Изобретение относится к литейному производству, в частности к литью охлаждаемых лопаток газотурбинных двигателей и газотурбинных установок из жаропрочных и коррозионных сплавов с монокристальной структурой методом направленной кристаллизации с использованием керамических стержней сложной конструкции.
Известны конструкции стержней для получения лопаток турбины со сложной системой охлаждения внутренней полости. Согласно аналогу [1] для получения охлаждаемой лопатки используют конструкцию керамического стержня, формирующего одну полость охлаждения, а для повышения эффективности охлаждения применяют вставной дефлектор. Эффективность охлаждения в лопатке при использовании такой конструкции стержня обеспечивает температуре газа в турбине не выше 1500oC.
Известна конструкция стержня [2] в которой для получения литых охлаждаемых изделий используют составной сложный керамический стержень, состоящий из основного и дополнительных мини-стержней, один конец которых в виде шпильки располагается в углублении основного стержня и восковой модели, а второй в виде пластинки образует дозирующие отверстия в готовой отливке.
Недостатками конструкции является недостаточная эффективность охлаждения, обусловленная тем, что выпуск воздуха через сформированные таким стержнем дозирующие отверстия обеспечивает пленочное охлаждение, а также чрезвычайная трудоемкость при установке мини-стержней.
Технической задачей изобретения является создание составного керамического стержня для получения профилированного литого изделия, имеющего эффективную проницаемую систему охлаждения, а также снижающего трудоемкость при его изготовлении.
Поставленная задача достигается тем, что предлагается составной керамический стержень для получения литых полых изделий, преимущественно лопаток турбины, включающий основной и дополнительные стержни, выполненные в виде керамических пластин и изогнутые по профилю пера. Дополнительные стержни размещены на основном стержне и содержат продольные ряды отверстий и выступов, расположенных в шахматном порядке с внутренней и внешней сторон дополнительных стержней, причем выступы с внутренней стороны дополнительных стержней соединены с поверхностью основного. Выступы с внешней и внутренней сторон дополнительных стержней могут быть выполнены в виде цилиндрических штырьков или полых сфер. Выступы с внутренней стороны дополнительных стержней могут быть выполнены в виде цилиндрических штырьков, а с внешней в виде полых сфер.
На фиг. 1 представлена конструкция составного стержня, включающего основной стержень 1, дополнительные стержни 2, отверстия 3, выступы 4 в виде цилиндрических штырьков с внутренней стороны дополнительных стержней, выступы 5 в виде цилиндрических штырьков с внешней стороны дополнительных стержней.
На пере основного керамического стержня 1, изготовленного прессованием керамической массы, установлены дополнительные тонкие стержни 2, представляющие собой, например, керамические пластины, изогнутые по профилю пера, на которых в шахматном порядке расположены отверстия 3 и цилиндрические штырьки малого диаметра с внутренней 4 и внешней 5 сторон дополнительных стержней. Высота цилиндрических штырьков с внутренней стороны дополнительных стержней определяется плотным контактом с основным, для чего на последнем в процессе изготовления были предусмотрены углубления. С внешней же стороны установлены равновеликие цилиндрические штырьки, высота которых определяется толщиной стенки лопатки в модели. Зацепляясь с керамикой оболочковой формы в процессе ее изготовления, они образуют после заливки металла отверстия на поверхности пера лопатки.
Лопатка после удаления такого стержня из отливки имеет основную охлаждающую полость, сформированную основным стержнем и периферийную, сформированную дополнительными стержнями и представляющую собой полость в самой стенке лопатки. Таким образом, стенка лопатки состоит из двух слоев, в каждом из которых имеются отверстия малого диаметра для прохода охлаждающего воздуха. Для обеспечения жесткости конструкции между слоями расположены штырьки. Воздушный поток в такой лопатке из основной полости поступает через отверстия внутренней стенки в дополнительную полость, турбулизуется на штырьках и через выходные отверстия проникает на внешнюю горячую поверхность лопатки, образуя заградительную воздушную завесу.
Для повышения скорости воздушного охлаждающего потока в стенке пера лопатки возможно использование формы выступов в виде полых сфер, располагающихся на дополнительных стержнях в тех же местах, что и цилиндрические штырьки.
На фиг. 2 представлен вариант конструкции керамического стержня, имеющий выступы 4 с внутренней стороны дополнительных стержней в виде полых сфер и выступы 5 с внешней стороны дополнительных стержней в виде полых сфер.
В этом случае полые керамические сферы обеспечивают контакт основного и дополнительных стержней между собой и керамической оболочкой.
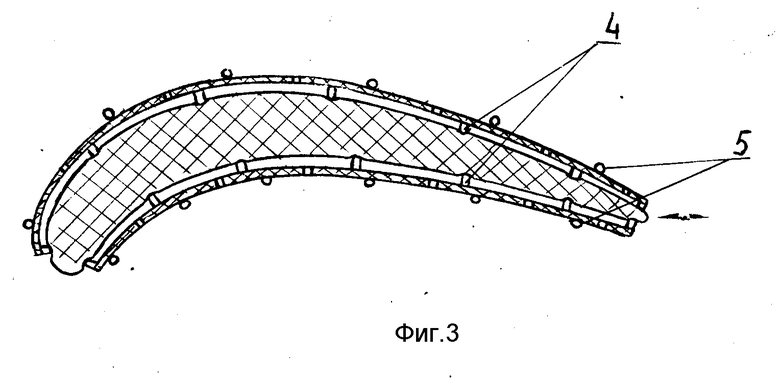
На фиг. 3 представлена конструкция керамического стержня, в котором возможна комбинация формы выступов в одном составном стержне при необходимости обеспечить разную толщину стенок у торца и замка лопатки. В этом случае с внутренней стороны они имеют форму цилиндрических штырьков 4, а с наружной - полых сфер 5.
Примеры получения лопаток с различными вариантами конструкции предлагаемого составного керамического стержня.
Пример 1. Основной керамический стержень изготавливали путем запрессовки стержневой массы из смеси порошков электрокорунда. Дополнительные тонкие стержни получали из той же стержневой массы в форме профиля пера с продольными рядами отверстий. Стержни прокаливали. После прокалки на дополнительном стержне устанавливали керамические цилиндрические штырьки с двух сторон, чередуя их с отверстиями в шахматном порядке. Затем дополнительный стержень крепили на основном, устанавливая его штырьками с внутренней стороны в углубления основного, промазав последние керамической суспензией для обеспечения плотного контакта. Высоту штырьков с внешней стороны проверяли шаблоном и далее изготавливали модель лопатки, например, из воска, проследив, чтобы торцы выступов снаружи были расчищены от модельной массы. Потом изготавливали оболочковую керамическую форму по технологии для направленной кристаллизации и заливали жаропрочным сплавом на никелевой основе в установке для направленной кристаллизации УВНК-8П. Из полученной отливки удаляли керамику в растворе бифторида калия.
Полое перо такой лопатки кроме основной охлаждающей полости содержит периферийную, образованную дополнительным стержнем в стенке самого пера, состоящего из двух слоев с отверстиями, обеспечивающих проникающее охлаждение. Для эффективного и равномерного охлаждения диаметр штырьков и отверстий составлял 0,5 1,5 мм, а шаг по профилю 5 10 диаметров отверстий.
Пример 2. В отличие от примера 1 для получения выступов на дополнительном стержне использовали полые сферы керамические шары продукт спекания тонкодисперсных порошков Al2O3. Их устанавливали в тех же местах, что и штырьки, предварительно отобрав по размеру с помощью сита. В зависимости от размеров лопатки диаметр полых сфер может меняться в пределах 0,5 1,5 мм. Далее изготавливали лопатку, как в примере 1. Форма отверстий в стенках такой лопатки была получена в форме полых сфер, что способствует увеличению скорости охлаждающего потока в изделии.
Пример 3. Для получения стержня с комбинированной формой выступов с внутренней стороны дополнительного стержня устанавливают штырьки, а с наружной полые сферы в том же порядке, как в примере 1. Лопатка после удаления керамики имеет на внутренней стенке пера цилиндрические отверстия, а на наружной выпускные отверстия в виде полых сфер.
Пример 4. Изготовление тонкостенного дополнительного стержня можно осуществить зацело с выступами запрессовкой керамической массы в пресс-форму, в матрице которой имеются выемки и штыри. Таким способом получали тонкостенную пластину с отверстиями и двусторонними выступами в шахматном порядке, изгибали по профилю пера основного стержня, прокаливали и устанавливали на основном стержне, как в примере 1.
Использование пресс-формы для получения дополнительных стержней зацело с выступами и отверстиями снижает трудоемкость операции изготовления стержня и обеспечивает надежную калибровку отверстий.
Применение различных вариантов предлагаемой конструкции составного керамического стержня позволит получать тонкостенные цельнолитые монолопатки газотурбинного двигателя, имеющие дополнительные охлаждающие полости в стенках полого пера, состоящие из двух раздельных слоев. В каждом слое имеются отверстия, расположенные продольными рядами в шахматном порядке по профилю пера для обеспечения эффективного равномерного охлаждения, полученные в процессе литья. Это обеспечит снижение стоимости всего конструктивно-технологического решения и предоставит надежную систему, где нет соединений.
Использование таких лопаток с проницаемой системой охлаждения, имеющих эффективность охлаждения η ≥ 0,6 позволит повысить температуру газа в турбине до 1800oC, увеличив при этом ресурс в 3 5 раз на двигателях нового поколения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОХЛАЖДАЕМАЯ ЛОПАТКА ТУРБИНЫ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1995 |
|
RU2093304C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОХЛАЖДАЕМОЙ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И ОХЛАЖДАЕМАЯ ЛОПАТКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1995 |
|
RU2094170C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО КЕРАМИЧЕСКОГО СТЕРЖНЯ ДЛЯ ЛИТЬЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2126308C1 |
| СОСТАВНОЙ КЕРАМИЧЕСКИЙ СТЕРЖЕНЬ ДЛЯ ЛИТЬЯ ПОЛЫХ ОХЛАЖДАЕМЫХ ИЗДЕЛИЙ | 1995 |
|
RU2090299C1 |
| СПОСОБ ЛИТЬЯ ПОЛЫХ ОХЛАЖДАЕМЫХ ИЗДЕЛИЙ И ЛИТОЕ ПОЛОЕ ОХЛАЖДАЕМОЕ ИЗДЕЛИЕ | 2003 |
|
RU2252109C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО КЕРАМИЧЕСКОГО СТЕРЖНЯ ДЛЯ ЛИТЬЯ ПОЛЫХ ИЗДЕЛИЙ | 2006 |
|
RU2319574C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2123909C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1997 |
|
RU2116867C1 |
| КЕРАМИЧЕСКАЯ ФОРМА ДЛЯ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ОТЛИВОК | 2000 |
|
RU2167029C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛОПАТОК ТУРБИН С КОМБИНИРОВАННОЙ СТРУКТУРОЙ | 1994 |
|
RU2067916C1 |

Изобретение относится к литейному производству, в частности к литью охлаждаемых лопаток газотурбинного двигателя из жаропрочных сплавов с монокристальной структурой методом направленной кристаллизации с использованием керамических стержней сложной конструкции. Предлагаемая конструкция составного керамического стержня содержит основной стержень и дополнительные, расположенные на пере основного, и содержат продольные ряды отверстий и выступов, расположенных в шахматном порядке с внутренней и внешней сторон дополнительных стержней. Выступы с внутренней стороны дополнительных стержней жестко соединены с поверхностью основного стержня. Выступы могут быть выполнены в виде цилиндрических штырьков или полых сфер. Применение различных вариантов предлагаемой конструкции составного керамического стержня позволяет получать цельнолитые тонкостенные охлаждаемые монолопатки с проницаемой системой охлаждения. Использование таких лопаток с проницаемой системой охлаждения, эффективность охлаждения которых ≥0,6 позволит повысить температуру газа в турбине до 1800oC, увеличив при этом ресурс в 3 - 5 раз на двигателях нового поколения. 2 з.п. ф-лы, 3 ил.
| СПОСОБ ХИРУРГИЧЕСКОЙ РЕКОНСТРУКЦИИ ПУЗЫРНО-ВЛАГАЛИЩНОЙ ПЕРЕГОРОДКИ ПРИ ОПУЩЕНИИ И ВЫПАДЕНИИ ПЕРЕДНЕЙ СТЕНКИ ВЛАГАЛИЩА И ЦИСТОЦЕЛЕ | 2004 |
|
RU2262314C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 5291654, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

