Изобретение относится к литейному производству, в частности к литью охлаждаемых лопаток газотурбинного двигателя с монокристаллической структурой из жаропрочных и интерметаллидных сплавов.
Самые современные жаропрочные сплавы, обеспечивающие высокий уровень эксплуатационных свойств (жаропрочность, пластичность, термостойкость и т.д.) в лопатках с монокристальной структурой будут сдерживать дальнейшее повышение температуры газа перед турбиной без использования эффективной системы охлаждения.
Среди множества конструкций охлаждаемых изделий, имеющих эффективное охлаждение и способных противостоять высокотемпературному газовому потоку, известны конструкции, использующие эффузионное или пористое охлаждение, сущность которого заключается в том, что поры в материале лопатки располагаются близко друг к другу, отдельные струи охладителя сливаются вблизи поверхности изделия и образуют пограничный слой, существенно уменьшая конвективный теплообмен между газом и поверхностью профиля.
Способы получения таких конструкций обычно требуют раздельного изготовления отдельных частей лопаток: литьем несущих частей, деформацией волокон, спеканием порошкообразных материалов с последующим соединением их сваркой или пайкой, механическим нанесением отверстий.
Способ получения пористой вставки, изложенный в патенте US N 4422229, заключается в спекании порошкообразных композитных материалов для образования части профиля лопатки. Охлаждаемая лопатка согласно патенту US N 4022542 состоит из нескольких слоев пористого материала, соединенных между собой диффузионной сваркой.
Недостатками перечисленных способов является наличие сварных соединений, сокращающих срок службы изделия, трудоемкость, невозможность получения охлаждающих каналов только литьем.
Так, в патенте US N 3468513 охлаждаемая лопатка, содержащая каналы для протока охладителя во внутренней полости, снаружи покрыта оболочкой из листового материала. В оболочке выполнены отверстия малого диаметра для выпуска охлаждающего воздуха на внешнюю поверхность лопатки.
Недостатком такой конструкции является малый ресурс работы пористой оболочки.
Согласно патенту US N 4629397 элемент конструкции теплонагруженной детали содержит несущий металлический стержень с каналами для подачи воздуха во внутреннюю область пера, вокруг которого крепится слой пористого материала - металлического войлока, что обеспечивает эффективное охлаждение внешней поверхности конструкции.
Недостатком такой конструкции является низкая прочность металлического войлока, требующая создания дополнительного слоя вокруг него для защиты от горячей газовой струи.
Наиболее близким к предлагаемому является способ получения и конструкция охлаждаемой лопатки, предложенные фирмой "Кэртисс Райт".
Согласно прототипу способ получения лопатки включает изготовление стержня путем прессования керамической массы, модели, оболочковой формы, заливку металла в форму, кристаллизацию отливки, удаление керамики, после чего получают внутреннюю часть пера лопатки с направляющими и каналами. Внешнюю пористую оболочку получают либо спеканием порошкообразных материалов, либо путем многократной деформации волокон нержавеющей стали, тугоплавких и жаропрочных сплавов. Затем внутреннюю часть пера соединяют с внешней оболочкой сваркой до образования требуемого профиля пера.
Недостатками описанного способа получения лопатки фирмы "Кэртисс Райт" является сложность изготовления, заключающаяся в раздельном изготовлении внутренней и внешней частей лопаток, наличие сварных соединений, требующих дополнительных операций, а также его чрезвычайная трудоемкость.
Лопатка, полученная описанным выше способом, содержит замок для впуска охлаждающего потока и перо, имеющее внешнюю поверхность с выпускными отверстиями в виде пористой оболочки и внутреннюю область, содержащую охлаждающие каналы в несущем стержне, которые разделяются направляющими. Охлаждающий воздух подается из внутренней полости на ее наружную поверхность медленным истечением через поры.
Основным недостатком такой конструкции является невысокая эффективность охлаждения, обеспечивающая температуру газа в турбине порядка 1650 - 1700oC в зависимости от пористости оболочки. Более того, низкая конструкционная прочность пористого материала внешней поверхности сокращает срок службы изделия.
Технической задачей изобретения является разработка способа получения и конструкции охлаждаемой лопатки газотурбинной лопатки с эффективной системой охлаждения, применение которой позволит повысить температуру газа перед турбиной и уменьшить расход охлаждающего воздуха. Предлагаемый способ получения такой конструкции является нетрудоемким и относительно недорогим.
Поставленная задача решается путем увеличения площади охлаждаемой поверхности внутренней части пера лопатки за счет объемносетчатой конструкции каналов.
Способ получения охлаждаемой лопатки с объемносетчатой конструкцией каналов пера заключается в изготовлении пера стержня методом послойного нанесения керамической суспензии на объемносетчатый материал. После просушки ему придают требуемый профиль пера в газовой атмосфере, прокаливают, устанавливают на его внешней поверхности цилиндрические шпильки малого диаметра. После просушки на воздухе стержень размещают в модельной оснастке, наносят тонкий слой модельной массы и по полученной модели лопатки изготавливают оболочковую форму по технологии для направленной кристаллизации. Полученную керамическую форму после прокалки устанавливают в печь для высокоскоростной направленной кристаллизации, где проводят заливку расплава и кристаллизацию изделия. Затем из внутренней части отливки удаляют керамику по стандартной технологии и получают лопатку с объемносетчатой конструкцией пера.
Вся лопатка получается за одну операцию литья без использования пайки, сварки, прессования, мехобработки.
Предлагаемая конструкция охлаждаемой лопатки имеет замок с полостью для подачи охлаждающего воздуха и перо, внутренняя область которого или хотя бы ее часть содержит каналы, выполненные в виде объемносетчатой конструкции, расстояние между которыми не менее 2-х диаметров поперечного сечения канала. На внешней поверхности выполнены выпускные отверстия, соединяющие внутреннюю часть пера с внешней. При этом преимущественное расстояние между каналами в пределах 1 5 мм.
На фиг. 1 представлен керамический стержень для литья лопатки с объемно-сетчатой конструкцией пера; на фиг. 2 конструкция охлаждаемой лопатки.
На пере стержня 1 из объемносетчатого материала требуемого профиля закрепляют керамические шпильки 2. Хвостовик стержня 3, оформляющий полость замка, изготавливают цельнопрессованным по стандартной технологии и после прокалки соединяют с пером. Цилиндрические шпильки представляют собой керамические стержни малого диаметра 0,6 мм из плотной керамики и служат для получения выпускных отверстий в отливке, а также для контроля толщины стенки лопатки в модели. Их высота над поверхностью профиля проверяется шаблоном, а после изготовления модели лопатки торцы керамических стержней расчищают от модельной массы, чтобы обеспечить их зацепление с керамиков формы.
Охлаждающий воздух подается в открытую полость 4 замка 5, просачивается через сложную сеть каналов 6 внутренней области 7 пера 8, обдувает его и выбрасывается через выпускные отверстия 9 на внешнюю поверхность пера, образуя на нем воздушную пленку.
В предлагаемой лопатке с объемносетчатой конструкцией пера внутренняя часть профиля охлаждается по схеме пористого охлаждения, а внешняя по схеме пленочного. Лопатка выполнена цельнолитой с выпускными отверстиями на внешней поверхности, что обеспечивает ей достаточную прочность в отличие от прототипа с пористой внешней поверхностью. Геометрические размеры каналов определяются конструктивными особенностями лопатки. Нами установлено, что для достижения эффективного равномерного охлаждения при достаточной прочности конструкции необходимо соблюдение соотношения между диаметром поперечного сечения канала и расстоянием между каналами не менее чем 1 2. При увеличении расстояния между каналами выше указанного соотношения понижается эффективность охлаждения внутренней области пера, а при его уменьшении понижается выход годного при литье.
Описанная выше конструкция лопатки рекомендуется для малогабаритных теплонагруженных рабочих лопаток турбины, в которых сложно установить стержень обычным способом, но существует необходимость охлаждения внутренней области. Для широкоходной лопатки, имеющей охлаждающий канал вдоль главной оси лопатки, рекомендуется выполнять только часть стенки вблизи входной или выходной кромок в виде объемносетчатой конструкции для повышения эффективности охлаждения этих напряженных участков.
Пример получения лопатки с объемносетчатой конструкцией каналов пера. Из объемносетчатого материала с размером ячейки 1 5 мм, например полиуретана, методом послойного нанесения керамической суспензии на основе кремний органического связующего и огнеупорного наполнителя получали заготовку пера стержня, которой с помощью шаблона в газовой атмосфере придавали профиль пера лопатки. Затем ее прокаливали при T 1400oC в течение 5 6 ч. На полученное таким образом керамическое перо устанавливали цилиндрические шпильки из керамики одинаковой высоты в зависимости от требуемой толщины стенки лопатки, закрепляли их на пере рядами любой керамической суспензией, например на основе этилсиликата. Этой же суспензией закрепляли хвостовик стержня и давали просохнуть на воздухе не менее 3 ч. Высоту малоразмерных керамических шпилек проверяли по шаблону. Модель изготавливали из смеси парафина и стеарина. Керамическую форму получали методом послойного нанесения суспензии на основе гидролизованного раствора этилсиликата и смеси порошков Al2O3. Прокалку форм производили при 1150oC. В затравочную полость готовой керамической формы устанавливали монокристаллические затравки фиксированной ориентации и помещали в вакуумную установку УВНК-8П, где проводили плавку, заливку и направленную кристаллизацию. Для этого в предварительно подогретую форму при температурах нагревателей Tвн 1550oC и Tнн 1450oC заливали расплав жаропрочного сплава типа ЖС-36 при Tрасп 1560oC и со скоростью 5 10 мм/мин производили направленную кристаллизацию путем погружения формы в расплав жидкометаллического охладителя при T 800oC. После кристаллизации и отрезки литников из готовой отливки удаляли стержень в бифториде калия при T 360oC в течение 2 ч. Наличие остатков керамики во внутренней полости определяли рентгенопросвечиванием. При необходимости лопатки подвергали повторной обработке в течение 15 20 мин. Макроструктуру отливки выявляли травлением в растворе HCl и H2O2. Контроль кристаллографической ориентации производили с помощью рентгеновской установки ДРОН-2. Кристаллографическая ориентация полученных лопаток была менее 10o от (001).
Лопатка с объемносетчатой конструкцией охлаждающих каналов, полученная описанным выше способом, представляет собой цельнолитой монокристалл с заданной кристаллографической ориентацией из жаропрочного сплава, что обеспечивает ей высокие эксплуатационные свойства.
В предлагаемой конструкции охлаждаемой лопатки благодаря разработанному способу его получения все каналы и отверстия получены в процессе литья за счет использования керамического стержня сложной конструкции, что полностью исключает операцию сверления и процесс сварки. Поскольку эффективность охлаждения лопаток в газовой турбине оценивается как
где Tg температура газовой струи;
Tm температура на поверхности лопатки;
Tk температура охлаждающего воздуха, то
согласно расчету (1) предложенная конструкция охлаждаемой лопатки с объемносетчатой конструкцией каналов пера и монокристаллической структурой при сохранении достаточной прочности изделия позволит повысить температуру газа перед турбиной до 1800 1850oC при эффективности охлаждения η = 0,6.
Таким образом, конструкция охлаждаемой лопатки позволит повысить надежность и ресурс в 2 5 раз в двигателях 5-го поколения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОХЛАЖДАЕМАЯ ЛОПАТКА ТУРБИНЫ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1995 |
|
RU2093304C1 |
| СОСТАВНОЙ КЕРАМИЧЕСКИЙ СТЕРЖЕНЬ | 1995 |
|
RU2094163C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛОПАТОК ТУРБИН С КОМБИНИРОВАННОЙ СТРУКТУРОЙ | 1994 |
|
RU2067916C1 |
| СОСТАВНОЙ КЕРАМИЧЕСКИЙ СТЕРЖЕНЬ ДЛЯ ЛИТЬЯ ПОЛЫХ ОХЛАЖДАЕМЫХ ИЗДЕЛИЙ | 1995 |
|
RU2090299C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ОТЛИВОК | 1997 |
|
RU2118230C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2123909C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 1996 |
|
RU2093305C1 |
| КЕРАМИЧЕСКАЯ ФОРМА ДЛЯ ЛИТЬЯ ИЗДЕЛИЙ С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЬНОЙ СТРУКТУРОЙ | 2000 |
|
RU2201843C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ОТЛИВОК | 1993 |
|
RU2070476C1 |
| СПОСОБ ЛИТЬЯ ПОЛЫХ ОХЛАЖДАЕМЫХ ИЗДЕЛИЙ И ЛИТОЕ ПОЛОЕ ОХЛАЖДАЕМОЕ ИЗДЕЛИЕ | 2003 |
|
RU2252109C1 |

Изобретение относится к литейному производству, в частности к литью охлаждаемых лопаток газотурбинного двигателя с монокристаллической структурой из жаропрочных и интерметаллидных сплавов. Способ получения охлаждаемой лопатки заключается в изготовлении пера стержня из объемносетчатого материала, на которое устанавливают цилиндрические керамические шпильки и изготавливают модель лопатки, а затем - оболочковую керамическую форму, в которую заливают расплав жаропрочного сплава и проводят направленную кристаллизацию. После удаления керамики из внутренней области получают лопатку с объемносетчатой конструкцией пера. Охлаждаемая лопатка, полученная предлагаемым способом, имеет замок с полостью для подачи охлаждающего воздуха и перо, внутренняя область которого или хотя бы ее часть содержит каналы, выполненные в виде объемносетчатой конструкции с расстоянием между каналами не менее 2-х диаметров поперечного сечения канала. На внешней поверхности выполнены выпускные отверстия, соединяющие внутреннюю часть пера с внешней. Предложенный способ получения конструкции охлаждаемой лопатки с объемносетчатой конструкцией каналов пера, улучшающей эффективность охлаждения при сохранении достаточной прочности легковесной конструкции изделия, позволит повысить температуру газа перед турбиной до 1800 - 1850oC при эффективности охлаждения = 0,6. 2 с. и 2 з.п. ф-лы, 2 ил.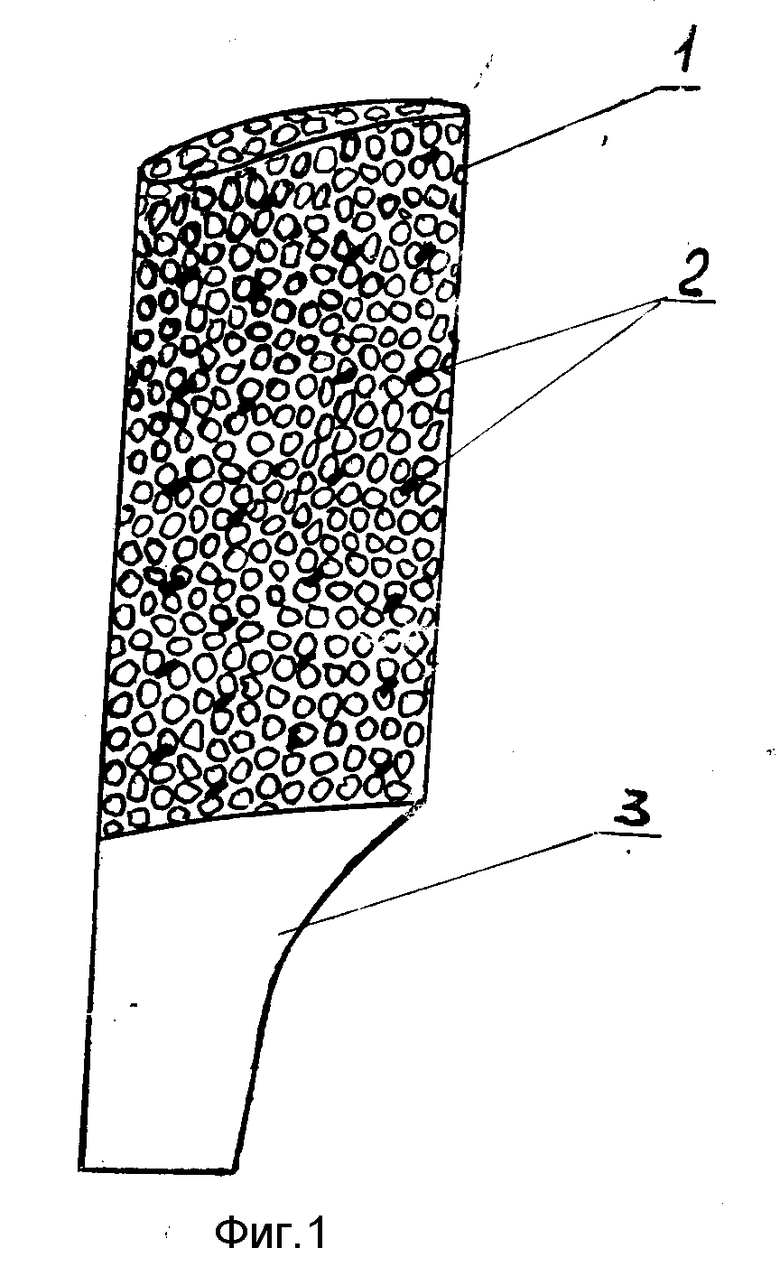
| Швец И.Т., Дыбан Н.И | |||
| Воздушное охлаждение деталей газовых турбин | |||
| - Киев.: Наукова думка, 1974, с | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |

