрирования определяется по автоматически регулируемому расстоянию между главными гибочными валками. Автоматическое позиционирование гибочных валков осуществляется без преждевременного износа зубчатых колес привода валков и без чрезмерного окружного биения, т.к. это достигается за счет чрезвычайно плавно работающей и безотказной кинематической схемы. Гидравлика системы вместе с органами электроуправления позволяет эксплуатировать устройство малоопытному оператору без дополнительного обучения.
Изобретение также относится к способу строительства и строительной конструкции, в которой множество зданий соединяются вместе без дополнительных опорных колонн, т.е. в качестве колонн используются боковые стены. Это достигается за счет сборки двух вертикальных панелей друг с другом для получения жесткой колонны с вытянутым крепежным элементом, ребрами жесткости и заполненной бетоном в пространстве между вертикальными панелями.
На фиг.1 показан вид сверху устройства по настоящему изобретению, иллюстрирующий общее расположение компонентов и с частичными вырывами, при этом некоторые детали для ясности даны схематически; на фиг.2 частичный вид сверху устройства по настоящему изобретению с выровами, иллюстрирующими главные гибочные валики и систему управления ими; на фиг.3 вид, аналогичный фиг. 2, но с удаленными некоторыми элементами, чтобы показать кинематическую схему главных гибочных валков; на фиг.4 увеличенный вид спереди, показывающий положение измерительного устройства для измерения той части панели, которая прошла через заданную точку; на фиг.5 увеличенный вид узла, показанного на фиг.4; на фиг.6 вид сверху с частичным вырывом узла перемещения гибочных валков и точного измерения их положения; на фиг.7 - сечение по линии 77 на фиг. 6; на фиг.8 боковой вид с частичными вырывами, показывающий привод перемещения главных гибочных валков; на фиг.9 вид сверху устройства для измерения радиуса со снятыми крышками; на фиг.10 панель управления для управления устройством из одного поста квалифицированным оператором; на фиг.11 схема соединений гидравлической и электрической систем для автоматизированного управления всем устройством; на фиг.12 схематический торцевой вид одной из форм здания, которое можно построить используя настоящее изобретение; на фиг.13 перспективный вид детали здания по фиг.12, показывающий узел сборки здания и иллюстрирующий опору; на фиг.14 - схематический торцевой вид другой формы здания, которое можно построить используя настоящее изобретение.
На фиг. 1 показана общая конструкция устройства по настоящему изобретению; которое предпочтительно устанавливается на трейлере 30 для обеспечения мобильности и возможности перемещения на строительную площадку для формирования металлических панелей, из которых будет возводиться здание. Детали устройства собраны на деке 32 трейлера и содержат держатель рулона 36 для установки рулона листового металла соответствующего размера, из которого формируют строительные панели. Вдоль одной стороны устройства рядом с рулоном листового металла установлена валковая формирующая машина 38, которая содержит множество формирующих валков для придания листу желаемой конфигурации. Поскольку такая формирующая машина известна из упомянутого выше предшествующего уровня техники, она не нуждается в описании. Форма поперечного сечения металла, выходящего с формирующих валков может быть известной и показанной в вышеуказанных патентах, взятых за прототип и панели различной формы, собираемые друг с другом и кромки которых фальцуются друг с другом кромкозагибочной машиной также известны. На конце формирующего участка установлен гидравлический нож 40 для отрезания заданной и измеренной длины сформированной панели.
На трейлере установлен двигатель внутреннего сгорания 42 (предпочтительно дизельный двигатель) для привода гидросистемы с помощью насоса 44. На трейлере установлен главный гидравлический клапан 46 для управляемой подачи гидравлического масла на различные гидравлические приводы. Панель оператора 48 содержит различные органы управления, индикаторы и микропроцессор.
Формирующие валки формирующей машины 38 приводятся в действие гидромотором 50. Другие гидромоторы 52 установлены для отгибания кромки сформированной панели P и формирования складок С, как известно из предшествующего уровня техники. Еще один гидромотор 54 установлен для привода гибочных валков днища панели, которые создают нижние складки, определяющие кривизну панели и обозначенные позицией Cb.
Для электронного измерения длины сформированной панели установлено измерительное устройство 56. Другое, по существу идентичное измерительное устройство 58, установлено на другой стороне машины для измерения участков сформированной панели, подаваемых на гибочный участок 68.
Гидравлический нож приводится в действие двумя гидроцилиндрами 62. Рядом с ножом и на одной оси с формирующим участком 38 установлены приемные опорные платформы 64 для поддержки сформированных панелей. Трейлер оснащается соответствующими стеллажами для хранения выносных платформ 64 и 78 и другого необходимого оборудования при транспортировке.
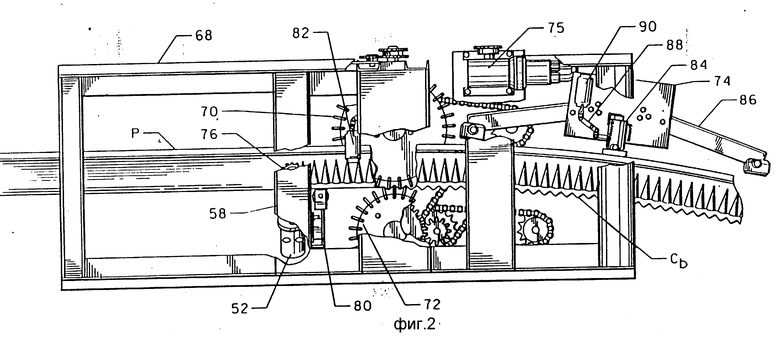
На противоположной относительно участка формовки 38 стороне трейлера расположен гибочный участок 68. Формование нижних складок Cb осуществляется парой гибочных валков 70 и 72. Устройство 74 для измерения кривизны контактирует с панелью за нижними гибочными валками для определения радиуса или градуса кривизны, которую приняла панель в результате формирования нижних складок. Поскольку нижние складки регулируют степень кривизны, а глубина нижних складок регулируется расстоянием между осями гибочных валков 70 и 72, перемещение одного гибочного валка относительно другого определяет степень кривизны. Перемещение гибочного валка 70 относительно валка 72 для управления степенью кривизны осуществляется гидромотором 75. Гибка боковой части панели осуществляется гибочными валками 76, приводимыми двигателем 52. Для приема сформированной панели предусмотрена выносная платформа 78.
Гибочные валки 70 и 72 могут быть полностью выведены из зацепления с дном панели P и в этом случае панель не будет иметь кривизны (т.е. складки Cb будут отсутствовать) и будет прямой и будет выпрямляться боковыми отгибами Cs. С помощью автоматического управления зацеплением и положением гибочных валков, на сформированной панели можно выполнить прямой участок или участки и криволинейный участок или участки, с точным управлением радиусом кривизны криволинейного участка. Если необходимо построить здание с вертикальными стенами, панели, сформированные устройством по настоящему изобретению, можно настроить на изготовление панелей с прямыми участками и либо с дугообразной крышей или с прямой (наклонной) крышей с радиусным криволинейным участком между стенами и коньком крыши. Управление настоящим устройством и формой панели осуществляется системой программного управления. Панели, сформированные устройством по настоящему изобретению могут соединяться друг с другом фальцовкой с помощью кромкозагибочной машины, как и по предшествующему уровню техники.
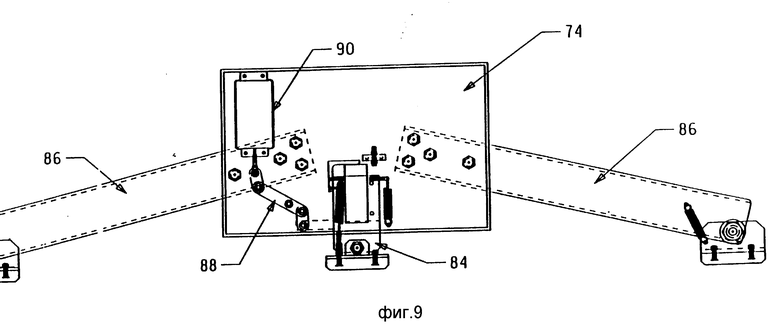
Как показано на фиг. 2, с электронным устройством 58 измерения длины панели соединен электронный датчик 80, который используется для измерения длины той части панели, которая прошла через боковые гибочные валки. Другой электронный датчик 82 используется для определения положения гибочных валков относительно друг друга, т.е. глубины складок, если они выполняются. Узел 74 измерения кривизны, показанный более подробно на фиг.9, содержит узел измерения кривизны 84, который при контакте с криволинейной панелью измеряет ее кривизну. Это достигается за счет того, что когда фиксированные рычаги 86, разнесенные на фиксированное расстояние контактируют с панелью, узел 84 измеряет вертикальный размер или высоту дуги. Механическая связь 88 позиционирует электронный датчик 90. Этот датчик посылает электронную информацию на микропроцессор для дальнейшего регулирования устройства.
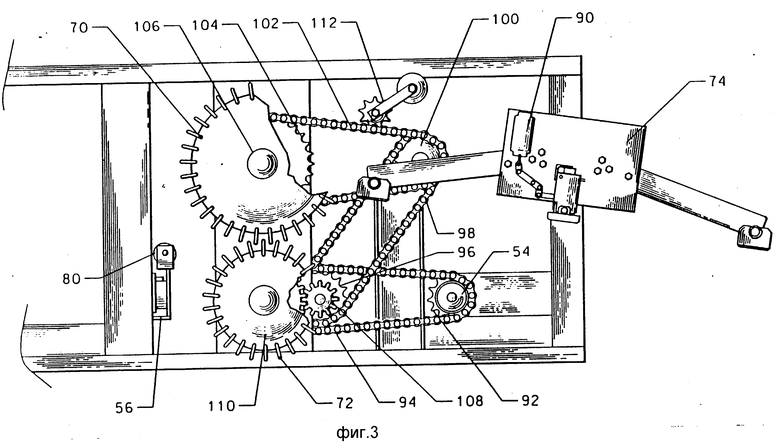
Привод вращения гибочных валков показан на фиг.3. Гидромотор 54 гибочных валков приводит во вращение вал, на котором установлена звездочка 92, которая приводит в движение цепь 94, огибающую звездочку 96. На вал насажаны две звездочки 96, разнесенные друг от друга и одна из них взаимодействует с цепью 98, которая огибает звездочку 100. Другая звездочка 100 на том же валу взаимодействует с цепью 102, огибающую звездочку 104, прикрепленную к приводному валу 106 гибочного валка 70. Шестерня 108 установлена на валу звездочки 96, а на приводном валу гибочного валка 72 установлена приводная шестерня 110 для привода этого валка. Натяжитель 112 предназначен для натяжения цепи 102, которая меняет свое положение из-за регулировки положения валка 70 под управлением мотора 75.
В ранее использовавшихся устройствах такого типа гибочные валки приводились тремя цилиндрическими прямозубыми зубчатыми колесами, соединенными непосредственно. Когда главный гибочный валок, который предназначен для выполнения складок, отводился от шестерен, контактное отношение было мало и шестерни подвергались преждевременному износу и разрушались. В конструкции по настоящему изобретению гибочные валки 70 и 72 соединены механически, но сохраняют полную свободу перемещения без нарушения синхронизации и без биения шестерен.
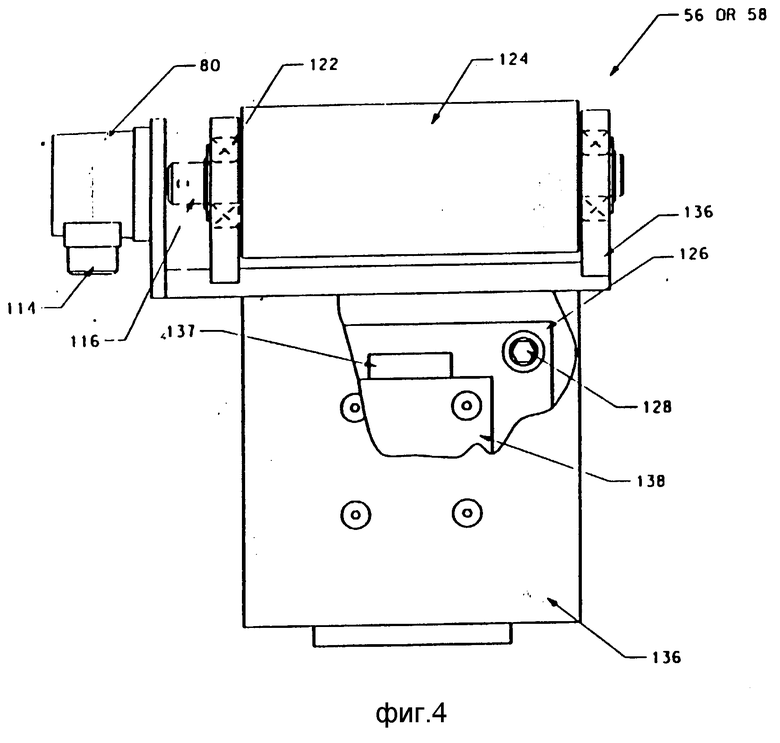
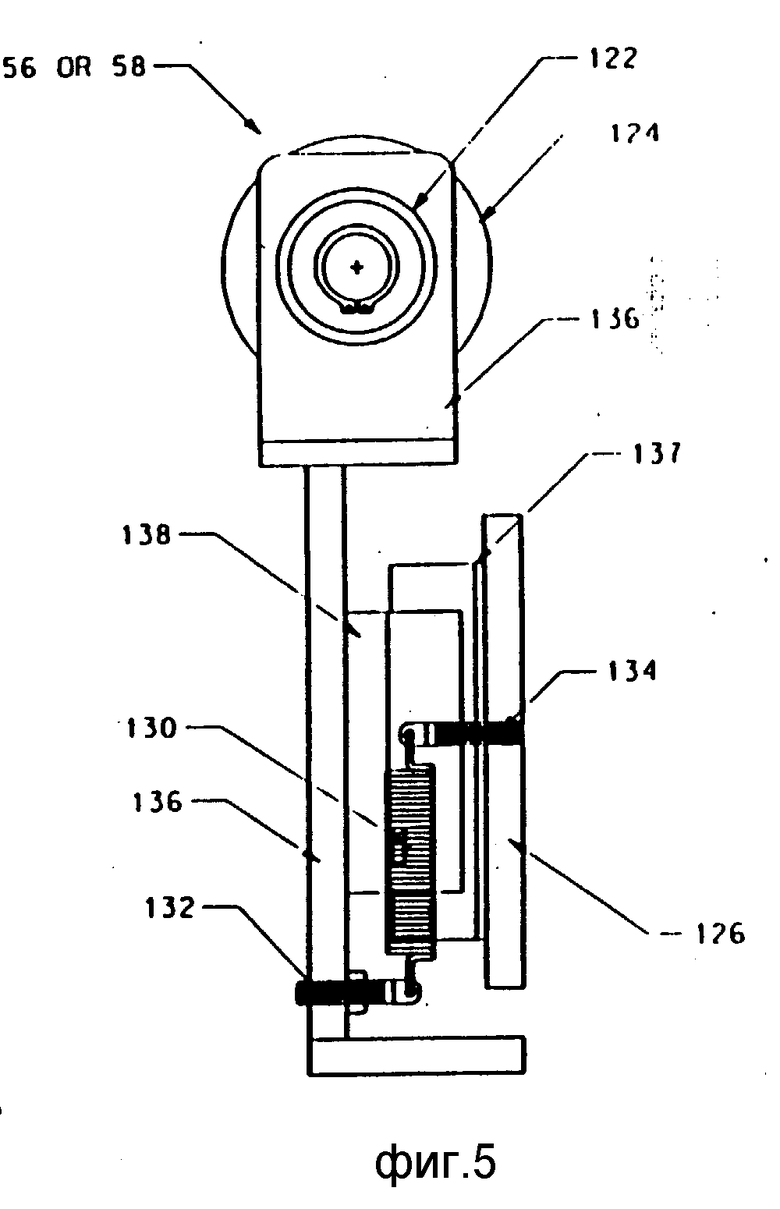
На фиг.4 и 5 показан узел измерительного устройства, такой как 56 и 58, для электронного измерения длины сформированных панелей. Датчик 80 через водонепроницаемую пробку и жгут 114 соединен с микропроцессором. Измерительный ролик 124 цилиндрической формы свободно вращается на подшипниках 122. Этот ролик выполняется из фенольного материала, который очень износоустойчив и обеспечивает адекватное трение, необходимое для точного измерения панелей. Узел крепится на установочной пластине 126, закрепленной на раме устройства болтами 128. Измерительное устройство установлено подвижно и смещается пружиной 130, работающей на растяжение и прикрепленной к проушине 132 на установочной пластине 126 и к проушине 134 на подвижной рамке 136 измерительного ролика. Подвижный блок 138 скользит по направляющей 137 так, что рамка 136, на которой установлен ролик 124, имеет возможность перемещения вверх и вниз, постоянно прижимаясь к нижней поверхности панели P под воздействием пружины 130.
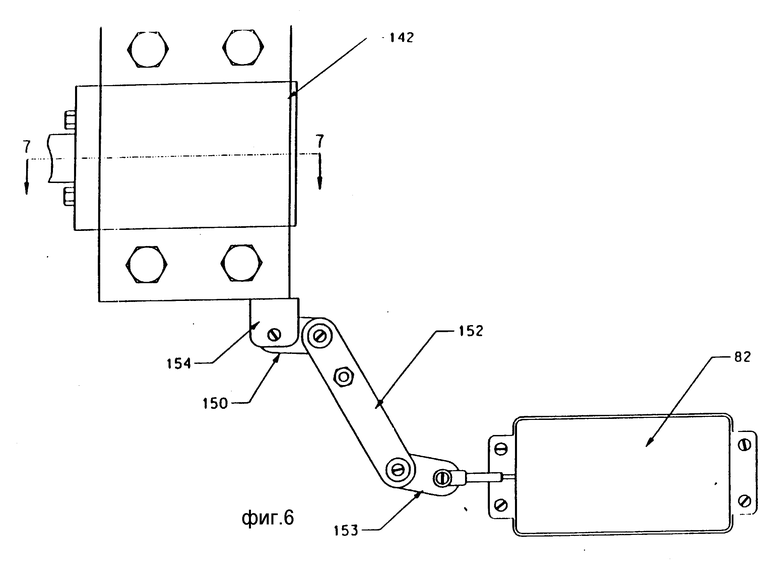
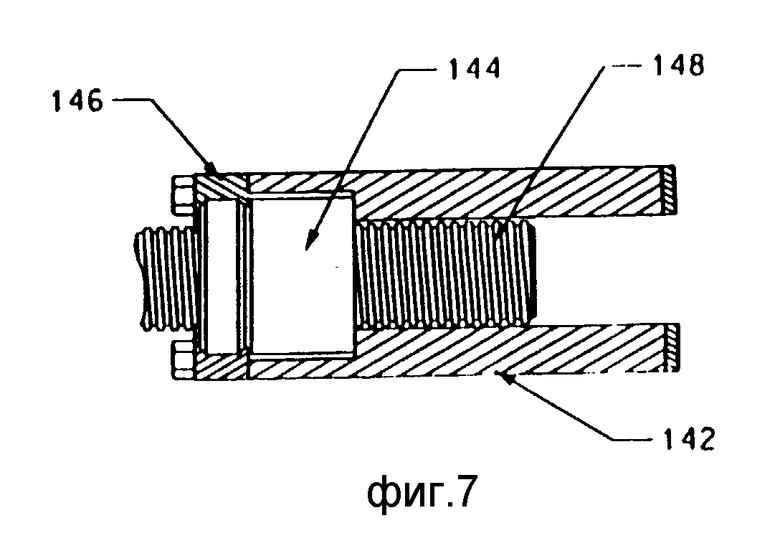
Гибочный валок 70, для обеспечения его подвижности, установлен на пластине и подвижном упорном блоке 142 (фиг.6 и 7). Бронзовая гайка 44 и удерживающий фланец 146 собраны на резьбовой шпильке 148, которая вращается двигателем 75. Эта резьбовая шпилька перемещается внутри гайки 144 обеспечивает возможность радиального перемещения упорного блока относительно валков, обеспечивая необходимый диапазон перемещения складок. Применение гайки обеспечивает возможность очень медленного вращения, например, 1-2 об/мин и очень быстрого возврата, около 40-50 об/мин. Когда упорный блок 142 перемещается радиально он в свою очередь перемещает механические связи 150, 120 и 153, которые соединены с упорным блоком через серьгу 154 и, кроме того, соединены с датчиком 82 для определения положения гибочных валков.
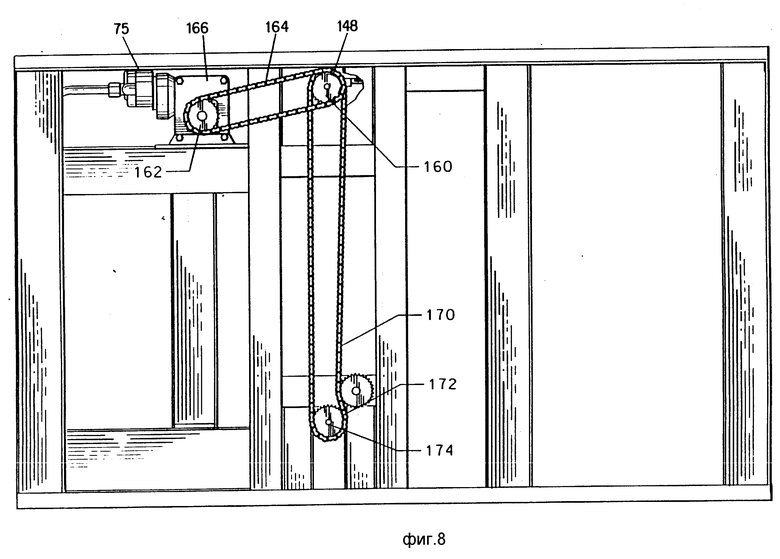
На фиг. 8 показан привод обоих концов вала нижнего гибочного валка 70, которые совместно перемещаются в одно и то же положение. Звездочка 160 насажана на вал 148 и приводится цепью 164, огибающей звездочку 162, которая в свою очередь соединена с редуктором 166, приводимым гидромотором 75. Другая цепь 170 огибает еще одну звездочку 160 и другую звездочку 172 на валу 174. Вал 174 аналогичен валу 148 и управляет другим концом валка 70. Оба этих вала представляют собой концы резьбовых шпилек 148. При надлежащем позиционировании гибочных валков достигается заданная точность готовых панелей, что позволяет избежать брака, обычно получаемого при использовании ранее применявшихся машин.
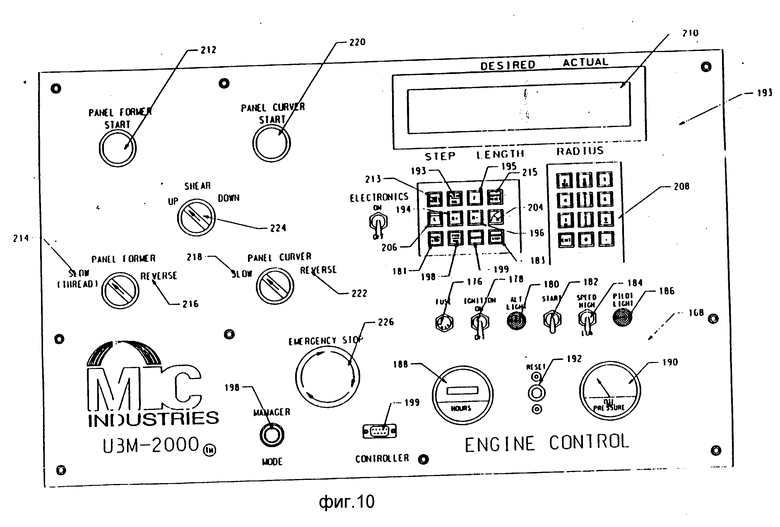
На фиг.9 показана панель управления 48, в которой также размещен микропроцессор. Участок 168 панели управления 48 предназначен для управления двигателем и содержит предохранитель 176 и выключатель зажигания 178, индикатор работы генератора 180 и выключатель стартера 182. Двигатель внутреннего сгорания, предпочтительно дизельный, с помощью переключателя 184 можно перевести на высокие или низкие обороты. На панели имеется индикатор 186 включения зажигания. Прибор 188 показывает количество проработанных двигателем часов, а манометр 190 показывает давление масла двигателя. Кнопка "Сброс" 192 используется для возврата органов управления в исходное положение. На верхнем правом участке панели управления 48 находится панель 193 управления микропроцессором, которая содержит кнопку увеличения радиуса 194 и кнопку уменьшения радиуса 196. Тип здания можно задавать нажатием кнопки 198 "Тип здания" и вводя цифры, соответствующие типу здания, например, задавая форму формируемой панели. Перевод английских мер в метрические осуществляется переключателем 198. Толщину можно задавать нажатием кнопки "F" 195 и кнопки "ТНК" 19, и вводить конкретную толщину с клавиатуры 208. Индикатор 210 используется для индикации фактических и заданных радиусов и длин. Кроме того, он используется для индикации всех управляющих функций и ошибок микропроцессора. Для задания конкретной длины и радиуса нажимаются кнопки управления 204 и 20, после чего с клавиатуры 208 задаются значения длины и радиуса.
Управление панелью, проходящей через участок формирования 38, осуществляется кнопками 212, 214 и 216. Кнопка 212 задает медленную подачу в узел, чтобы обеспечить правильность операций. Кнопка запуска формирования панели 214 используется для начала быстрого протягивания панели через узел формирования. Этот режим автоматически отключается при достижении заданной длины. Кнопка 216 реверсирует вращение формирующих валков для вывода панели из узла формирования.
Органы управления панели 48 для гибочного участка 68 имеют те же функции, а именно, медленная загрузка панели 218, реверсирование направления вращения 222 или прогон на высокой скорости (нормальная работа) 220. Гидравлический нож 40 работает перемещаясь вверх и вниз под управлением переключателя 224 и всю установку можно отключить кнопкой аварийного останова 226. Для связи микропроцессора с персональной ЭВМ используется порт 199 последовательной передачи данных RS 232. Кнопки 213 и 215 используются для возврата в исходное положение формирователя панели и гибочного устройства, соответственно.
Кнопка 199 используется для изменения функций во время работы машины. Кнопка "сброс/калибровка" 193 используется для сброса введенных значений и калибровки машины. Режим управления 198 позволяет оператору проверять и/или изменять сотню различных эксплуатационных параметров машины.
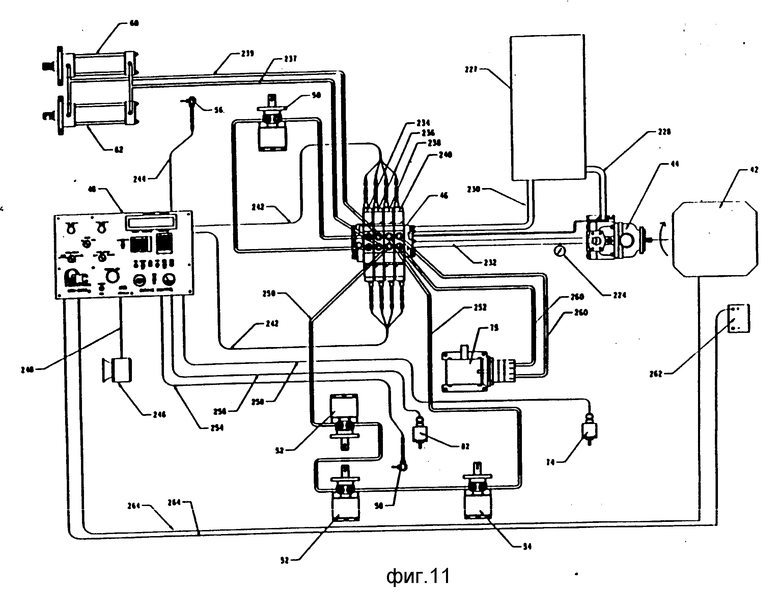
На фиг.11 показана схематическая иллюстрация компонентов управления устройством. Двигатель 42 приводит в действие гидравлический насос 44, который получает гидравлическое масло по линии 228 из бака 227. Поршневой насос 44 с регулируемым расходом закачивает гидравлическое масло по линии 232 на главный гидравлический клапан 46. Давление замеряется и регулируется с помощью манометра 224. Главный гидравлический клапан 46 имеет четыре основных участка 234, 236, 238 и 240. Участок 234 управляет работой приводного гидромотора 50 участка формирования панели и управляется с панели управления 48 кнопками 212, 214 и 216 и сигналами от микропроцессора. Участок 236 главного гидравлического клапана 46 предназначен для управления работой гидравлического ножа 40 по линиям 237 и 239 за счет срабатывания гидроцилиндров 62 для перемещения ножа вверх или вниз. Кнопка 238 управляющего клапана предназначена для управления приводными гидромоторами 52 и 54 гибочных валков. Гидравлическое масло проходит по линиям 250 на гидромоторы 52 и 54 и возвращается обратно по линиям 252. Гидромоторы вращают гибочные валки как описано выше. Участок 240 гидравлического клапана управляет гидромотором 75 позиционирования гибочных валков по линиям 260 для перемещения валка 70 к валку 72 или от него для управления степенью кривизны от прямой панели до панели с заданным радиусом.
К микропроцессору и главной панели управления 48 через электрическую линию 248 подключена аварийная сирена 246.
Микропроцессор управляет всеми четырьмя участками 234, 236, 238 и 240 посредством сигналов, посылаемых по жгуту 242.
Устройство 58 измерения длины панели посылает сигналы на микропроцессор по жгуту 244, и микропроцессор управляет скоростью и временем работы привода через двигатель 50 в соответствии с данными о длине панели, введенными с панели управления.
Аналогичным образом устройство 58 для измерения длины подает сигналы на микропроцессор, встроенный в панель управления 48, по электрическим линиям 242, которые используются для управления участком 238 управляющего клапана для управления гидромоторами 52 и 54 и, следовательно, длиной участка панели, проходящего через гибочные валки. Данные о кривизне, обнаруженной устройством 74 измерения радиуса, подаются по жгуту 258 на микропроцессор, а микропроцессор посылает обратно сигналы на управляющий клапан 240 для управления позиционирующим гидромотором 75, который управляет положением гибочных валков и задает радиус. Положение гибочных валков определяется датчиком 82, который подает сигналы по линии 256 на микропроцессор, который в свою очередь посылает сигналы на участок 240 управляющего клапана для точного определения положения и, тем самым, для дальнейшего управления гидромотором 75 и позиционирования гибочных валков.
Далее следует описание работы устройства. Работа начинается с рулоном листовой стали, установленным на ролике 36 на трейлере 30. Под управлением кнопок 212, 214 и 216 лист пропускают через формирующий участок 38, приводимый гидромотором 50 на длину, заданную с клавиатуры 208 с помощью кнопки задания длины 206, которые расположены на панели управления. По мере формирования панелей датчик 56 электронными средствами измеряет панели, сходящие с валков формирующего участка и посылает сигналы по линии 244 на панель управления и микропроцессор 48. Когда достигается заданная длина, гидромотор 50 автоматически выключается и выдается сигнал оператору на отрезание панели ножом 40. Оператор управляет ножом кнопкой 124 для отрезания панели и отрезанная панель остается на выносной платформе 64, входящей в комплект установки. Платформа 64 удерживает панели до тех пор, пока они не будут готовы к гибке на гибочном участке 68. Установка может производить различные панели в зависимости от формы валков на участке 38. Из листа шириной 36 дюймов (914,4 мм) можно получать панели шириной 24 дюйма (609,6 мм), 22 дюйма (558,8 мм) и 20 дюймов (508 мм), из листа шириной 24 дюйма можно получать панели шириной 12 дюймов (304,8 мм) или 16 дюймов (406,4 мм).
После этого, сформированную панель пропускают через гибочный участок 68 и на боковых участках формируют складки с помощью бокового гибочного валка 76, управляемого гидромоторами 52. После этого оператор вводит заданный радиус нажимая кнопку 204 "Радиус" и для ввода значения радиуса можно использовать цифровую клавиатуру. Датчик 82 определяет положение главного гибочного валка 70 относительно валка 72. Оператор подает панель на гибочный участок и начинает гибочный процесс, используя кнопку 218 для старта и, затем, нажимая кнопку 220. Гидромотор 52 протягивает панель через гибочный участок под воздействием гидравлического привода и главные гибочные валки 70, 72 также вращаются под воздействием приводного гидромотора 54. Датчик 74 контактирует с изогнутой панелью и измеряет соответствующий радиус. Если измеренный радиус не соответствует заданному радиусу, введенному в микропроцессор, датчик 74 посылает сигнал на панель по линии 258, которая управляет клапаном 240 с тем, чтобы гидромотор 275 переустановил гибочный валок 70. Датчик 82 получает сигнал от микропроцессора по линии 256, который информирует контроллер об использовании нового значения радиуса. Оно затем запоминается в микропроцессоре для дальнейшего использования в качестве эталона. Гибочный валок подстраивается на нужный радиус и когда эта настройка будет выполнена, микропроцессор информирует оператора и формирование панели продолжится, после чего она будет уложена на платформу 78.
Для того, чтобы собирать специальные здания, где панель имеет прямоугольный участок и один или более радиусных участков с нужным радиусом кривизны, оператор вводит в микропроцессор панели управления 48 информацию на передачу сигналов на датчики 74, 58 и 82 для управления гибочным участком. Например, если оператор желает получить прямоугольную стену, криволинейную крышу и прямолинейную стену, первым значением, вводимым с панели управления будет длина прямоугольного участка, которую можно ввести с цифровой клавиатуры 208. После желательной кривизны дугообразного участка можно ввести длину окончательного прямого участка. Кроме того, зданиям определенного типа присвоены коды, которые можно вводить после нажатия кнопки 198 "Тип". Настоящее устройство с помощью измерительного узла 58 может измерять соответствующую длину прямого участка панели Р. В этой точке отгибаются только боковые фланцы, а центральная донная часть остается нетронутой поскольку участок является прямолинейным. При достижении заданной длины микропроцессор останавливает гидромотор привода. В этой точке гибочный валок 70 приводным гидромотором 75 через редуктор переводится в рабочее положение. Затем микропроцессор выдает команду на привод для продолжения формирования панели на криволинейном участке, а прямолинейный участок сдвигается на опорную платформу. После изготовления криволинейного участка нужной длины, установка снова останавливается, чтобы главный гибочный валок можно было отвести от панели и сформировать третий и последний участок как прямолинейный участок. Микропроцессор управляет всеми этими функциями, включая нужное время задержки, радиус и длину панелей. Панель управления 48 также содержит регуляторы ручного ввода данных 194 и 195, чтобы оператор мог осуществлять аварийную регулировку радиуса. Эти регуляторы включают клапан 240 для запитывания гидромотора 75.
Кнопка типа здания 196 позволяет оператору гибко выбирать желаемый тип здания, вводя единственную команду через клавиатуру 208. Значения толщины вводятся через кнопки 195 и 198 в первую очередь для запоминающего устройства микропроцессора.
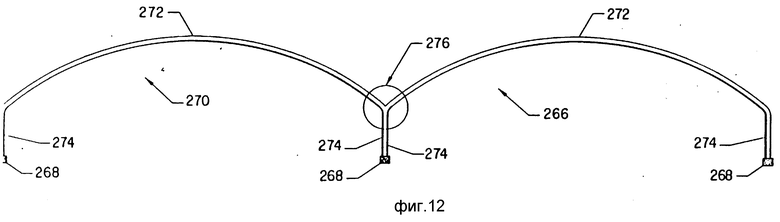
На фиг. 12 показан один тип здания 226, которое можно построить, используя настоящее изобретение. Пролет 270 панели имеет дугообразную крышу 272 расположенную между двумя вертикальными стенами 274. В данном случае все здание 266 формируется путем сборки участков панели бок о бок, как показано на фиг. 12, где вертикальные боковые стены 274 соединяются друг с другом и образуют общую вертикальную стену 276. Такое здание может также использоваться как единичное или множественное устройство. Для удобства такое здание может возводиться на опорах или на фундаменте 268, как известно из предшествующего уровня техники.
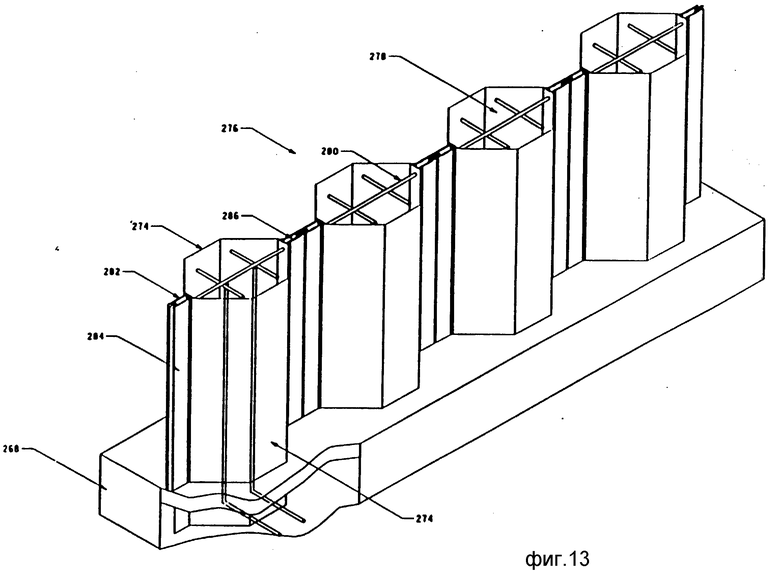
На фиг.13 показана деталь общей вертикальной стены 276. Панели при сборке друг с другом образуют участок с полостями шестигранной или сотовой формы 278. В эти полости может быть помещена арматура и эти полости могут быть заполнены бетоном (не показан) для жесткости и опоры. Экструдированные алюминиевые панели 282 могут устанавливаться между панелями и крепиться крепежом 284 для соединения их плоскостями. По полостям 286 в экструдированных элементах могут проходить кабелепроводы электросистемы, которые альтернативно могут проходить через некоторые из полостей 278, которые в этом случае бетоном не заполняются.
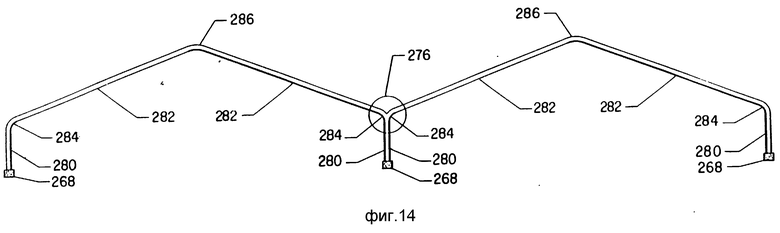
На фиг.14 показано готовое здание другой формы. Такие здания формируются с использованием прямых вертикальных стен 280, отделенных от наклонного прямолинейного участка крыши 282 криволинейным участком 284. Небольшой участок 286 на коньке крыши завершает форму. Используя вертикальные колонны 276, как описано выше, можно возводить два или более пролетов. Такие бетонные вертикальные колонны также могут использоваться и в вертикальных стенах однопролетных зданий.
Как показано выше, настоящее изобретение дает уникальное устройство для автоматического и управляемого формирования листового металла в панели для металлических зданий, а также уникальный способ формирования желаемых панелей и зданий нового типа. Таким образом, настоящее изобретение ограничивается лишь объемом прилагаемой формулы изобретения.
Использование: изобретение относится к способам изготовления металлических панелей для безопорного здания, к устройствам для осуществления данного способа и к безопорным зданиям с дугообразной крышей и вертикальными стенами, выполненными из сменных, соединенных друг с другом фальцовкой панелей. Сущность изобретения: панель формируют заранее определенной длины из рулона листового металла. Сформированные панели непрерывно отбортовываются по боковым кромкам для их упрочнения и селективно изгибаются путем гофрирования донной части панели. Отбортовка и кривизна регулируются автоматически так, что можно формировать панели здания с вертикальными стенами и дугообразной крышей. Подвижный отбортовочный валок автоматически позиционируется для регулировки кривизны и имеет цепной привод, позволяющий его позиционировать, не влияя на работу его привода вращения. 3 с. и 14 з.п. ф-лы, 14 ил.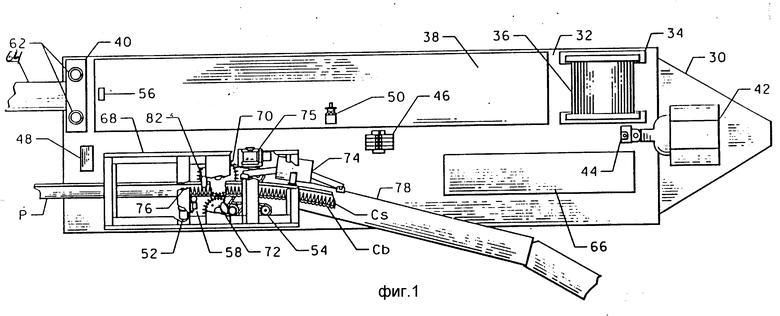
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| GB, патент, 1456530, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент, 3902288, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
