Изобретение относится к литейному производству и может быть использовано при получении крупногабаритных, преимущественно сопловых, монокристаллических лопаток стационарных газотурбинных установок.
Известны керамические формы для получения монокристаллических отливок, имеющих полости замка, пера и стартовой зоны для литья монокристаллических лопаток авиационных ГТД, включая лопатки с бандажными полками (Патенты США 3895672, 4714101, 4804311; Великобритании 2112309, ЕР 0496978).
Однако они не обеспечивают получение монокристаллической структуры на дальних концах сильно развитых полок, когда поперечные размеры полки превышают высоту всей отливки.
Наиболее близким по технической сущности к предлагаемому является устройство по патенту США 5611389, принятое нами за прототип. Согласно прототипу для получения монокристаллической отливки изготавливают керамическую форму, состоящую из полости пера лопатки, нижней и верхней полок, полости кристалловодов, стартовой полости, открытое дно которой закреплено на экране. Сопловая лопатка с развитыми полками располагается в керамическом блоке таким образом, что ее основная ось имеет кристаллографическое направление [100], т. е. перпендикулярное направлению кристаллизации, а параллельные нижняя и верхняя полки ориентированы в направлении роста осей первого порядка дендритов, в направлении [001]. Полости нижней и верхней полок в нижней точке соединены полостью кристалловода T,Y,V-формы или в виде призмы, в виде небольших прутков.
Такая конструкция формы не обеспечивает получение совершенной монокристаллической структуры в критических точках отливки, приводит к появлению усадочной пористости в удаленной от кристалловода кромке пера, в то время как кромки пера лопатки при работе двигателя являются наиболее нагруженными. Более того, свойства монокристаллов жаропрочных сплавов в направлениях [001], [100] или [010] не одинаковы; монокристаллы, закристаллизованные в поперечном направлении, имеют свойства ниже на 30-50%, чем свойства монокристаллов, полученных в продольном направлении [001].
Технической задачей предлагаемого изобретения является получение качественных лопаток с развитыми полками с монокристаллической структурой заданной ориентации с высокими эксплуатационными характеристиками и повышение выхода годного по структуре.
Для выполнения поставленной задачи предлагается керамическая форма для получения монокристаллических лопаток, имеющая полость пера лопатки с входной и выходной кромками, полости нижней и верхней полок, стартовую полость и полости кристалловодов. В форме имеется затравочная полость для размещения монокристаллической затравки и полости перемычек пера лопатки. Стартовая полость состоит из 4 частей, первая из которых выполнена в виде прямоугольной пластины, переходящей в треугольную, расположена между ребром нижней полки лопатки у входной ее кромки затравочной полостью и имеет толщину, равную толщине полки, вторая и третья части выполнены в виде пластин треугольной формы, расположены под нижней полкой и соединены меньшими катетами с прямоугольной пластиной первой части, а большими - с противолежащими ребрами нижней полки. Четвертая часть стартовой полости выполнена в виде пластины, соединенной с первой частью стартовой полости и серединой ребра нижней полки и соединенных с ней полостей для продолжения перемычек пера, причем высота четвертой части равна высоте первой части в месте их соединения.
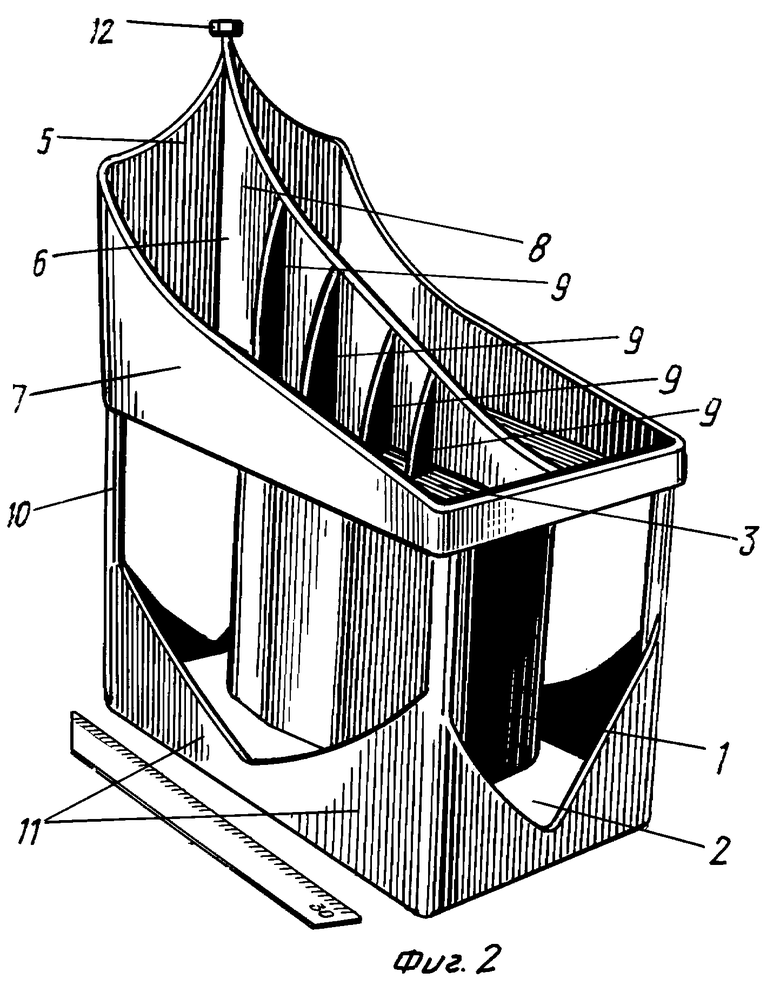
Полости для продолжения перемычек пера выполнены в виде треугольных пластин, имеющих высоту, равную высоте четвертой части стартовой полости в вместе их соединения, и перпендикулярных ей. Полости кристалловодов расположены между нижней и верхней полками и состоят из цилиндрических элементов, примыкающих к углам полок, и арок, соединенных с цилиндрическими элементами и расположенных под верхней полкой лопатки. Для пояснения сущности изобретения на фиг. 1 схематично представлена сопловая лопатка ГТУ с развитыми полками со стартовой частью, затравкой и кристалловодами, а на фиг. 2 - фото модели этой лопатки:
1 - перо с входной и выходной кромками,
2 - верхняя полка,
3 - нижняя полка,
4 - перемычки пера,
5 - первая стартовая часть прямоугольной формы,
6 - первая стартовая часть треугольной формы,
7 - вторая и третья стартовые части треугольной формы,
8 - четвертая стартовая часть,
9 - продолжение перемычек пера треугольной формы,
10 - цилиндрические кристалловоды,
11 - арочные кристалловоды,
12 - затравка.
В пресс-форме получали модель сопловой лопатки. Из той же модельной массы изготавливали пластины для стартовой зоны. К торцу ребра нижней полки 3 со стороны входной кромки лопатки прикрепляли прямоугольную пластину 5. Ширина пластины соответствует ширине ребра лопатки. Далее присоединяли треугольную пластину 6, к вершине которой прикрепляли модель затравки 12. К торцам 2-х противоположных ребер нижней полки присоединяли треугольные пластины 7 той же толщины, что и ребра полки, которые образовали вторую и третью стартовые полости керамической форме. Для формирования четвертой стартовой части 8 по плоскости, проходящей через вершину с затравкой и середину ребра полки у входной кромки, перпендикулярно первой пластине присоединяли пластину, которая, плавно уменьшаясь до нуля, соединяется с серединой ребра полки у выходной кромки. С последней пластиной и перпендикулярно ей соединяли небольшие треугольные пластины, торцы которых встык соединяли с перемычками 4, выходящими из полости пера 1 лопатки. Так образовывали полости для продолжения перемычек пера 9.
Затем между нижней 3 и верхней 2 полками размещали цилиндрические кристалловоды 10. Примыкающие к ним кристалловоды в виде арок 11 под верхней полкой устанавливали для того, чтобы обеспечить рост монокристаллической структуры в верхней полке 2 сопловой лопатки. На полученную модель наносили слои огнеупорного покрытия по принятой серийной технологии. После нанесения всех слоев керамического покрытия модельную массу удаляли. Полученную оболочковую керамическую форму прокаливали при температуре 1000oC и после охлаждения устанавливали монокристаллическую затравку ориентации [001]. Керамический блок закрепляли на подвеске в вакуумной установке УВНК, где заливали в нее жаропрочный сплав и осуществляли кристаллизацию отливки в направлении, совпадающим с направлением основной оси лопатки. Закристаллизовавшуюся отливку после охлаждения освобождали от керамики и подвергали травлению на макроструктуру. Лопатка в полках и пере имела монокристальную структуру с кристаллографической ориентацией 8o от [001].
Предложенная конструкция керамической формы сопловых лопаток ГТУ обеспечивает зарождение, прорастание монокристаллической структуры заданной кристаллографической ориентации во всех точках лопаток за счет применения затравочной полости с затравкой и конфигурации стартовой полости и полости кристалловодов, охватывающих все критические точки лопатки, включая сильно развитые бандажные полки и перемычки пера. Такая керамическая форма позволит получать лопатки ГТУ с требуемым уровнем свойств, повысить выход годного при литье по макроструктуре на 50-70%.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛОПАТОК ТУРБИН | 2014 |
|
RU2587116C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ТУРБИННОЙ ЛОПАТКИ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2013 |
|
RU2532621C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ МОНОКРИСТАЛЛИЧЕСКОЙ ТУРБИННОЙ ЛОПАТКИ | 2006 |
|
RU2325971C1 |
| Устройство для получения отливок турбинных сопловых лопаток с направленной и монокристаллической структурой | 2021 |
|
RU2756073C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЛОПАТКИ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2009 |
|
RU2392091C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ МОНОКРИСТАЛЛИЧЕСКОЙ ТУРБИННОЙ ЛОПАТКИ | 2003 |
|
RU2239520C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛОПАТОК ТУРБИН С КОМБИНИРОВАННОЙ СТРУКТУРОЙ | 1994 |
|
RU2067916C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1999 |
|
RU2155651C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2007 |
|
RU2353471C2 |
| КЕРАМИЧЕСКАЯ ФОРМА ДЛЯ ЛИТЬЯ ИЗДЕЛИЙ С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЬНОЙ СТРУКТУРОЙ | 2000 |
|
RU2201843C2 |
Изобретение может быть использовано при получении крупногабаритных, преимущественно сопловых монокристаллических лопаток стационарных газотурбинных установок. В форме имеется затравочная полость для размещения монокристаллической затравки и полости перемычек пера лопатки. Стартовая полость состоит из четырех частей. Первая часть выполнена в виде прямоугольной пластины, переходящей в треугольную, и расположена между ребром нижней полки лопатки у входной ее кромки и затравочной полостью. Вторая и третья части выполнены в виде пластин треугольной формы, расположены под нижней полкой. Четвертая часть стартовой полости выполнена в виде пластины и содержит полости для продолжения перемычек пера, выполненных в виде треугольных пластин. Конфигурация стартовой полости и полости кристалловодов охватывает все критические точки лопатки и обеспечивает в них зарождение и прорастание монокристаллической структуры заданной кристаллографической ориентации. Обеспечивается получение лопаток с требуемым уровнем свойств, повышение выхода годного по макроструктуре на 50-70%. 2 з.п. ф-лы, 2 ил.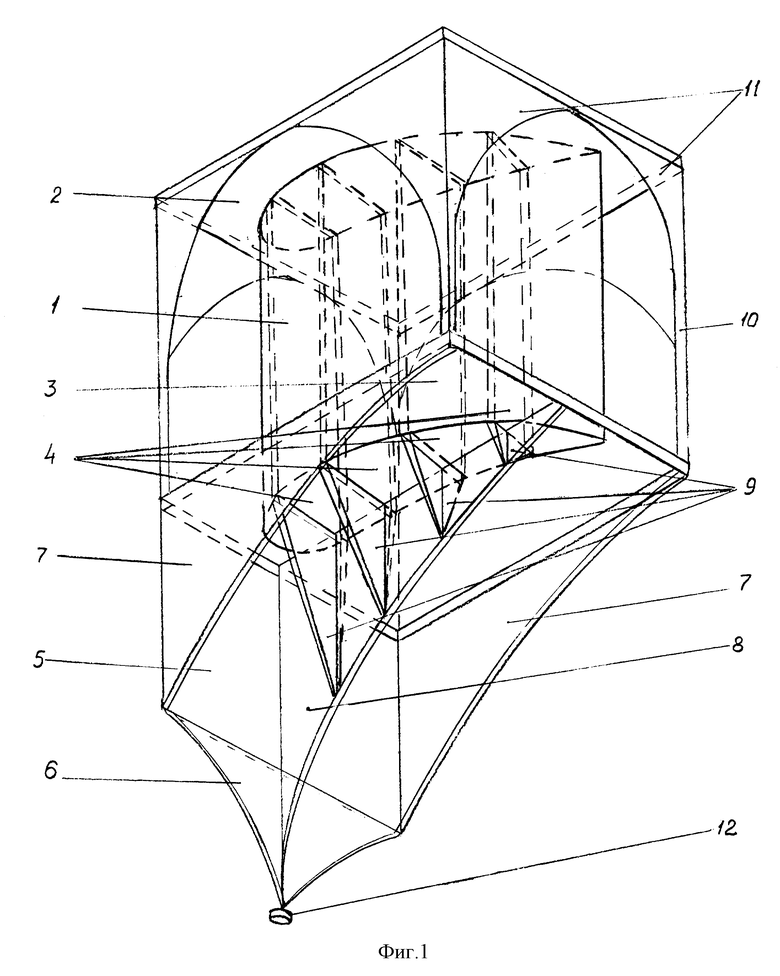
| US 5611389 A, 18.03.1997 | |||
| US 5269365, 14.12.1993 | |||
| Устройство для получения монокристаллических отливок из жаропрочных сплавов | 1984 |
|
SU1299016A1 |
| US 4714101, 22.12.1987. | |||
