Изобретение относится к обработке резанием труднообрабатываемых сталей и сплавов.
Появление конструкционных материалов, в т.ч. оборонного назначения, по своим физико-химическим свойствам приближающихся к инструментальным сталям, требует применения новых средств воздействия на материал объекта с целью улучшения его обрабатываемости.
Известны способы обработки материалов резанием, включающие с целью интенсификации процесса подачу в зону резания легкоплавких поверхностноактивных сплавов (ПАС) и расплавление их в зоне резания внешним источником тепла.
Указанные способы обладают следующими недостатками:
в зону резания помещается легкоплавкий ПАС, который нагревают внешним источником тепла вместе с обрабатываемой деталью до его расплавления, или опускают обрабатываемую деталь в ванну с расплавом;
термическое воздействие на обрабатываемую деталь может повлечь нежелательное ухудшение ее прочностных характеристик и растекание ПАС по поверхности.
В качестве ПАС для сверления труднообрабатываемых сталей и сплавов предлагается легкоплавкий сплав, содержащий, мас. цинк (Zn), олово (Sn) 85-95 с Tпл. 198oC.
Целью изобретения является совершенствование подачи ПАС в зону резания и состава ПАС для исключения термовоздействия и охрупчивающего влияния ПАС на деталь при ее эксплуатации в условиях ударно-волновых нагрузок.
Указанная цель достигается тем, что предлагается способ обработки резанием труднообрабатываемых сталей и сплавов, заключающийся в том, что деталь обрабатывается с использованием легкоплавкого поверхностно-активного сплава, который дозированно вводят в зону резания, отличающийся тем, что перед введением в зону резания ПАС нагревают до расплавления в нагревательном устройстве и в состав ПАС, содержащего цинк и олово, дополнительно вводят висмут при следующем содержании компонентов, мас. цинк 5-15; олово 85-95; висмут 0,01-0,5. С целью сохранения прочностных характеристик обрабатываемую деталь не подвергают нагреву, а ПАС нагревают в нагревательном устройстве. Третий компонент добавляют в ПАС с целью исключения охрупчивающего влияния ПАС на деталь при ее эксплуатации ударно-волновых нагрузок.
Расплав ПАС значительно облегчает процесс резания. Принцип работы предлагаемого способа основан в основном на двух взаимодополняющих факторах: ослабление адгезионных связей инструментального и обрабатываемого материала, в результате чего уменьшается сила трения; охрупчивание обрабатываемого материала в результате проявления эффекта адсорбционного понижения прочности твердых тел под действием поверхностно-активных жидких сред.
В условиях резания последний эффект проявляется в том, что металл в процессе деформирования исчерпывает свои пластические свойства при значительно меньшей степени деформирования, и стружка приобретает элементный характер при сравнительно малых толщинах среза. Энергетические затраты при резании уменьшаются. Износостойкость режущего инструмента увеличивается в случае использования ПАС ≈ в 2-4 раза.
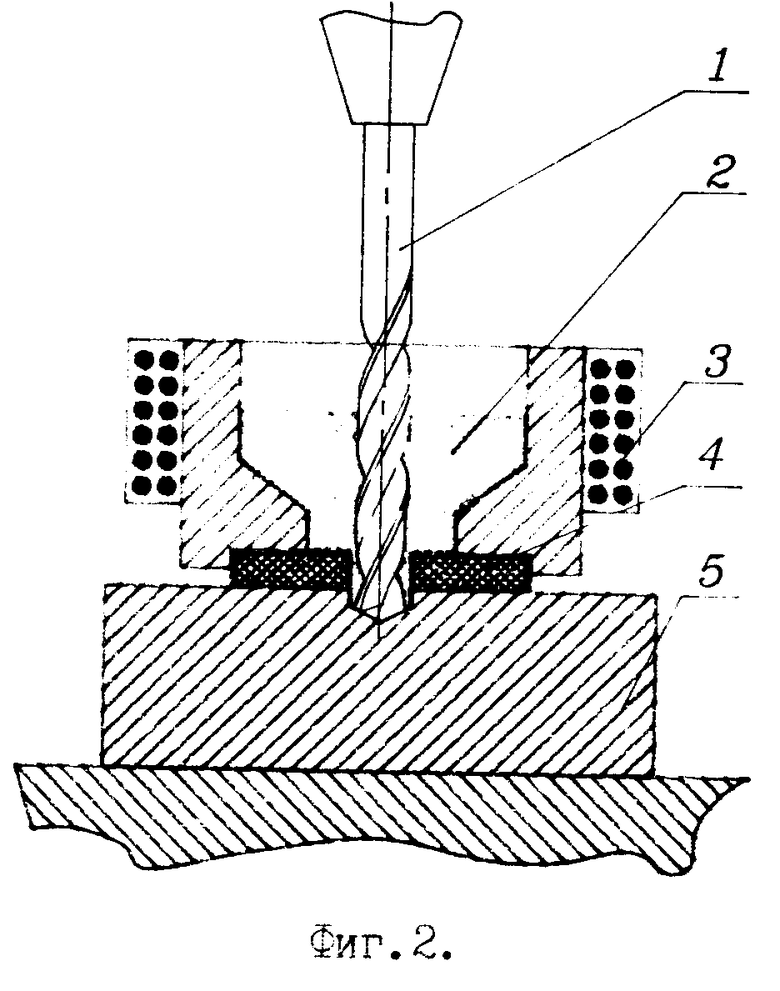
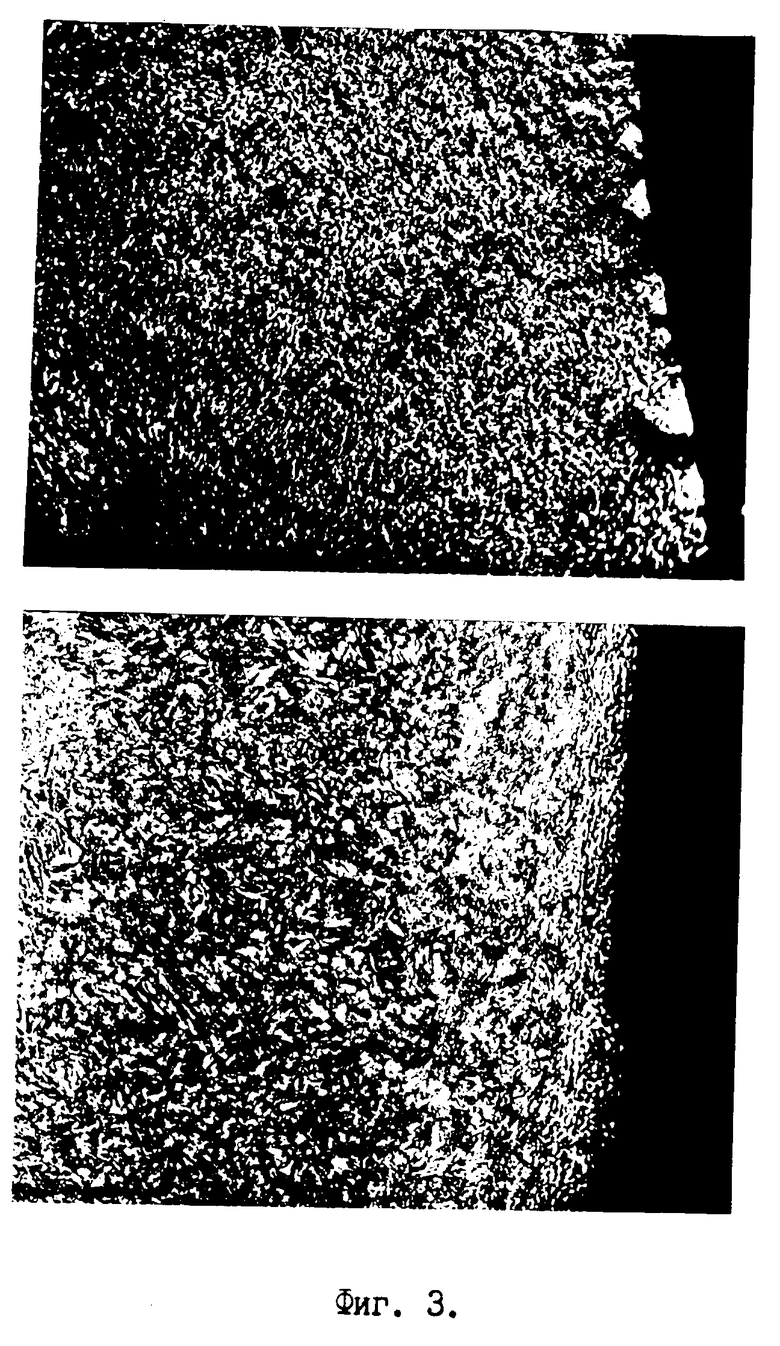
На фиг. 1 показано нагревательное устройство; на фиг. 2 сборка для сверления труднообрабатываемых сталей и сплавов с использованием ПАС; на фиг. 3 микроструктура образцов после действия ударно-волновых нагрузок при использовании в качестве ПАС Sn + Zn (a) и Sn + Zn + Bi (б).
Нагревательное устройство используется для расплавления ПАС и подачи его в зону сверления для обеспечения процесса сверления труднообрабатываемых сталей и сплавов с твердостью HRC выше 50 ед. сверлами из быстрорежущей стали и сверлами с карбидовольфрамовыми вставками.
Один из вариантов нагревательного устройства, обеспечивающего максимальный нагрев до 300oC, изображен на фиг. 1.
Диаметр сверления определяется типом сверлильного станка и нагревательного устройства. Требующую массу ПАС рассчитывают с учетом его расхода на сверление одного отверстия, например для сверления отверстия диаметром 5-15 мм и глубиной 3-20 мм требуется от 5 до 10 г ПАС.
Перед началом сверления нагревательное устройство устанавливается на образец. В нагревательное устройство помещается ПАС. Нагрев ПАС производится до 200-210oC в течение 2-6 мин. Общая схема сборки изображена на фиг. 2, где 1 сверло; 2 расплав (ПАС); 3 нагреватель; 4 прокладка; 5 сталь.
Токсичность использующихся ПАС в условиях предлагаемого техпроцесса отсутствует.
Использование ПАС в процессе обработки труднообрабатываемых сталей и сплавов позволяет производить сверление сверлами не только с карбидовольфрамовыми вставками, но и сверлами из быстрорежущей стали.
Стружка при использовании ПАС становится более дисперсной. Отработанный ПАС, смешанный со стружкой, далее подвергают вторпереработке с целью повторного использования.
Исследованы геометрические параметры отверстий. Установлено, что в случае работы с ПАС шероховатость и микротвердость поверхности мало отличается от этих величин при работе всухую или с эмульсией.
Микроструктурные и микрорентгеноспектральные исследования приповерхностных слоев металла после обработки с использованием ПАС не обнаружили в них каких-либо структурных изменений при эксплуатации в статических условиях.
Однако при эксплуатации в условиях ударно-волнового нагружения нагрузки на деталь увеличиваются, возрастает и вероятность охрупчивающего влияния ПАС.
Для того, чтобы полностью исключить возможность проявления охрупчивающего влияния следов ПАС на деталь при ее эксплуатации в условиях ударно-волновых нагрузок, в состав ПАС на основе Zn и Sn вводят спецдобавки, например малые количества висмута от 0,01 до 0,5 мас.
Висмут образует гомогенную смесь с элементами ПАС, связывает их и нивелирует тем самым возможность охрупчивающего действия ПАС на деталь при повышенных нагрузках.
На фиг. 3 изображены приповерхностные слои отверстий в деталях, обработанных с применением ПАС на основе Zn-Sn (a) и ПАС на основе Zn Sn Bi (б) после динамических нагрузок.
Сравнение микроструктуры приповерхностных слоев отверстий в деталях, подвергшихся ударно-волновым нагрузкам, показывает, что наименее дефектной является микроструктурная картина в случае использования ПАС на основе Zn Sn Bi.
Таким образом, предлагаемый способ сверления труднообрабатываемых сталей и сплавов, в т.ч. HRC выше 50 ед. обеспечивает возможность мехобработки с использованием ПАС.
В процессе сверления используется нагревательное устройство, обеспечивающее подвод ПАС в зону резания и исключающее термовлияние на обрабатываемую деталь.
Применение ПАС на основе Zn Sn Bi обеспечивает высокое качество поверхностного слоя отверстий и отсутствие охрупчивающего влияния ПАС на деталь при ее эксплуатации в условиях ударно-волновых нагрузок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Латунный сплав для изготовления прутков | 2021 |
|
RU2768921C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2035495C1 |
| СИЛОВАЯ ЭЛЕКТРОМЕХАНИЧЕСКАЯ ГОЛОВКА | 1992 |
|
RU2083334C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ МЕТАЛЛО!М=^iNiJii-30-'sHABCiOQfWSMAMMTiiiTHiMi;:t«niiiiAf^ | 1971 |
|
SU319381A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТЕПЛОВОГО РАЗРУШЕНИЯ АСФАЛЬТО-СМОЛИСТЫХ, ГИДРАТОПАРАФИНОВЫХ И ЛЕДЯНЫХ ОТЛОЖЕНИЙ В НЕФТЯНЫХ И ГАЗОВЫХ СКВАЖИНАХ | 1996 |
|
RU2105134C1 |
| ТИТАНОВЫЙ СПЛАВ ДЛЯ ЭНДОПРОТЕЗОВ И ИМПЛАНТАТОВ | 1996 |
|
RU2103405C1 |
| ЭЛЕКТРОДНАЯ ЛЕНТА ДЛЯ НАПЛАВКИ | 1995 |
|
RU2087589C1 |
| ОСОБО ЧИСТЫЙ НИЗКОУГЛЕРОДИСТЫЙ ФЕРРОТИТАН | 2003 |
|
RU2247791C1 |
| МАТЕРИАЛ ДЛЯ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ | 1993 |
|
RU2111280C1 |
| ШПИНДЕЛЬНАЯ ГОЛОВКА | 1992 |
|
RU2053044C1 |
Изобретение относится к обработки резанием труднообрабатываемых сталей и сплавов, в частности предназначено для сверления отверстий. Сущность изобретения: деталь обрабатывают с использованием легкоплавкого поверхностноактивного сплава, который перед дозированным вводом в зону резания расплавляют в нагревательном устройстве. Содержание элементов в поверхностноактивном сплаве составляет в мас.%: цинк 5 - 15; олово 85 - 95; висмут 0,01 - 0,5. 1 з.п. ф-лы, 3 ил.
Цинк 5 15
Олово 85 95
Висмут 0,01 0,5
| SU, авторское свидетельство, 319381, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
