Изобретение относится к сварочному производству и может быть использовано для наплавки деталей, испытывающих износ трением металла по металлу в условиях многократных теплосмен, например, валков горячей прокатки, опорных валов, деталей металлургического оборудования и др. В настоящий момент в данной области не решена проблема оптимального легирования металла шва, позволяющего получать экономно-легированный наплавленный слой, обладающий повышенным сопротивлением развитию усталостных трещин, при температурах отпускной хрупкости.
Известен материал [1] применяемый для наплавки, следующего химического состава, мас.
углерод 0,15 0,62
алюминий 0,005 0,10
кремний 0,35 1,20
азот 0,005 0,05
марганец 0,2 2,0
лантан 0,005 0,10
хром 3,2 7,5
кальций 0,001 0,08
никель 0,2 0,8
магний 0,001 0,05
молибден 1,2 2,5
ванадий 0,2 1,2
железо остальное
Этот материал, обладающий высокой прочностью и пластичностью, характеризуется низкой ударной вязкостью в условиях работы при знакопеременных нагрузках, так как никель, введенный в состав стали, значительно охрупчивает матрицу, состоящую из сложных карбидов хрома, ванадия, алюминия и марганца, образуя интерметаллидные фазы. Кроме того, повышенное содержание дорогостоящих и дефицитных материалов, увеличивает стоимость наплавочного материала.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является применяемая для наплавки электродная лента [2] следующего химического состава, мас.
углерод 0,6 0,80
марганец 0,1 0,40
кремний 0,5
хром 4,5 5,5
молибден 1,6 2,0
ванадий 0,6 0,8
вольфрам 2,5 3,5
железо остальное
Данный материал обладает высоким сопротивлением развитию усталостных трещин после отжига при температуре 700oC. Высокое содержание хрома в сплаве, определяемое условиями эксплуатации, хотя несколько и снижает зависимость его свойств от температуры отпуска, однако не устраняет охрупчивания при Tопт 450 550o. Кроме того, связанная с этим высокая стоимость изготовления, не позволяет использовать данный материал для широкой номенклатуры наплавляемых деталей металлургического оборудования.
Задачей изобретения являются разработка состава сплава наплавочного материала в виде электродной ленты, в котором изменение соотношения легирующих компонентов позволит увеличить стойкость наплавленного материал против развития усталостных трещин при температурах отпускной хрупкости, что приведет к повышению долговечности наплавленных деталей.
Для решения поставленной задачи в состав электродной ленты для наплавки, содержащей углерод, марганец, кремний, хром, молибден, ванадий, железо, дополнительно вводится кальций при следующем соотношении компонентов, мас.
углерод 0,15 0,23
марганец 1,2 1,8
кремний 0,5 0,9
хром 2,0 3,2
молибден 0,3 0,45
ванадий 0,08 0,15
кальций 0,008 0,015
железо остальное
Введение кальция, являющегося мадификатором, позволит повысить прочность и пластичность наплавленного металла за счет снижения концентрации серы и удаления включений глинозема и сульфидов марганца.
При оптимальном (0,008 0,015%) содержании кальция в металле происходит измельчение карбидов без сплошных выделений их по границам зерен. Это облегчает передачу сдвига через границу зерен и снятия возникающих напряжений, в результате чего значительно увеличивается пластичность сплавов при повышенных температурах и, как следствие, повышается износостойкость.
При содержании кальция менее 0,008% его модифицирующее действие проявляется недостаточно. При содержании более 0,015% образуется легкоплавкие кальциевые эвтектики и пластичность сплавов вновь снижается.
Ограничив содержание хрома до 3,2% удалось добиться уменьшения эффекта дисперсионного твердения при отпуске, обеспечив высокие значения работы разрешения металла. Дальнейшее уменьшение содержания хрома (менее 2%) приводит к ухудшению механических свойств, снижению сопротивляемости износу.
При введении в состав сплава менее 0,3% молибдена в процессе нагрева наплавленного слоя во время эксплуатации детали возникающие циклические фазовые напряжения вызывают усталость металла и снижают его долговечность. При введении в сплав 0,3 0,5% молибдена уменьшаются сегрегация и неоднородность зерен. Это приводит к увеличению его сопротивляемости развитию трещины.
Ванадий в указанном диапазоне концентраций 0,08 0,15% введен в сплав в качестве добавки для улучшения структуры измельчения зерна и предотвращения его роста при повышенных температурах. Это позволяет улучшить механические характеристики (увеличить прочность и пластичность) и повысить долговечность наплавленного металла. Вместе с тем повышенное содержание ванадия (более 0,15% ) при высоких температурах снижает пластичность, что может привести к уменьшению долговечности.
При содержании кремния более 0,5% повышается износостойкость сплава. Кремний в количестве 0,5 0,9% положительно влияет на износостойкость сплава и не оказывает существенного влияния на развитие отпускной хрупкости. При содержании кремния свыше 0,9% в процессе наплавки сплава могут появляться кристаллизационные трещины.
Марганец в количестве 1,2 1,8% несколько уменьшает сопротивление сплава развитию усталостных трещин.
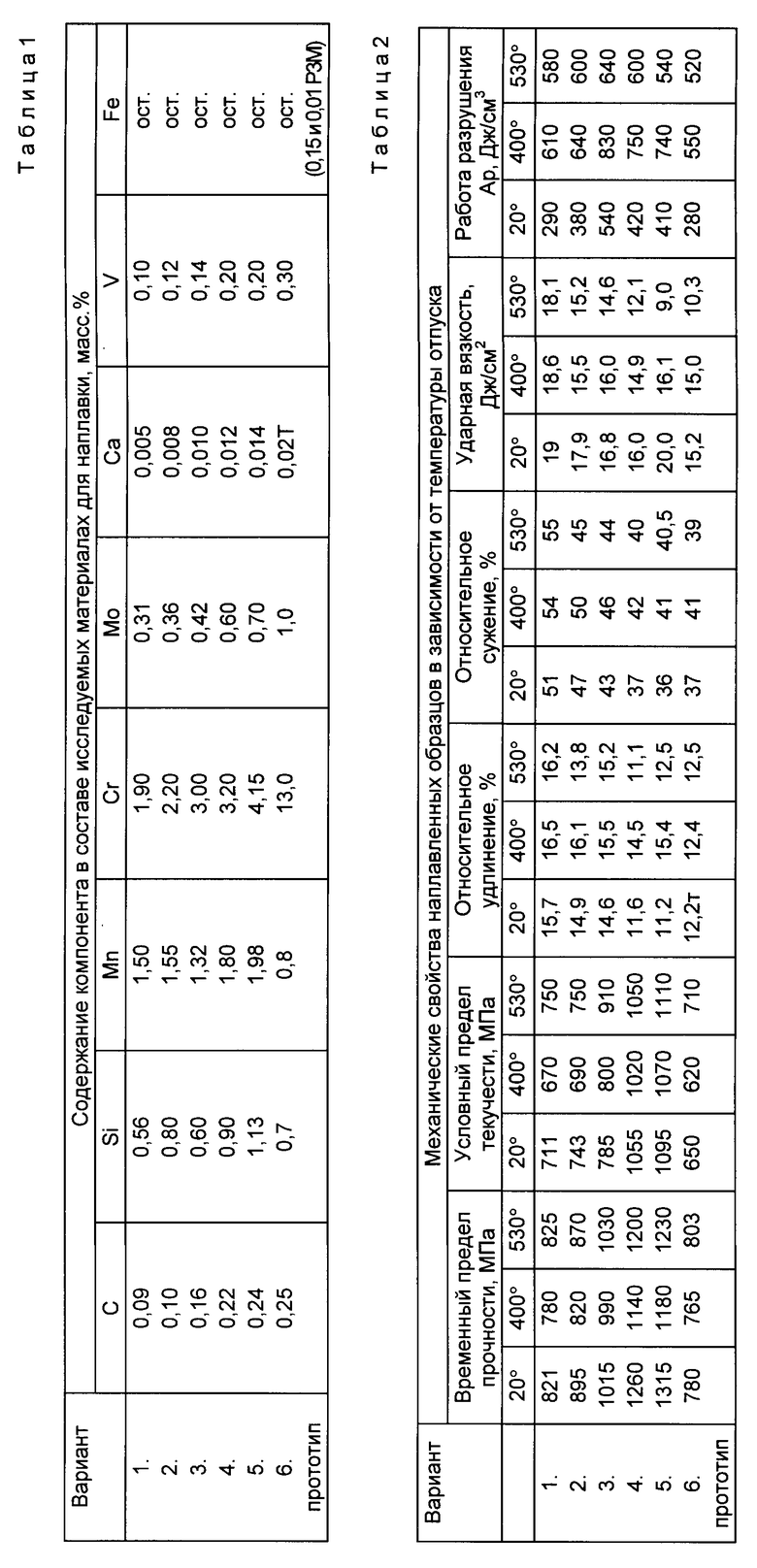
Для определения оптимального соотношения компонентов в электродной ленте для наплавки в лабораторных условиях были приведены оптимальные наплавки различными составами. Примеры их выполнения приведены в табл. 1. Образцы для испытания свойств предлагаемого материала (НО-22 на растяжение и 10х10х55 на ударную вязкость) вырезались из наплавленного металла не ниже 5-го 6-го слоев. Изучались химический состав, структура, механические свойства наплавленных образцов и их сопротивляемость хрупким разрушениям при различных режимах термической обработки. Испытания образцов велись по общепринятым методикам с записью диаграмм разрушения. Результаты испытаний приведены в табл. 2.
Для определения сопротивляемости образцов развитию усталостной трещины использовали комплексную характеристику прочности и пластичности удельную работу разрешения Ap, которая рассчитывается по формуле:
где σ0,2, σи условный предел текучести и истинный предел прочности соответственно, H/мм2;
do, dи диаметр образца в месте разрушения до и после испытаний соответственно.
Чем больше величина удельной работы разрешения Ap, тем меньше скорость роста трещины dL/dN при одинаковой величине нагрузки (одном и том же размахе коэффициента интенсивности напряжений ΔK).
В результате анализа полученных данных было установлено, что по мере возрастания содержания легирующих элементов пластические характеристики (δ,ψ) снижаются, причем растет их зависимость от температуры отпуска, в области температур отпускной хрупкости наблюдается более резкое падение пластичности. Так, у известного сплава относительное удлинение и относительное сужение при температуре отпуска 530o равны 12,5 и 39% соответственно.
Что касается прочностных свойств (σ0,2, σв Kc) наблюдается обратная картина прочность наплавленного материала растет при увеличении содержания легирующих элементов, причем в то время как σ0,2 и σв практически не зависят от температуры отпуска, ударная вязкость острее реагирует на повышение температуры отпуска и для известного сплава (N 6) снижается до 10,3 Дж/см2 (при Tотп 530o)(см. табл. 2).
Стойкость к развитию усталостных трещин при температурах отпускной хрупкости объективно отражает Ap. Установлено, что при всех исследуемых температурах отпуска величина работы разрушения Ap для предлагаемого материала (в качестве предлагаемого выбран состав N 3) оказалась выше, чем у известного сплава, причем наблюдалась менее резкая зависимость этого показателя от температуры отпуска  (см. табл. 2).
(см. табл. 2).
Литература
1. A.C. N 836190, C 22 C 38/24, 1981.
2. С. Я. Шехтер, А.Я.Шварцер, Наплавка деталей металлургического оборудования, Справочник, М. Металлургия, 1981, с. 59.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЬ | 1995 |
|
RU2075534C1 |
| СТАЛЬ | 1996 |
|
RU2100470C1 |
| ЛИТЕЙНЫЙ ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 1996 |
|
RU2112069C1 |
| Хладостойкая высокопрочная сталь | 2020 |
|
RU2746598C1 |
| ВЫСОКОПРОЧНАЯ ВЫСОКОТВЕРДАЯ СТАЛЬ И СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НЕЕ | 2016 |
|
RU2654093C2 |
| ЧУГУН | 1993 |
|
RU2037551C1 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ КОРПУСНЫХ ДЕТАЛЕЙ ИЗ РАЗНОРОДНЫХ СТАЛЕЙ | 2010 |
|
RU2440876C1 |
| СТАЛЬ | 1993 |
|
RU2109079C1 |
| ТЕПЛОСТОЙКАЯ СТАЛЬ | 2011 |
|
RU2441092C1 |
| СТАЛЬ | 1999 |
|
RU2154693C1 |
Электродная лента для наплавки на основе железа содержит, мас.%: 0,15 - 0,23 углерода, 1,2 - 1,8 марганца, 0,5 - 0,9 кремния, 2,0 - 3,2 хрома, 0,3 - 0,45 молибдена, 0,08 - 0,15 ванадия, 0,008 - 0,015 кальция. 2 табл.
Электродная лента для наплавки, содержащая углерод, марганец, кремний, хром, молибден, ванадий, железо, отличающаяся тем, что в нее дополнительно введен кальций при следующем соотношении компонентов, мас.
Углерод 0,15 0,23
Марганец 1,2 1,8
Кремний 0,5 0,9
Хром 2,0 3,2
Молибден 0,3 0,45
Ванадий 0,08 0,15
Кальций 0,008 0,015
Железо Остальное
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шехтер С.Я., Шварцер А.Я | |||
| Наплавка деталей металлургического оборудования./ Справочник | |||
| - М.: Металлургия, 1981, с | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |

