Область техники
Настоящее изобретение относится к гибочному устройству для гибки металлических листов с буртиками.
Технической задачей изобретения является создание гибочного устройства для металлических листов с прямыми вертикальными кромками и, конкретно, такого устройства, которое позволяет обеспечить переменный радиус изгиба. В основном это осуществляется без закатывания буртиков путем прокатки плоских кромок таким образом, что они постепенно становятся более тонкими по направлению к буртикам, в частности имеют переменную толщину.
Краткое описание чертежей
Фигура 1 - поперечный разрез прокатного узла гибочного устройства.
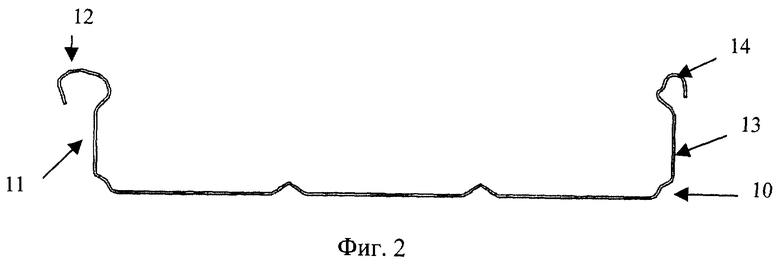
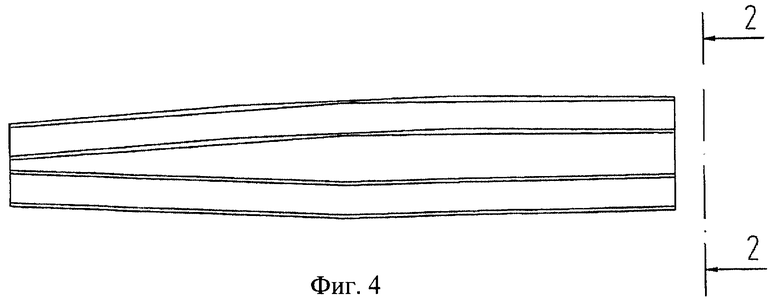
На фигуре 2 показан металлический лист в поперечном разрезе, который также показан на фигуре 1, и он представляет собой вид с торца, как показано стрелками 2-2 на фигуре 4.
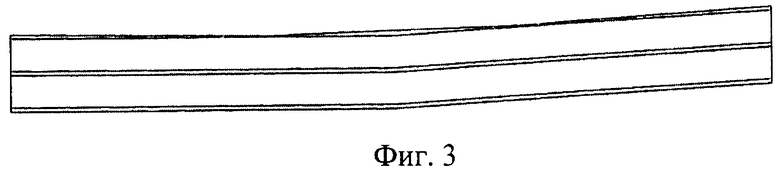
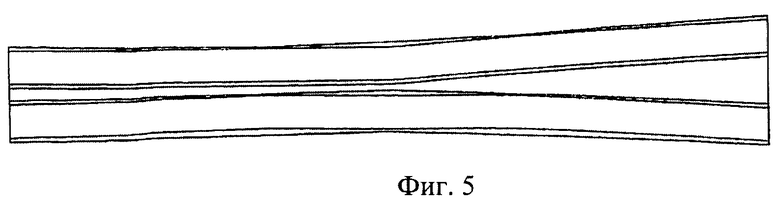
Фигуры 3-5 представляют собой примеры металлических листов, которые могут быть согнуты устройством, показанным на фигуре 1.
Описание предпочтительного варианта изобретения
На фигуре 1. прокатный узел в гибочном устройстве показан в процессе прокатки металлического кровельного листа 10 с прямыми кромками 11, 13, оканчивающимися буртиками 12, 14, которые лучше видны на фигуре 2. Один из буртиков больше другого так, что буртики двух смежных листов могут быть вставлены один в другой и герметически закатаны, если это необходимо. Плоские части кромок 11, 13 зажаты между двумя валками 15, 16 и 17, 18 соответственно двух прокатных узлов 19 и 20.
Прокатный узел имеет раму 30 с направляющими в виде направляющих рельсов 31, 32 и 33, 34 соответственно для двух прокатных узлов 19, 20. Поскольку два прокатных узла, по одному для прокатки кромок 11, 13, имеют одинаковую конструкцию, далее будет подробно описан только один прокатный узел 20. Он имеет раму 35, которая скользит по направляющим рельсам 33, 34. Рама 35 может перемещаться по направляющим рельсам с помощью привода с шариковой винтовой парой 36. На раме 35 установлен с возможностью скольжения по направляющей 37 корпус опоры 38, в котором вращается внутренняя опора 39. Ось 40 опоры 17 проходит через эту внутреннюю опору 39. Часть 39 вращается в корпусе 38 ходовым шариковым винтом 41, а корпус 38 перемещается по направляющей 37 с помощью ходового шарикового винта 42. Валок 18, или противодействующий валок, смонтирован на подшипниках в корпусе 43, положение которого регулируется с шарикового ходового винта 45.
Помимо описанного прокатного узла, гибочное устройство содержит входной узел с силовыми подающими валками и выходной узел, также включающий силовые валки. Эти два узла являются обычными и здесь подробно не описываются.
Путем углового регулирования валков 15, 16 с помощью ходового шарикового винта 41 можно прокатывать кромки 11 и 13, делая их постепенно более тонкими по направлению к буртикам 12 и 14, что делает внешние части кромок более длинными, и согнуть лист. При этом лист сгибается, хотя буртики не становятся более тонкими. Путем регулирования наклона валков 15, 17 можно изменять радиус изгиба листа. Поскольку такое регулирование перемещает валки 15, 17, оператор должен также регулировать положение корпуса 38 посредством ходового шарикового винта 42 и регулировать положение соответствующего корпуса прокатного узла 19. Если необходимо изготовить лист с изменяющимся радиусом изгиба по его длине, можно выполнять указанное регулирование во время прокатки. Ходовые шариковые винты могут приводиться в движение двигателями, управляемыми компьютером. Можно осуществить программирование на основе накопленного опыта, а точная регулировка может быть выполнена при пробной прокатке. Таким образом можно делать длинные кровельные листы для крыш с изменяющимся наклоном. Посредством ходового шарикового винта можно регулировать устройство на различную толщину листа.
Регулируя наклон валков 15, 17 так, чтобы они прокатывали кромки 11 и 13, делая их более тонкими к основанию кромки, можно также изгибать лист несколько вверх, но чтобы получить больший изгиб вверх, нужно прокатывать также плоскую среднюю часть листа. Для этой цели к машине может быть добавлен отдельный прокатный узел.
Прокатные узлы 19, 20 могут перемещаться по направляющим 31-34 при прокатке так, чтобы было можно прокатывать кровельные листы переменной ширины типа, показанного на фигурах 3-5. Такие листы, например, применяются для куполообразных крыш. Листы, имеющие дугообразные стороны постоянного радиуса, предназначены для куполообразных крыш, имеющих постоянный радиус кривизны, тогда как листы, имеющие дугообразные стороны с переменным радиусом, предназначены для куполообразных крыш с переменным радиусом наклона. Можно сгибать листы с радиусом изгиба, который изменяется по длине. Иногда может оказаться необходимым сгибать листы, показанные на фигуре 3, которые с одной стороны являются выпуклыми, а с другой - вогнутыми.
Во время гибки листа оператор управляет шариковыми винтами 36 так, чтобы гибочное устройство непрерывно приспосабливалось к изменению ширины листа. Ходовые шариковые винты 41 и 42 регулируются одновременно с тем, чтобы гибка была приспособлена к изменению ширины в соответствии с алгоритмом, определенным для формы листа, т.е. в соответствии с предопределенным режимом работы.
Вместо обязательного перемещения прокатных узлов 19, 20 по направляющим 31-34 можно создать прокатные узлы, свободно движущиеся по направляющим с тем, чтобы они направлялись буртиками листа. Можно предусмотреть сбалансированное пневматическое устройство для начальной установки положения прокатных узлов на направляющих и затем положение листа на направляющих устанавливается кромками листа.
Изобретение относится к обработке металлов давлением и может быть использовано при производстве металлических листов с вертикальными боковыми кромками. Устройство содержит для каждой вертикальной боковой кромки прокатный узел с двумя валками для прокатки боковой кромки между ними, устройство для регулировки давления на валки и устройство для регулирования угла между осями валков. Расширяются технологические возможности. 5 з.п. ф-лы, 5 ил.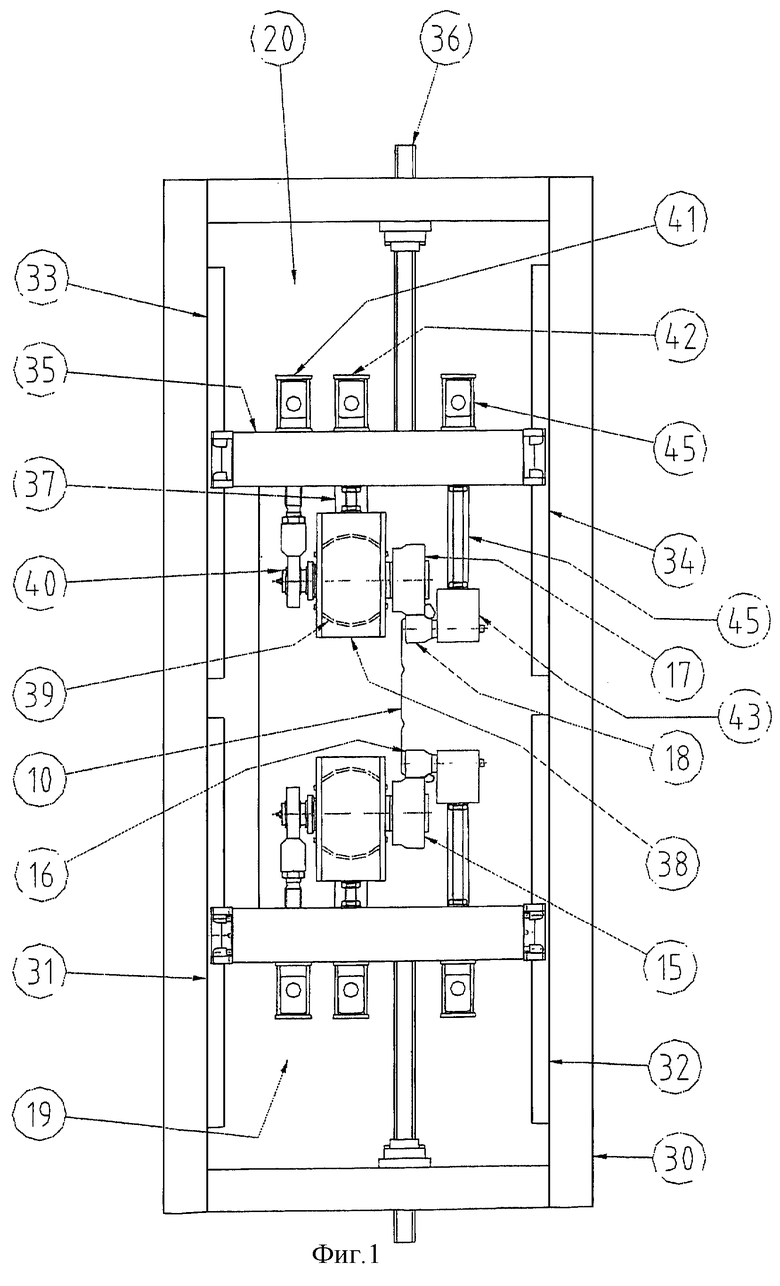
| МЕЩЕРИН В.Т | |||
| Атлас схем | |||
| Листовая штамповка | |||
| - М.: Машиностроение, 1975, с.74, лист 34, рис.154 | |||
| Способ гибки профилей уголкового сечения | 1988 |
|
SU1558530A1 |
| Трехроликовая машина для гибки профильных заготовок | 1991 |
|
SU1796312A1 |
| Способ изготовления гнутых профилей проката | 1977 |
|
SU1050774A1 |
| Захватное устройство для пакетагРузОВ | 1979 |
|
SU796157A1 |

