Изобретение относится к области цветной металлургии, в частности к сплавам на основе меди с цинком и свинцом, и может быть использовано для изготовления прутков круглого, квадратного или шестигранного сечений, поставляемых в прямых отрезках, специально предназначенных для обработки на автоматах и предназначенных для изготовления деталей, являющихся составными частями сантехнических изделий.
Из уровня техники известен сплав для обработки штамповки и резаньем CW614N [по европейскому стандарту DIN EN 12164. Медь и медные сплавы. Прутки с хорошей механической обрабатываемостью], содержащий: мас.%: Cu 57-59; Pb 1,6-2,5; Fe 0,3; Sn 0,3; Ni 0,3; Al 0,05; Mn не более 0,4; Zn- остальное. При этом Si, Sb, Bi и P отсутствуют. Также известен сплав для обработки штамповки и резаньем CW614N (там же), содержащий: мас.%: Cu 57-59; Pb 2,5-3,5; Fe 0,3; Sn 0,3; Ni 0,3; Al 0,05; Mn не более 0,4; Zn- остальное. При этом Si, Sb, Bi и P отсутствуют.
Также, из уровня техники известен экологически чистый высокоточный материал из медного сплава ROHS [заявка на изобретение № CN104451248, дата публикации 25.03.2015], который состоит из: мас.%: медь 57% ~ 62%, цинк 35% ~ 39%, свинец 1% ~ 3 %, алюминий 0,1% ~ 0,3%, железо 0,1% ~ 0,5%, никель 0,3% ~ 0,6%, олово 0,5% ~ 0,8%, марганец 0,03% ~ 0,05%, кремний 0,02% ~ 0,05%, сурьма ≤0,005%, фосфор ≤0,01%, висмут ≤0,002%. Изготовление ведут в индукционной печи линейной частоты, при температуре плавления составляет 1100 ~ 1200°C в течение 3 ~ 4 часов, затем ведут литье слитков путем непрерывной разливки с получением слитка, осуществляют горячую экструзию при температуре 700 ~ 730°C, растягивают стержень с получением диаметра 12 ~ 40 мм.
К недостаткам вышеуказанных сплавов следует отнести длительное время обработки, что приводит к повышенным затратам на их изготовление, а также недостаточно высокая механообрабатываемость, наличие микродефектов структуры, которые негативно влияют на возможность их использования для изготовления деталей сантехнических изделий.
Наиболее близким к заявляемому сплаву является сплав для обработки штамповки и резаньем ЛС59-2 [по ГОСТ 15527. Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки], содержащий: мас.%: Cu 57-61; Pb 0,8-1,9; Fe 0,5; Sn 0,3; Sb 0,01; Bi 0,003; P 0,02; Zn- остальное. При этом Ni, Al, Si, и Mn отсутствуют.
Известный сплав характеризуется недостаточно высокими прочностными свойствами в пределах 450-470 МПа при относительном удлинении 21-24% при оптимальном коэффициенте вытяжки. Недостатком ближайшего аналога являются низкие КПД и выход годного при коэффициенте вытяжки ниже оптимально допустимого, при котором происходит растрескивание металла в процессе волочения.
Технической проблемой, на решение которой направлено заявляемое изобретение, является недостаточно высокие прочностные и пластические характеристики получаемых прутков для их использования в качестве деталей сантехнических изделий, изготавливаемых механообработкой, и высокие затраты на изготовление и дальнейшую обработку.
Технический результат заключается в повышении механообрабатываемости латунных сплавов, обладающих высокими прочностными свойствами поковок, с получением прутков, пригодных для изготовления деталей сантехнических изделий.
Дополнительный технический результат- снижение энергозатрат на изготовление и дальнейшую обработку прутков.
Сущность заявляемого изобретения.
Заявляемый латунный сплав для изготовления прутков, содержащий медь, свинец, цинк, железо, олово, сурьму, висмут, неизбежные примеси, отличающийся тем, что дополнительно содержит никель, алюминий, кремний, марганец при следующем соотношении компонентов, мас. %:
Медь (Cu) 56 - 58
Свинец (Pb) 1,5 - 2,41
Железо (Fe) 0,01 - 0,45
Никель (Ni) 0,04 - 0,43
Олово (Sn) 0,03 - 0,42
Кремний (Si) 0,02 - 0,26
Алюминий (Al) 0,022 - 0,41
Марганец (Mn) 0,02 - 0,40
Сурьма (Sb) 0,003 - 0,03
Висмут (Bi) ≤ 0,003
Неизбежные примеси: ≤ 1,5
Цинк (Zn) остальное
Заявляемый латунный сплав предназначен для получения прутков круглого, квадратного и шестигранного сечений, поставляемых в прямых отрезках, специально предназначенных для обработки на автоматах для изготовления составных частей сантехнических изделий.
Заявляемое изобретение осуществляют следующим образом.
Прутки из заявляемого латунного сплава осуществляют плавкой в индукционных канальных печах, полунепрерывное и непрерывное литье, прессование, волочение.
Отливку заявляемого сплава производят на индукционной канальной печи, с индукционным канальным миксером методом горизонтального литья, шихтовые материалы - лома латунные, медные- согласно ГОСТ Р 54564, которые загружают в соответствии с заявляемым химическим составом. В качестве неизбежных примесей заявляемый сплав содержит фосфор, серу, азот, кислород, мышьяк и другие элементы, находящиеся в шихте в незначительных количествах, суммарное количество которых не превышает 1,5 мас.%.
В отличие от сплава-прототипа ЛС59-2, заявляемый сплав содержит контролируемое количество легирующих элементов кремния, никеля и марганца, которые существенным образом влияют на прочностные и антифрикционные характеристики заявляемого латунного сплава. Заявляемые количественные характеристики в сплаве обеспечивают максимально возможный технический результат от их использования в заявляемом сплаве.
Заявляемое количество олова (Sn), а также дополнительное введение алюминия и марганца повышают приспособляемость к растяжению заявляемого сплава, при этом заявляемое количественное соотношение железа, никеля, олова, кремния, сурьмы, алюминия и марганца позволяет обеспечить требуемый показатель относительного удлинения. Наличие олова (Sn) повышает прочность и коррозийную стойкость сплава.
Дополнительное ведение никеля, марганца и алюминия в заявляемый сплав в указанном количестве улучшает коррозионные свойства сплава и повышает устойчивость к растрескиванию в условиях повышенной влажности. Висмут (Bi) повышает коррозийную стойкость, но приводит к повышению хрупкости. Поэтому верхний предел по висмуту ограничен значением 0,003 мас.%.
Слитки изготавливают на комплектной линии горизонтального непрерывного литья предполагает последовательный непрерывный технологический процесс производства слитков. Температура литья составляет от 930 до 1000°С. Одно электромеханическое загрузочное устройство располагается в начале линии и предназначено для периодической загрузки шихтовых материалов в электрические индукционные канальные печи BORA 15 К 1500. Далее установлены две электрические индукционные канальные печи BORA 15 К 1500, которые предназначены для расплавления загруженных в них шихтовых материалов и последующего перелива расплава в электрическую печь выдержки BORA 15 К 250СС.
В электрической печи выдержки BORA 15 К 250СС происходит смешивание расплавов, периодически переливаемых из обеих электрических индукционных канальных печей BORA 15 К 1500. В нижней части стенки корпуса электрической печи выдержки BORA 15 К 250СС установлен блок с двумя кристаллизаторами, в полость которых непрерывно поступает расплав. За счёт непрерывного охлаждения блока кристаллизаторов проточной водой происходит кристаллизация расплава и формирование двух литых заготовок.
Литые заготовки, посредством вытяжной машины МТ-1-250 непрерывно вытягиваются из блока кристаллизаторов шаговым способом, проходя попутно зону вторичного охлаждения.
Пройдя через вытяжную машину МТ-1-250, литые заготовки поступают к передвижной пиле SC 250, посредством которой разрезаются на заготовки необходимой длины, после чего удаляются с линии вилочным погрузчиком.
Для складирования литой заготовки используется специальная тара для транспортировки слитков.
Далее литая заготовка вилочным погрузчиком загружается в нагревательную газовую печь COIM, в которой происходит нагрев заготовки до 640-780°С. После нагрева заготовка транспортируется при помощи горизонтального загрузчика в горизонтальный гидравлический пресс обратного прессования Presezzi усилием 30МН, в котором производится горячее деформирование литой заготовки и получение прессованной заготовки размерами от 5,5 до 75 мм.
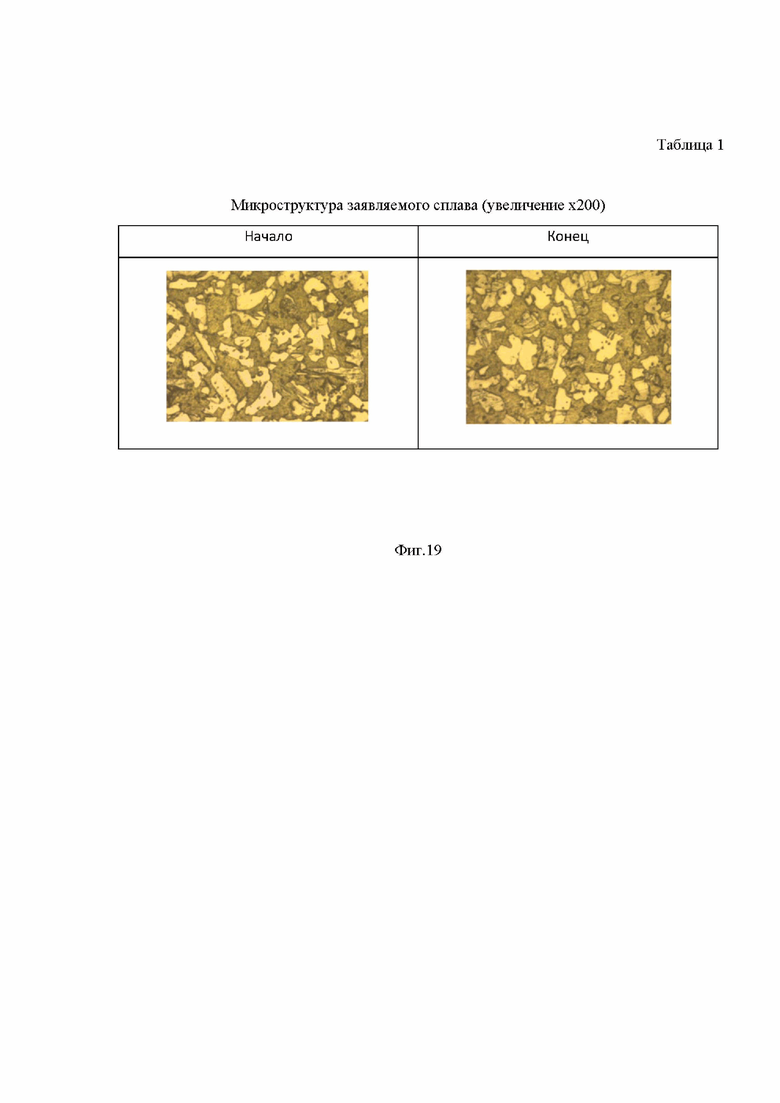
Прессование прутков осуществлялось при снижении температуры прессования. По своим механическим свойствам близки к сплаву ЛС59-1. Данные сплавы хорошо обрабатываются прессованием, давление при прессовании идентично, как и на ЛС59-1. Изломы этих сплавов плотные, распределение химии и механических свойств от начала до конца прутка равномерное. Данные по микроструктуре сплавов приведены на Фиг.19.
Пройдя этап прессования, заготовка, прессованная в прутки, разрезается на мерные длины и сдаётся на склад. Заготовки имеют размер по диаметру 250±3 мм; длина оптимального раскроя (650, 750, 900, 1200, 1500 мм) с допуском ±10 мм. На поверхности слитков контролируются наличие/отсутствие дефектов глубиной более 1 мм, а также инородные включения; заусенцы от резки, выступающих более 3 мм от плоскости реза; контролируется отклонение от прямолинейности более чем на 1 мм на погонный метр (общая величина отклонения от прямолинейности не должна превышать произведения значения отклонения на одном метре на длину слитка в метрах). Также контролируется качество поверхности в плоскости реза слитков на отсутствие неровной поверхности реза («шиферный рез»), а также наличие на поверхности реза следов от дискового или ленточного полотна. Плоскость реза проверяют на наличие дефектов в виде раковин, газовой пористости, инородных включений, трещин.
Заготовка, прессованная в бунты, подаётся на автоматические волочильные линии O.C.N. для получения холоднодеформированных прутков.
Автоматические волочильные линии включают в себя следующие операции: волочение прессованной заготовки и получение холоднодеформированного прутка, предварительная резка прутка на «летучих» ножницах, правка прутка на косовалковой правильной машине для получения требуемых значений кривизны и снятия остаточных напряжений после волочения, окончательная резка прутка в размер, снятие фаски с прутка, упаковка прутков в пакет. Основным достоинством заявляемого сплава является возможность уменьшения затрат как при изготовлении, так и при дальнейшей обработке за счёт снижения времени обработки.
Механические свойства полученных прутков представлены в Таблице 1. Проведенные исследования по обработке на гидравлическом штампе показывают возможность снижения температуры обработки заявляемого сплава на 50°С за счёт повышенной обрабатываемости сплава.
Упакованная готовая продукция транспортируется на склад готовой продукции при помощи мостового крана.
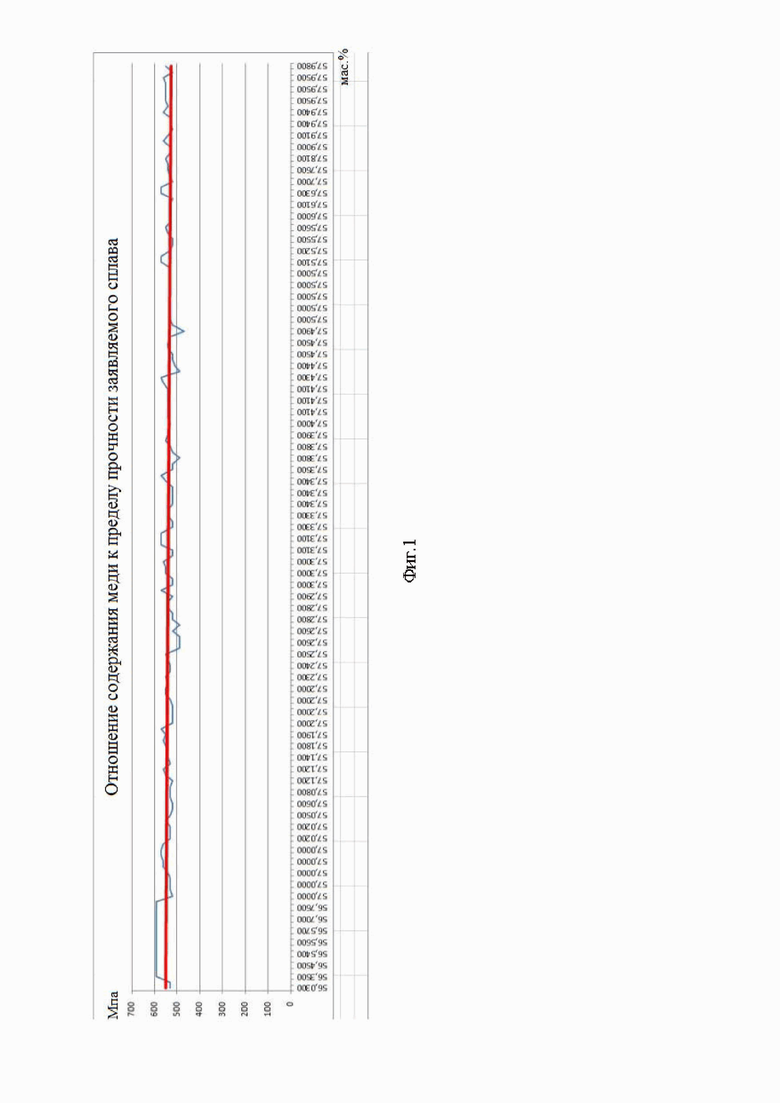
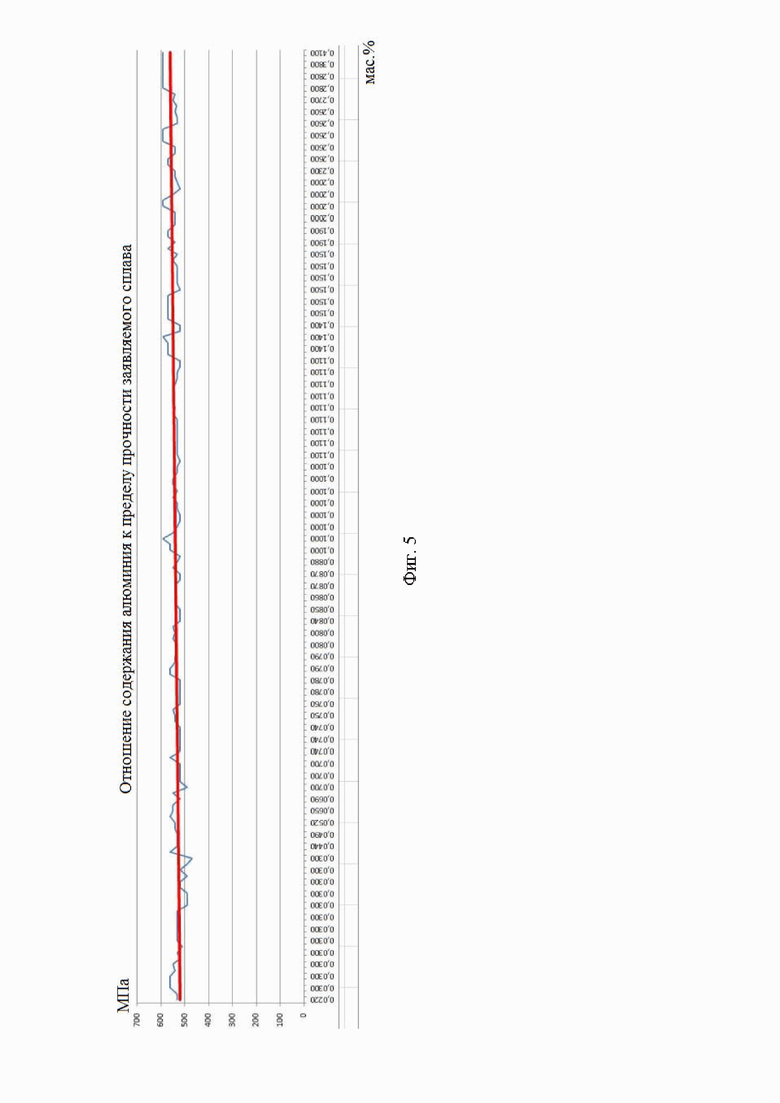
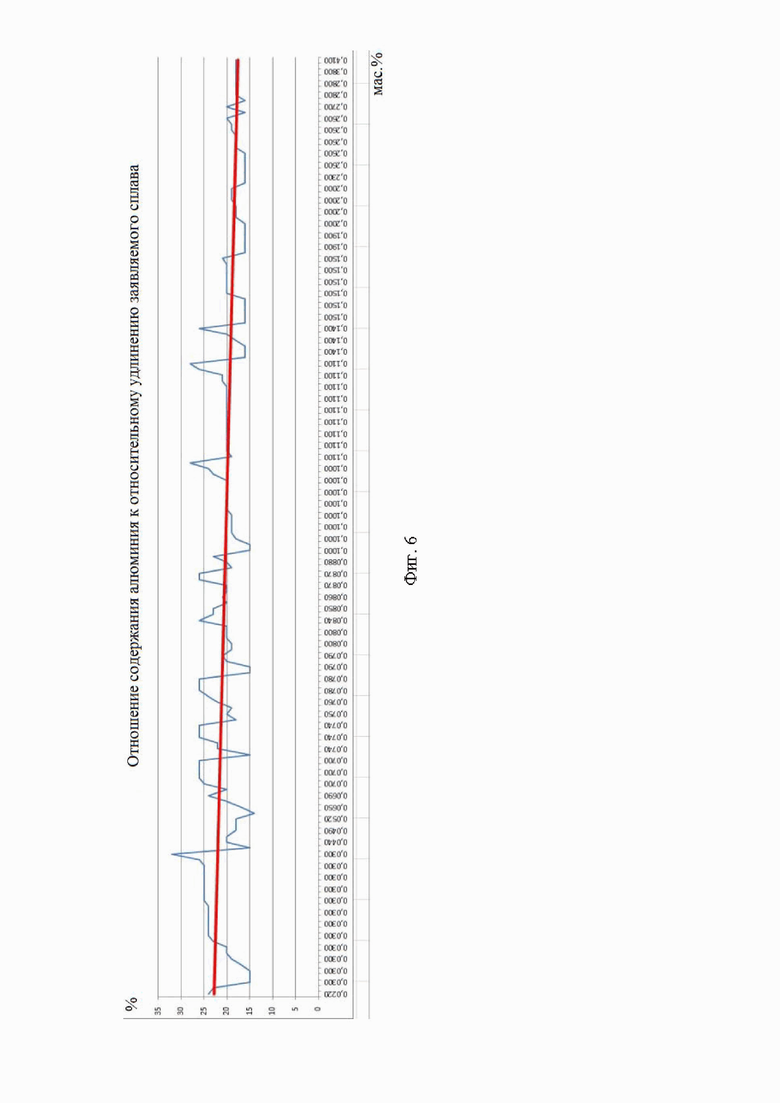
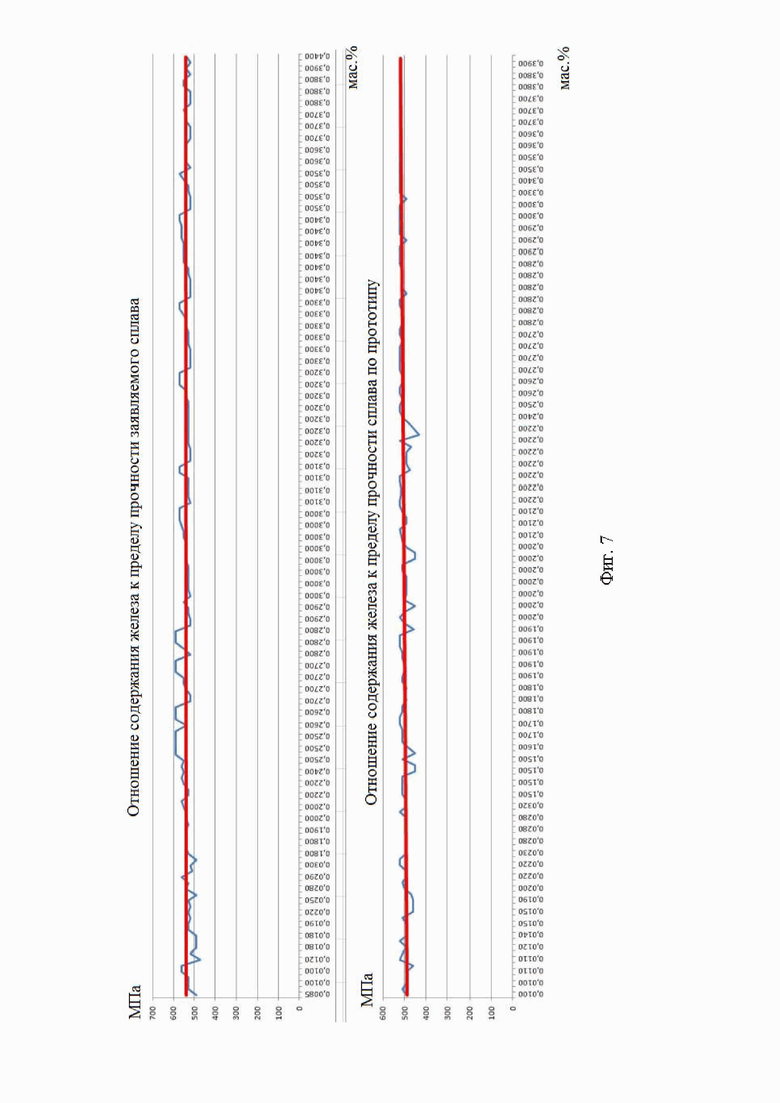
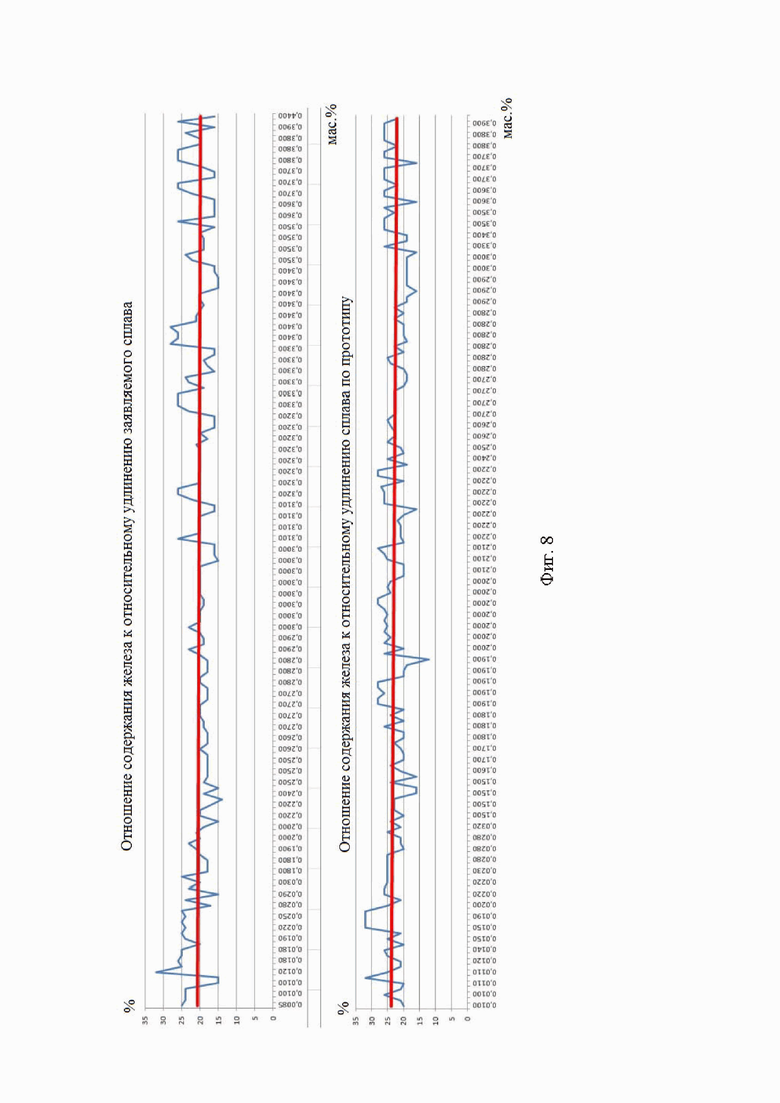
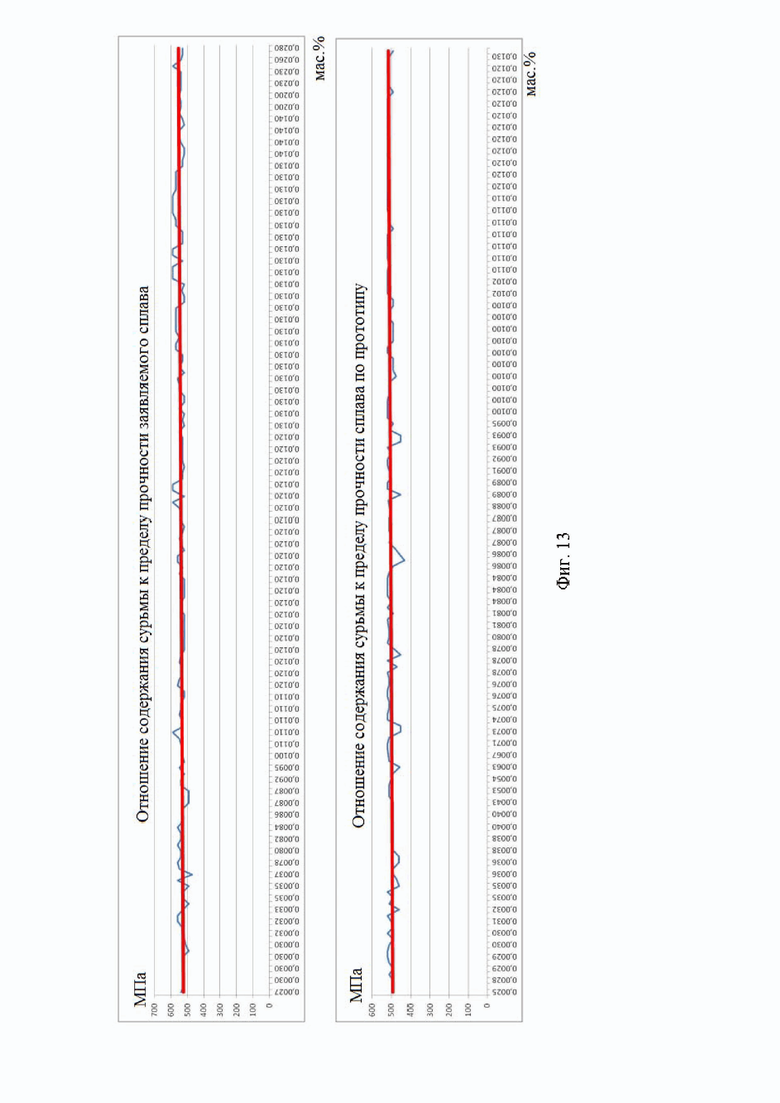
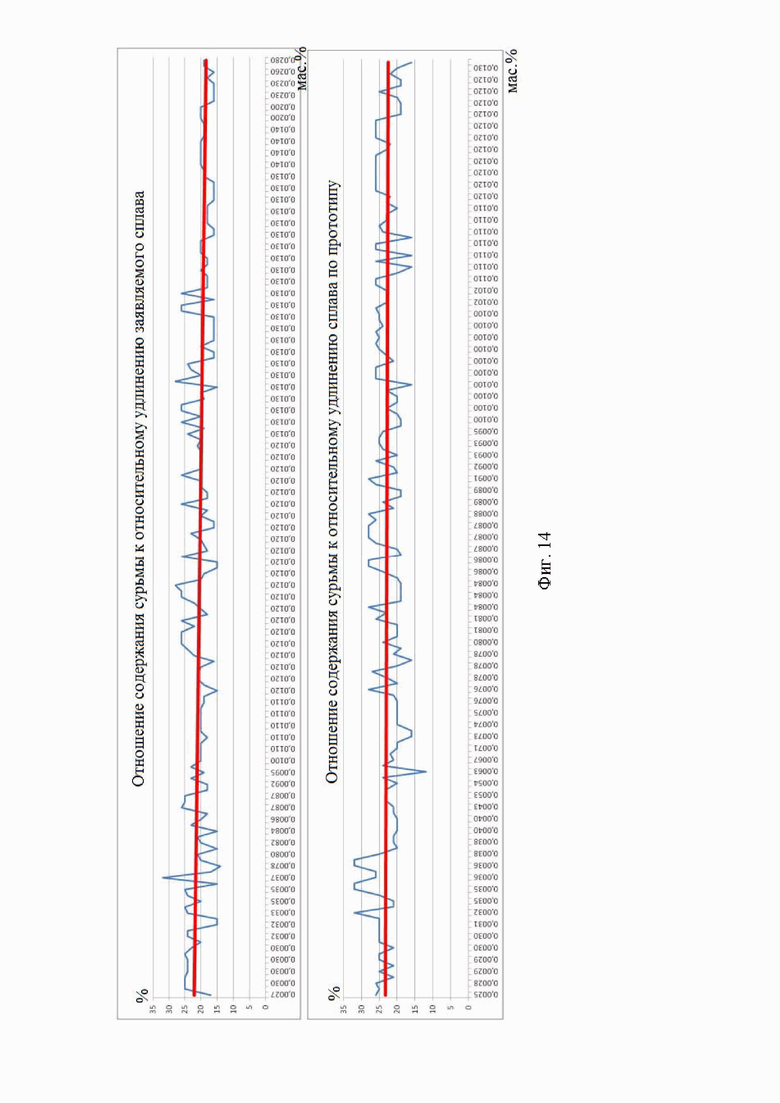
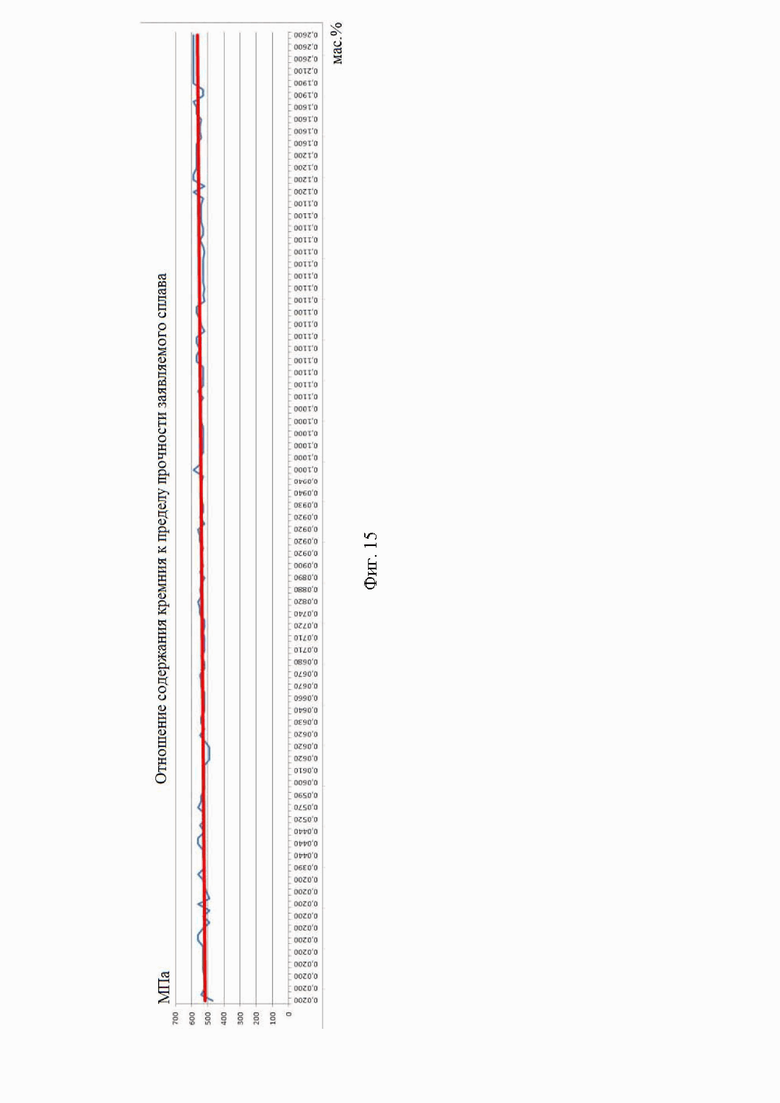
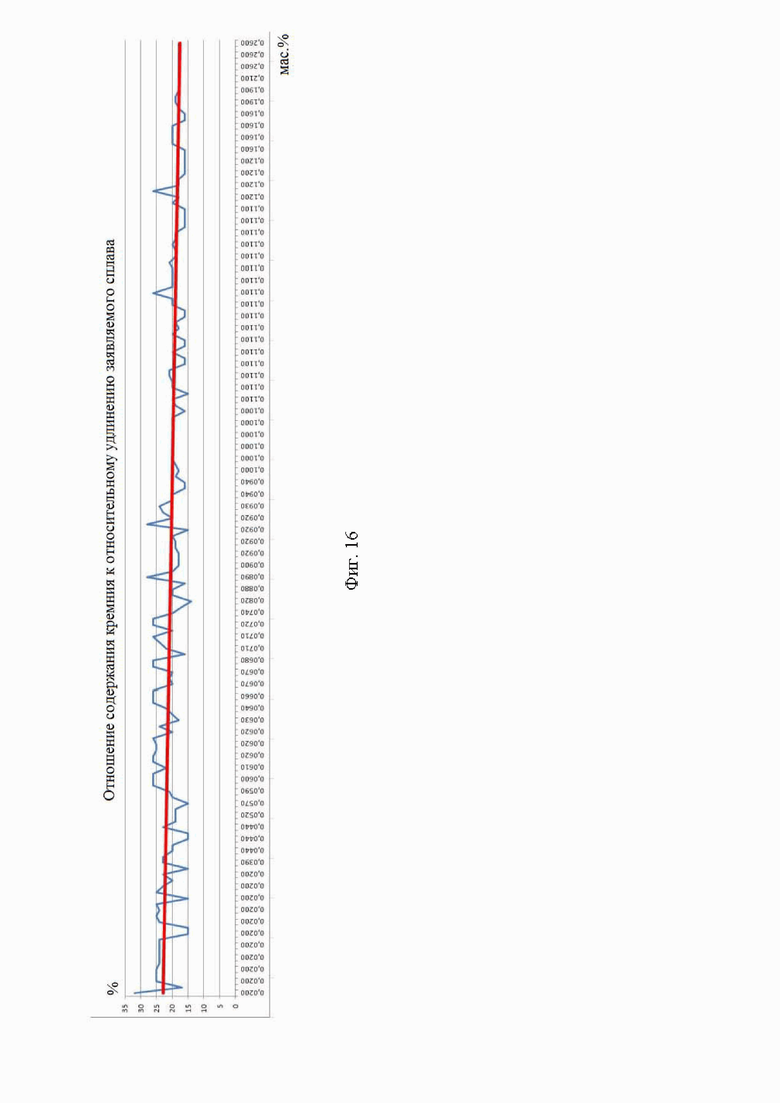
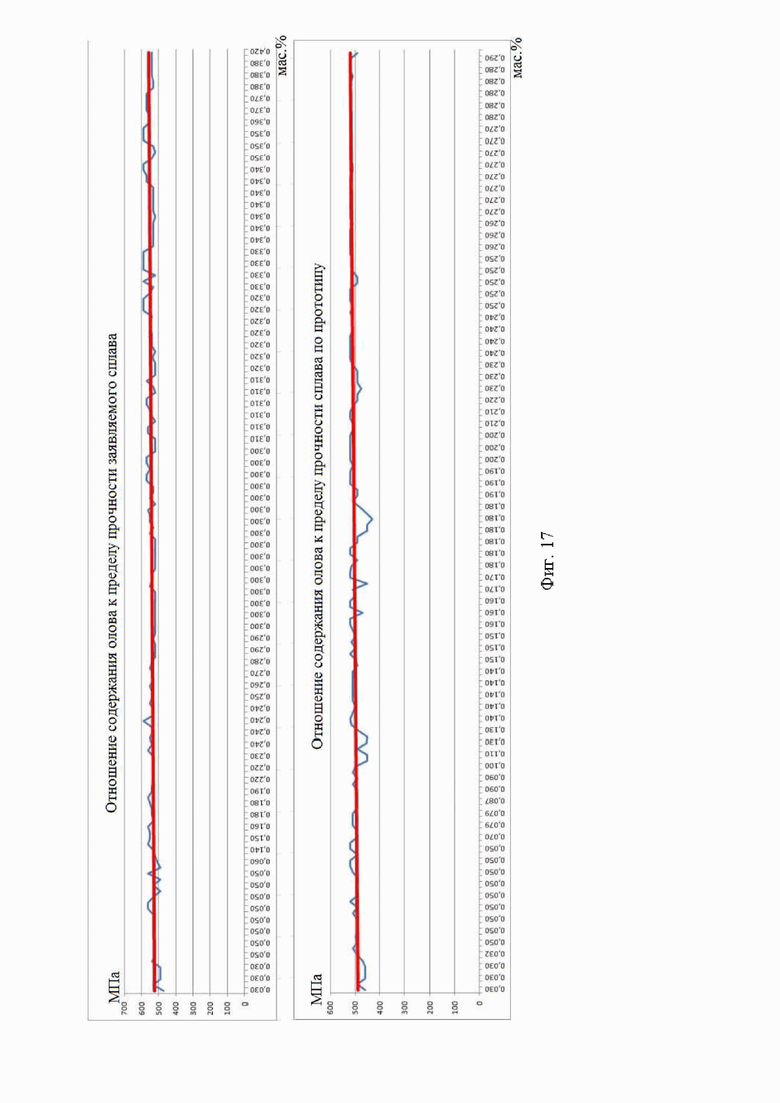
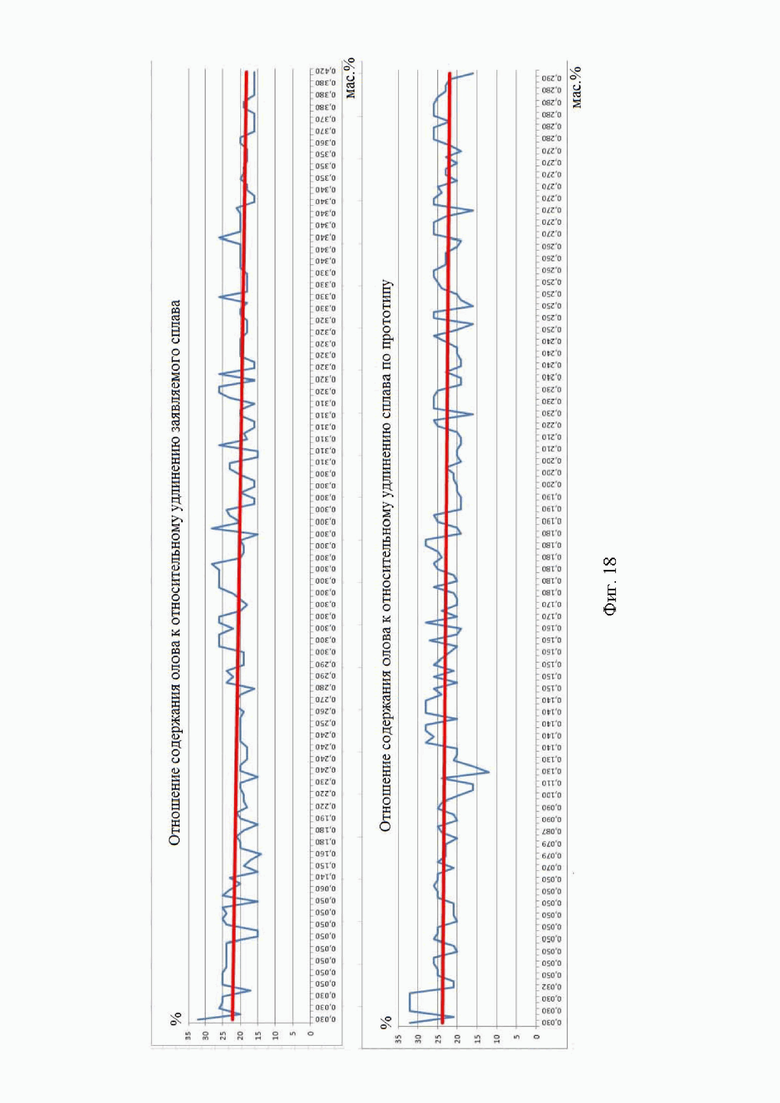
Для анализа предела прочности вещества и относительного удлинения заявляемого сплава оценивали отношение содержания каждого отдельного химического элемента в сплаве к пределу прочности и к относительному удлинению.
На Фиг. 1-18 представлены графики, показывающее влияние компонентов заявляемого сплава на прочность и относительное удлинение, в том числе в сравнении со сплавом-прототипом.
На фиг. 1 показан график зависимости содержания меди на предел прочности заявляемого сплава.
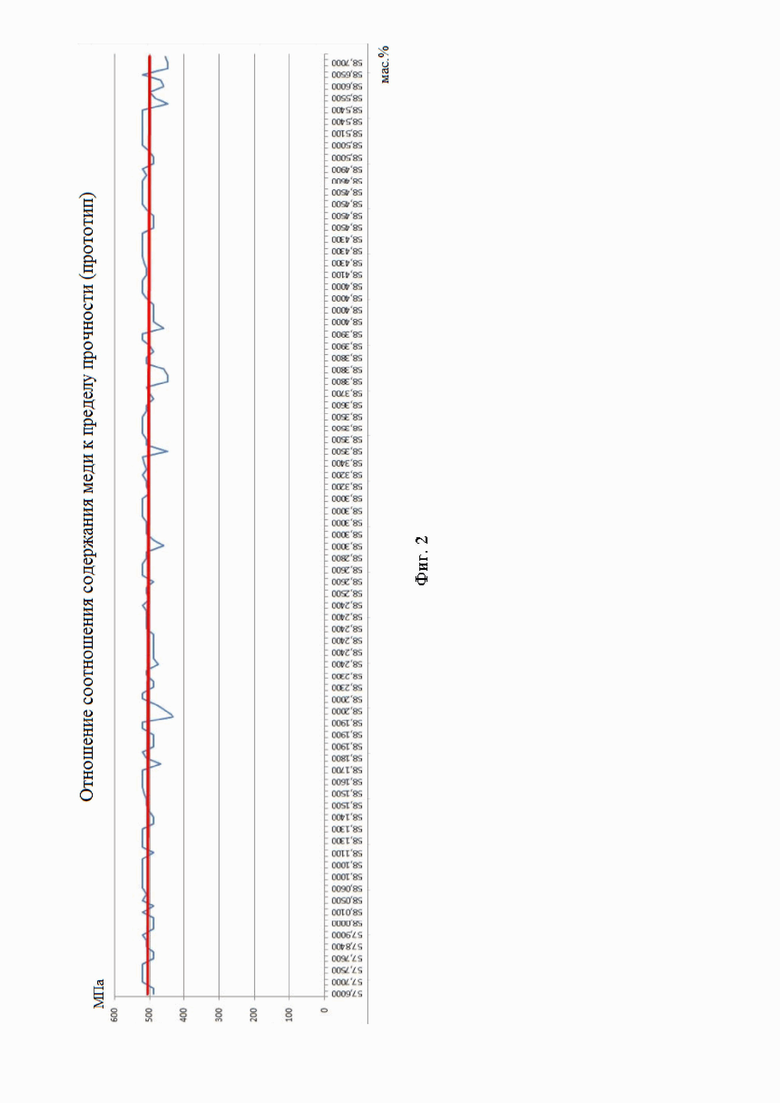
На фиг. 2 показан график зависимости содержания меди на предел прочности сплава - прототипа.
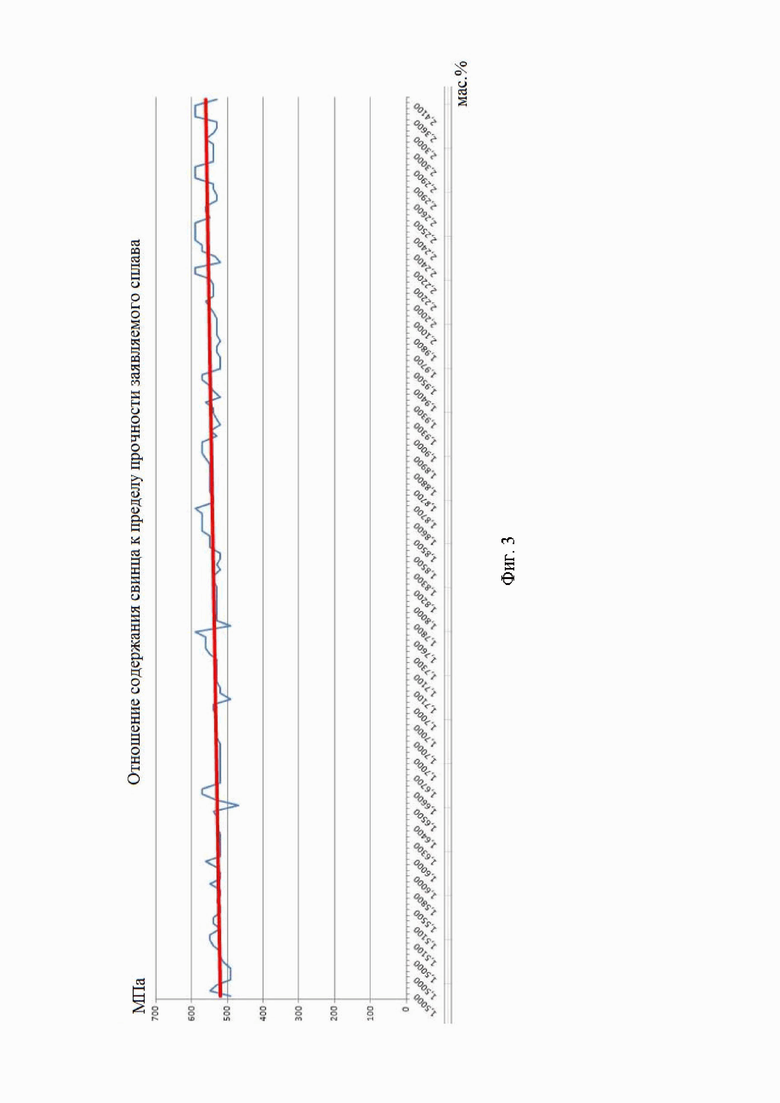
На фиг. 3 показан график зависимости содержания свинца на предел прочности заявляемого сплава.
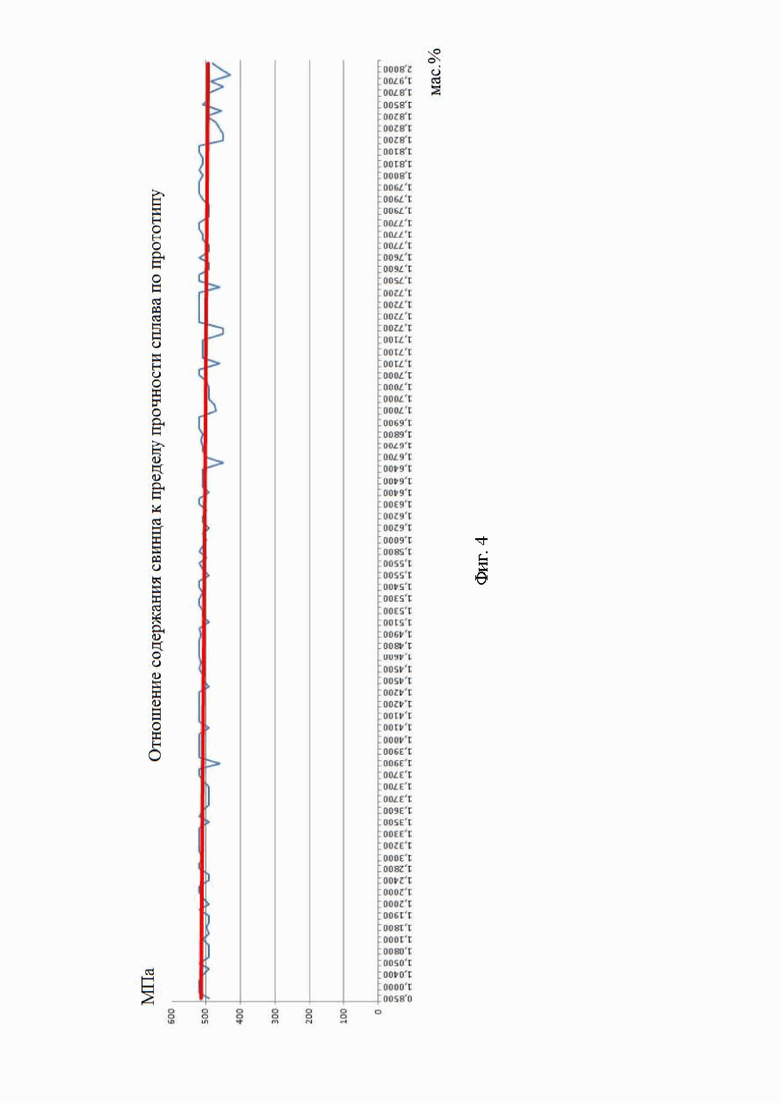
На фиг. 4 показан график зависимости содержания свинца на предел прочности сплава - прототипа.
На фиг. 5 показаны графики зависимости содержания алюминия на предел прочности заявляемого сплава
На фиг. 6 показаны графики зависимости содержания алюминия на относительное удлинение заявляемого сплава
На фиг. 7 показаны графики зависимости содержания железа на предел прочности заявляемого сплава и сплава - прототипа.
На фиг. 8 показаны графики зависимости содержания железа на относительное удлинение заявляемого сплава и сплава - прототипа.
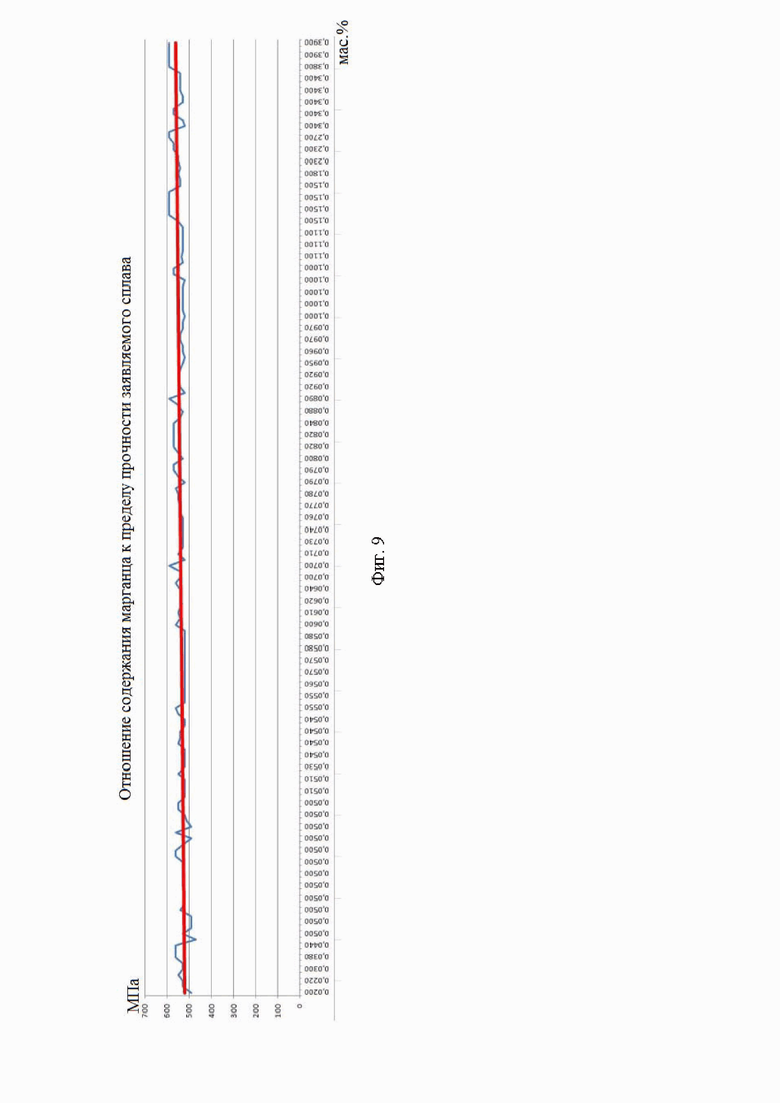
На фиг. 9 показаны графики зависимости содержания марганца на предел прочности заявляемого сплава
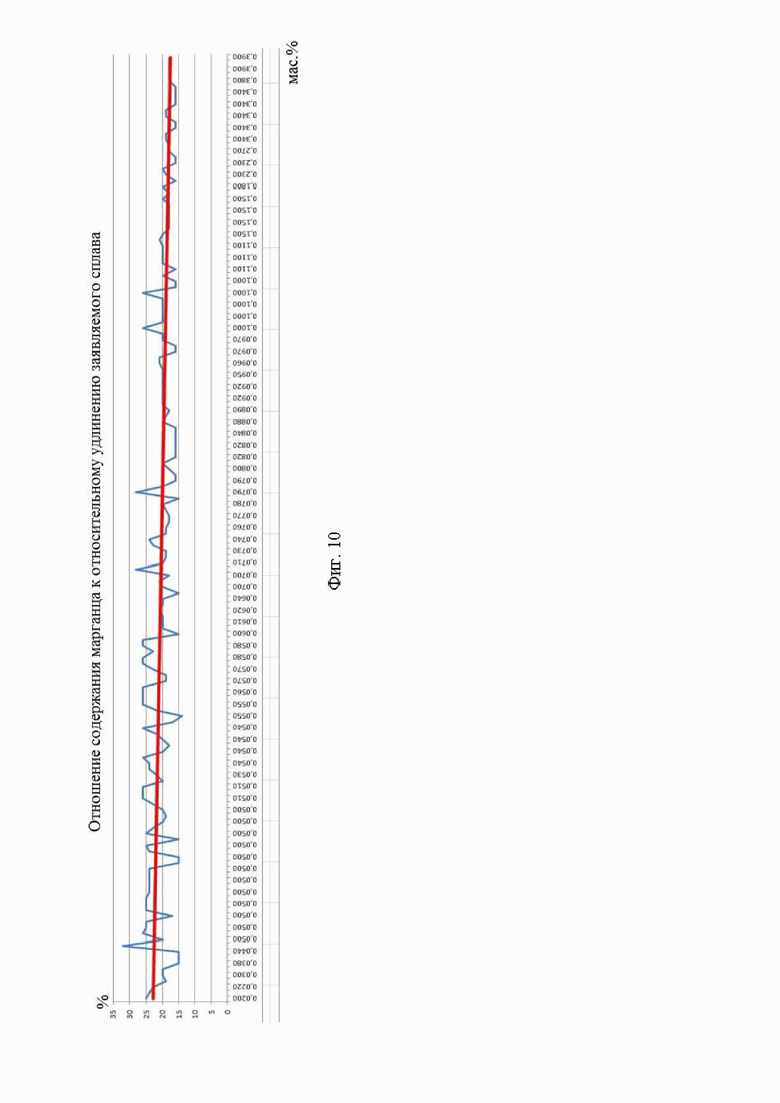
На фиг. 10 показаны графики зависимости содержания марганца на относительное удлинение заявляемого сплава
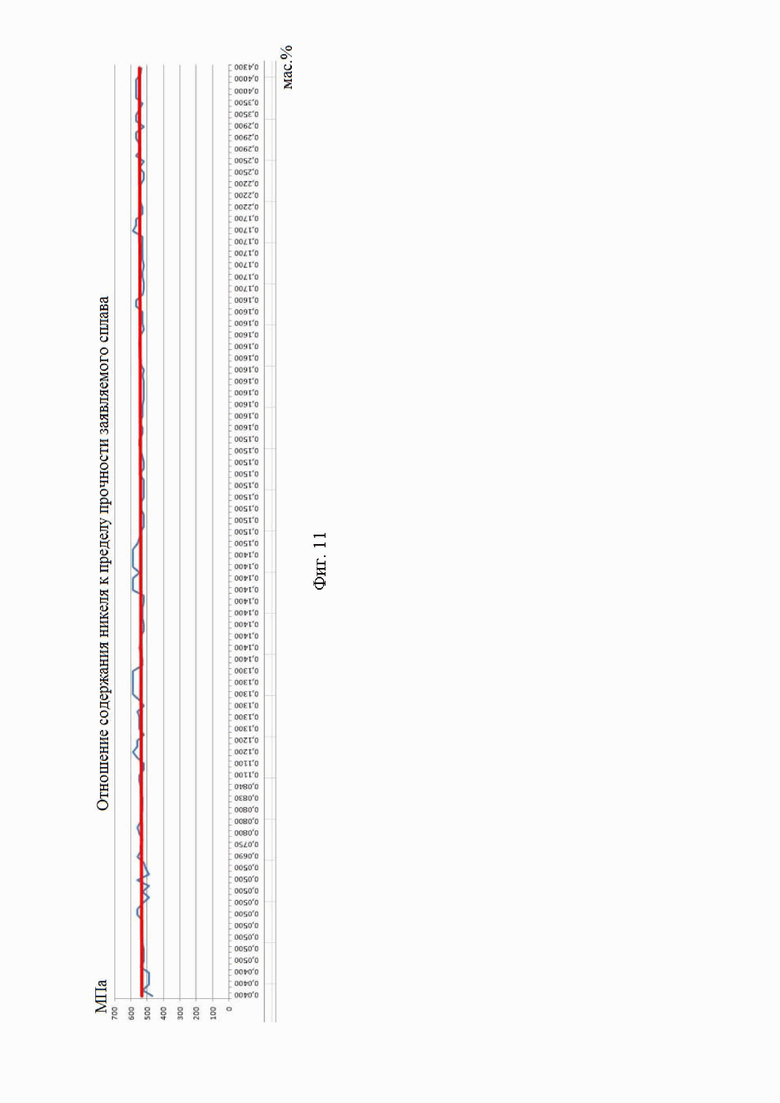
На фиг. 11 показаны графики зависимости содержания никеля на предел прочности заявляемого сплава
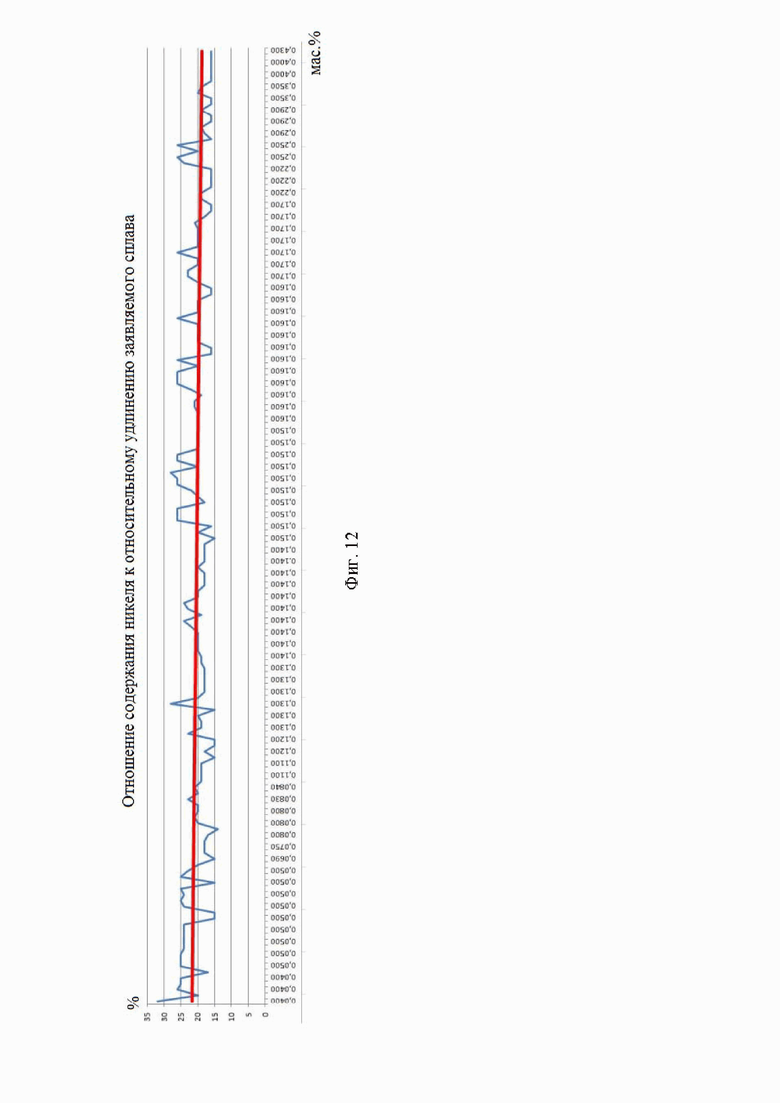
На фиг. 12 показаны графики зависимости содержания никеля на относительное удлинение заявляемого сплава
На фиг. 13 показаны графики зависимости содержания сурьмы на предел прочности заявляемого сплава и сплава - прототипа
На фиг. 14 показаны графики зависимости содержания сурьмы на относительное удлинение заявляемого сплава и сплава - прототипа
На фиг. 15 показаны графики зависимости содержания кремния на предел прочности заявляемого сплава
На фиг. 16 показаны графики зависимости содержания кремния на относительное удлинение заявляемого сплава
На фиг. 17 показаны графики зависимости содержания олова на предел прочности заявляемого сплава и сплава - прототипа
На фиг. 18 показаны графики зависимости содержания олова на относительное удлинение заявляемого сплава и сплава - прототипа
На фиг. 19 приведены изображения микроструктуры сплавов.
Из приведенных графиков видно, что при содержании меди в заявляемом сплаве в пределах 56-58 мас. % наблюдается увеличение прочностных свойств на 13% с 520 МПа до 590 МПа, а также видно, что заявляемый сплав обеспечивает значимое снижение относительного удлинения.
Диапазон по содержанию свинца в пределах 1,5% - 2,41 мас.% в заявляемом сплаве улучшает механообрабатывающие свойства, обеспечивает латунному сплаву хорошую обрабатываемость на металлорежущих станках, а также снижение коэффициента трения при механическом контакте подвижных деталей. Чтобы не сообщить слишком большую хрупкость латунному сплаву, свинец добавляют в количестве, не превышающем 2,41 мас.%
Железо (Fe) в составе латуни в заявляемом количественном интервале способствует получению более мелкозернистой структуры сплава, однако железо (Fe) не является предпочтительным элементов легирования латунного сплава. При этом, добавление железа (Fe) в состав сплава в сочетании с марганцем (Mn) в суммарном количестве 0,03-0,85 мас.% наиболее благоприятно влияют на зернистость структуры латуни, а также повышают прочностные и технологические свойства. Одновременно, марганец (Mn) способен существенно повышать производительность процесса, улучшает прочность, износостойкость, коррозийную стойкость получаемых прутков. Опытным путем доказано, что содержание марганца (Mn) более 0,40 мас.% приводит к ухудшению производительности процесса.
Наличие никеля (Ni) в составе заявляемого сплава способствует повышению механических свойства и коррозийной стойкости сплава. При использовании никеля в составе сплава в количестве, превышающим заявленное значение, при опытных испытаниях не показало значительных изменений каких-либо свойств по сравнению с заявленным интервалом, т.е. повышение содержание никеля более 0,43 мас.% не приводит к дальнейшему повышению прочности и снижению относительного удлинения получаемых прутков.
Сурьма (Sb) обладает растворимостью в твердом растворе сплава, образует интерметаллиды и агломераты на оболочках зерен, препятствует коррозии цинкового покрытия.
В составе заявляемого латунного сплава цинк способен образовывать твердый раствор с улучшенными качественными механообрабатываемости и повышает способность к холодному формованию.
В качестве особенностей получения заявляемого сплава следует отметить увеличение производительности процесса на 3-5% за счёт ускорения процесса плавления шихтовых материалов, взятых в заявляемом соотношении компонентов. Прутки, полученные из заявляемого сплава, характеризуются повышенными прочностными свойствами по сравнению с аналогами и прототипом около 13 %, а также значимым уменьшением относительного удлинения.
Были проведены опытные испытания, которыми было установлено, что при соотношении компонентов в составе сплава меньше заявленного количества по каждому компоненту, не приводит к достижению заявленного технического результата. Если количественное соотношение компонентов больше заявленного количества по каждому компоненту, то также не наблюдается существенного улучшения характеристик сплава для обеспечения механообрабатываемости, а также не обеспечивает сокращение расходов, в том числе энергетических, требующихся на изготовление и дальнейшую обработку сплава.
Таким образом, заявляемый сплав характеризуется новой совокупностью существенных признаков, характеризующими соотношением компонентов, обеспечивающими новый технический результат, что позволяет сделать вывод о соответствии заявляемого изобретения критериям патентоспособности «новизна» и «изобретательский уровень».
Заявляемое изобретение может быть выполнено известными способами из известных материалов, что обеспечивает его соответствие критерию патентоспособности «промышленная применимость».
Таблица 1
испытаний
мм
не менее
Примечания
1. Относительное удлинение определяют на коротких δ5 или длинных δ10 образцах по усмотрению изготовителя.
2. Данные по твердости носят справочный характер.
3. Р - испытание на растяжение - σв,δ5 или δ10.
К - без указанных механических свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| Латунный сплав | 2022 |
|
RU2792349C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЛАВА ИЗ ПОРОШКА СВИНЦОВОЙ ЛАТУНИ ЛС58-3, ПОЛУЧЕННОГО ЭЛЕКТРОЭРОЗИОННЫМ ДИСПЕРГИРОВАНИЕМ В ИЗОПРОПИЛОВОМ СПИРТЕ | 2024 |
|
RU2841555C1 |
| ГЕТЕРОГЕННЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 1996 |
|
RU2092604C1 |
| СПЛАВ НА ОСНОВЕ МЕДИ | 1998 |
|
RU2138573C1 |
| СТАЛЬ | 1996 |
|
RU2095461C1 |
| ТРУБНАЯ ЗАГОТОВКА ИЗ МИКРОЛЕГИРОВАННОЙ СТАЛИ | 2006 |
|
RU2336328C1 |
| ТРУБНАЯ ЗАГОТОВКА ИЗ НИЗКОУГЛЕРОДИСТОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2006 |
|
RU2336325C1 |
| ТРУБНАЯ ЗАГОТОВКА ИЗ НИЗКОУГЛЕРОДИСТОЙ МОЛИБДЕНСОДЕРЖАЩЕЙ СТАЛИ | 2006 |
|
RU2336333C2 |
| ТРУБНАЯ ЗАГОТОВКА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2006 |
|
RU2351662C2 |
| ТРУБНАЯ ЗАГОТОВКА ИЗ НИЗКОУГЛЕРОДИСТОЙ МАРГАНЕЦСОДЕРЖАЩЕЙ СТАЛИ | 2006 |
|
RU2336329C1 |
Изобретение относится к области цветной металлургии, в частности к сплавам на основе меди с цинком и свинцом, и может быть использовано для изготовления прутков круглого, квадратного или шестигранного сечений, поставляемых в прямых отрезках, специально предназначенных для обработки на автоматах и предназначенных для изготовления деталей, являющихся составными частями сантехнических изделий. Латунный сплав для изготовления прутков содержит, мас. %: медь 56 – 58, свинец 1,5 – 2,41, железо 0,01 – 0,45, никель 0,04 – 0,43, олово 0,03 – 0,42, кремний 0,02 – 0,26, алюминий 0,022 – 0,41, марганец 0,02 – 0,40, сурьма 0,003 – 0,03, висмут ≤ 0,003, неизбежные примеси ≤ 1,5, цинк – остальное. Техническим результатом изобретения является повышение механообрабатываемости латунных сплавов, обладающих высокими прочностными свойствами. 1 табл., 19 ил.
Латунный сплав для изготовления прутков, содержащий медь, свинец, цинк, железо, олово, сурьму, висмут, неизбежные примеси, отличающийся тем, что он дополнительно содержит никель, алюминий, кремний, марганец при следующем соотношении компонентов, мас. %:
Медь (Cu) 56 – 58
Свинец (Pb) 1,5 – 2,41
Железо (Fe) 0,01 – 0,45
Никель (Ni) 0,04 – 0,43
Олово (Sn) 0,03 – 0,42
Кремний (Si) 0,02 – 0,26
Алюминий (Al) 0,022 – 0,41
Марганец (Mn) 0,02 – 0,40
Сурьма (Sb) 0,003 – 0,03
Висмут (Bi) ≤ 0,003
Неизбежные примеси: ≤ 1,5
Цинк (Zn) остальное.
| Сейсмограф | 1929 |
|
SU15527A1 |
| ЭКСПЕРИМЕНТАЛЬНО-БИОЛОГИЧЕСКАЯ КЛИНИКА | 2006 |
|
RU2311891C1 |
| CN 104451248 A, 25.03.2015 | |||
| Способ регулирования передачи постоянного тока с промежуточными инверторными подстанциями | 1961 |
|
SU140486A1 |
| Способ извлечения паров метанола | 1979 |
|
SU833288A1 |

