Изобретение относится к машиностроению, в частности к производству втулок гусеничного хода для промышленных тракторов, экскаваторов, бульдозеров.
Втулки гусениц относятся к тяжелонагруженным деталям ходовой системы, подвергающимся динамическим и изгибным нагрузкам, интенсивному износу.
Известен способ изготовления втулок для гусениц промышленных тракторов из низкоуглеродистых малолегированных сталей 20Г, 20Х, 15 20ХМ, подвергаемых цементации, закалке и низкому отпуску (ОСТ 23.1/178-87: Цепи гусеничных промышленных тракторов. Общие технические условия). Структура упрочненной зоны наружной и внутренней поверхностей втулок глубиной 2 3 мм, прошедших обработку по указанной схеме, состоит из отпущенного высокоуглеродистого мартенсита и свободных карбидов, а сердцевины малоуглеродистого мартенсита, феррита, а в ряде случаев верхнего бейнита.
Недостатками таких втулок являются пониженная стойкость противоударных и изгибных нагрузок, относительно низкие надежность и долговечность, обусловленные, прежде всего, наличием избыточной карбидной фазы в цементованной зоне и свободного феррита, верхнего бейнита в сердцевине, а также трудоемкость их изготовления из-за длительности (50 ч) процесса цементации.
Наиболее близким по технической сущности к предлагаемому изобретению является выбранный в качестве прототипа способ изготовления тракторных втулок из стали 58 (55ПП), подвергнутых объемно-поверхностной закалке при индукционном нагреве (Шепеляковский К.З. Упрочнение деталей машин поверхностной закалкой при индукционном нагреве. М. Машиностроение, 1972, с. 157 160).
Существенным недостатком втулок, полученных таким способом, является недостаточная их износостойкость, в связи с относительно низким содержанием углерода в стали 58 (55ПП), а также пониженные вязкие характеристики, обусловленные наличием в сердцевине детали смеси структур избыточного феррита, перлита и троостита закалки.
Изобретение позволяет получить втулки, обладающие высокой надежностью в эксплуатации, определяемой повышенным сопротивлением абразивному изнашиванию и стойкостью к ударным нагрузкам.
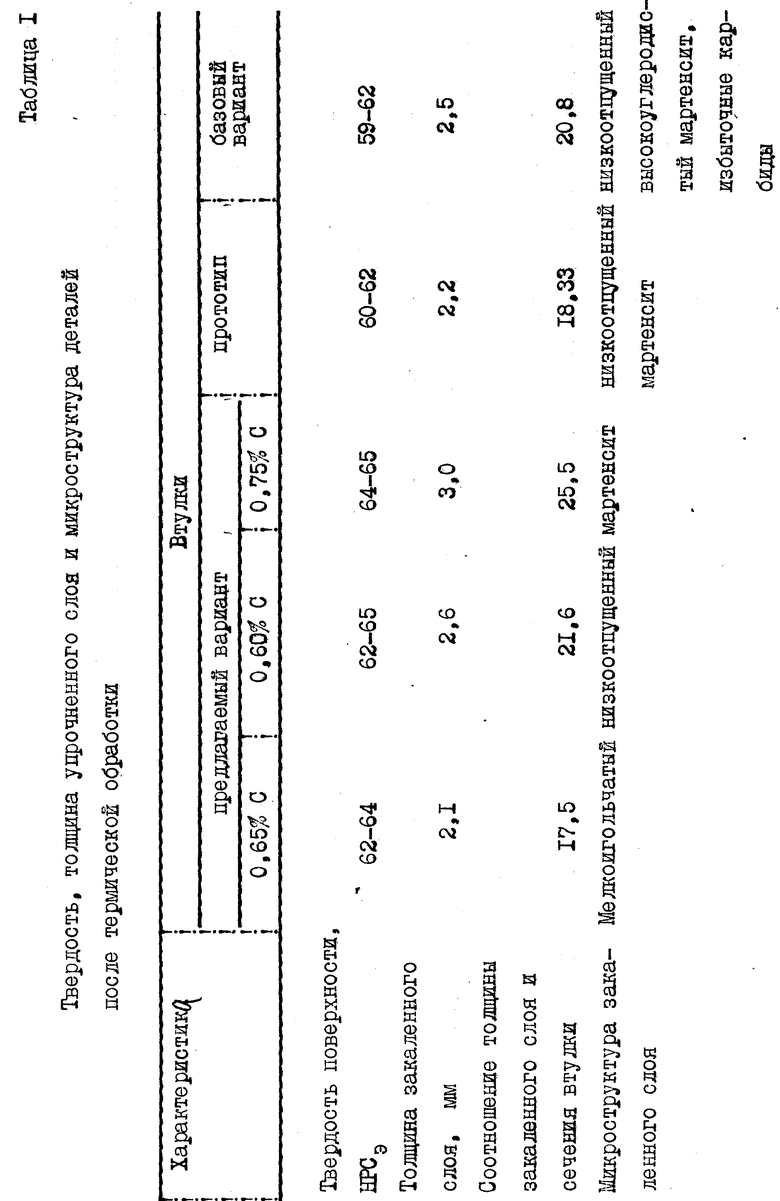
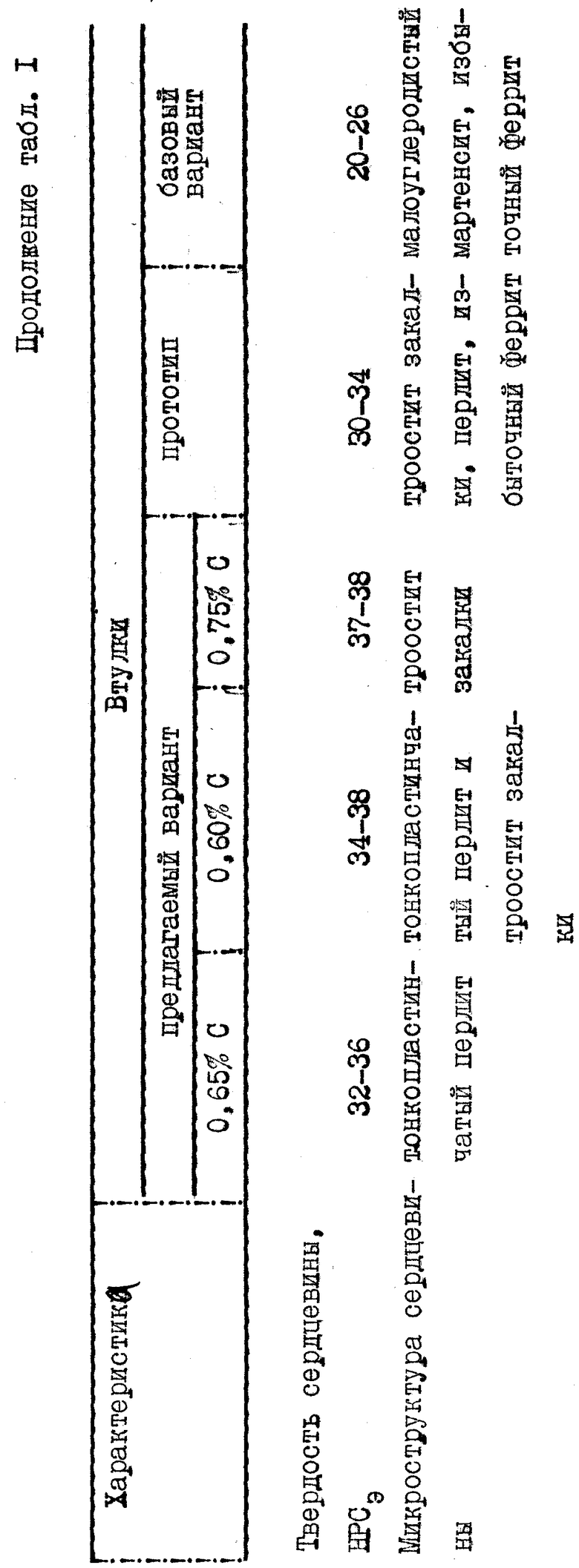
Поставленная задача достигается тем, что втулки выполняют из стали пониженной прокаливаемости с содержанием углерода 0,65 0,75, микролегированной карбонитридообразующими элементами, а закалку и отпуск проводят до образования на наружной и внутренней поверхностях втулки слоя мартенсита глубиной 0,17 0,25 от толщины стенки втулки и тонкопластинчатого перлита или троостита закалки в сердцевине.
Использование стали пониженной прокаливаемости с указанным уровнем содержания углерода, получение указанных пределов глубины упрочненного слоя и сочетание структур поверхности и сердцевины втулок гусеничных цепей неизвестно, вследствие чего данное техническое решение обладает существенными отличиями.
Нижний предел содержания углерода 0,65% выбран для обеспечения высокой износостойкости втулок при удовлетворительной обрабатываемости стали в процессе их изготовления.
При содержании углерода выше верхнего предела 0,75% заметно падает сопротивление хрупкому разрушению втулок при эксплуатации, а также резко ухудшается обрабатываемость внутренней поверхности протяжками.
Карбонитридообразующие элементы в небольших количествах сдерживают рост зерна при нагреве под закалку, регулируют прокаливаемость, оказывают благотворное действие на тонкую структуру мартенсита, повышают износостойкость при абразивном изнашивании.
Нижний предел глубины закаленной зоны (0,17 от толщины стенки) обусловлен требованиями к максимально допустимой величине износа втулки по радиусу, которая, например, при толщине втулки 12 мм составляет 2 мм, что соответствует 0,17 от толщины стенки.
Верхний предел толщины слоя принят 0,25 от толщины стенки, так как при большей толщине слоя снижается работа разрушения втулки при ударных нагрузках.
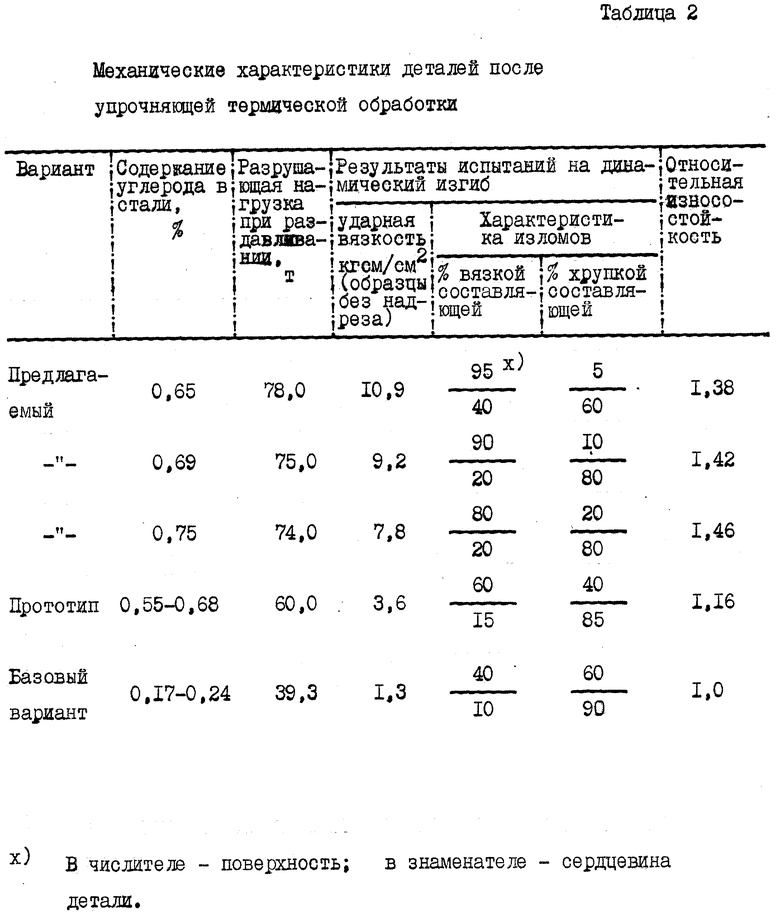
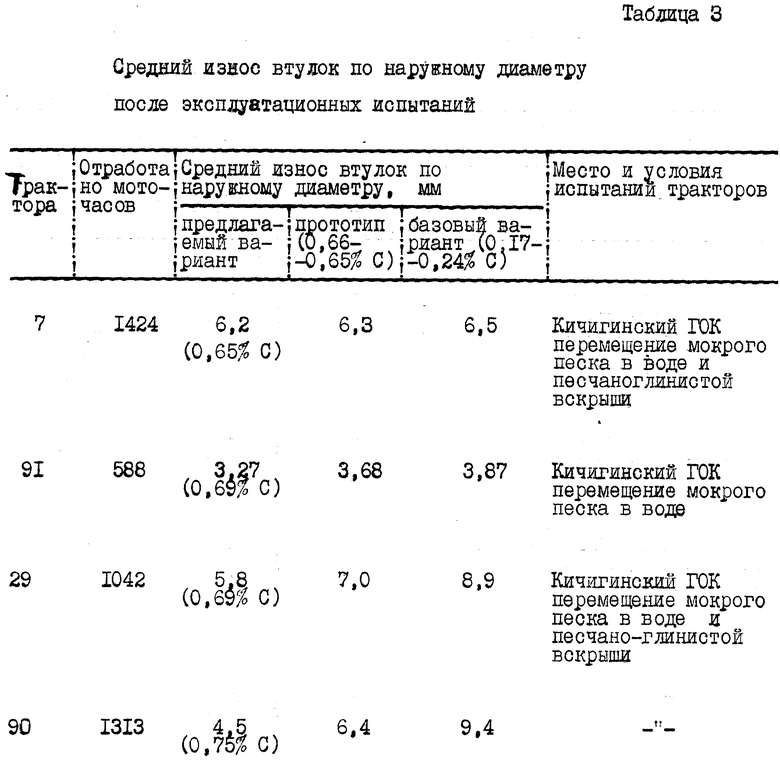
Втулки, полученные указанным способом, обладают сопротивлением ударным и изгибным нагрузкам в 2 3 раза и износостойкостью на 15 25% выше, чем втулки, принятые в качестве прототипа и базовые, изготовленные из цементируемых сталей по традиционной технологии.
Пример конкретного выполнения.
В соответствии с изобретением были изготовлены втулки гусениц трактора Т-170 для проведения лабораторных и промышленных испытаний.
Использовали сталь пониженной прокаливаемости с содержанием углерода 0,65 0,75% Втулки изготавливали механической обработкой из горячекатаных труб размером 71 х 45 мм. Обрабатываемость резанием была удовлетворительной. Втулки подвергали объемно-поверхностной закалке при сквозном нагреве ТВЧ до 820 850oC с охлаждением потоком воды и последующему отпуску при 150 - 200oC.
Параллельно испытаниям подвергали втулки серийного производства из стали 20Г, упрочненные химико-термической обработкой и известные из стали пониженной прокаливаемости марки 58 (55ПП).
В табл. 1 3 приведены результаты испытаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСПЕРСИОННО-ТВЕРДЕЮЩАЯ ПЕРЛИТНАЯ КОЛЕСНАЯ СТАЛЬ | 2016 |
|
RU2624583C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ ПОНИЖЕННОЙ И РЕГЛАМЕНТИРОВАННОЙ ПРОКАЛИВАЕМОСТИ | 2010 |
|
RU2450060C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОЙ КЛЕММЫ ДЛЯ РЕЛЬСОВОГО СКРЕПЛЕНИЯ И УПРУГАЯ КЛЕММА | 2012 |
|
RU2512695C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ ПОНИЖЕННОЙ (ПП) и РЕГЛАМЕНТИРОВАННОЙ (РП) ПРОКАЛИВАЕМОСТИ 4-го ПОКОЛЕНИЯ | 2019 |
|
RU2739462C1 |
| РАБОЧИЙ ОРГАН ПОЧВООБРАБАТЫВАЮЩИХ МАШИН (ВАРИАНТЫ) | 2002 |
|
RU2233570C2 |
| РЕССОРНЫЙ ЛИСТ ВЫСОКОЙ ПРОЧНОСТИ И ДОЛГОВЕЧНОСТИ | 1999 |
|
RU2158314C1 |
| СОРТОВОЙ ПРОКАТ, КРУГЛЫЙ, ИЗ МИКРОЛЕГИРОВАННОЙ ВЫСОКОПЛАСТИЧНОЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2249627C1 |
| МЕЛЮЩЕЕ ТЕЛО ДЛЯ ШАРОВЫХ МЕЛЬНИЦ | 2002 |
|
RU2221058C2 |
| КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ МАРТЕНСИТНОГО КЛАССА И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕЕ | 2008 |
|
RU2369657C1 |
| СТАЛЬ С ПОНИЖЕННОЙ ПРОКАЛИВАЕМОСТЬЮ ДЛЯ ВИНТОВЫХ ПРУЖИН С ДИАМЕТРОМ ПРУТКОВ 17-23 мм И ПРУЖИНА, ИЗГОТОВЛЕННАЯ ИЗ НЕЕ | 2007 |
|
RU2370566C2 |
Изобретение относится к машиностроению, в частности к производству втулок гусеничного хода для промышленных тракторов, экскаваторов, бульдозеров. Задача изобретения: получить втулки, обладающие высокой надежностью в эксплуатации, определяемой повышенным сопротивлением абразивному изнашиванию и стойкостью к ударным нагрузкам. Сущность изобретения: втулки выполняют из стали пониженной прокаливаемости с содержанием углерода 0,65 - 0,75%, микролегированной карбонитридообразующими элементами, и подвергают объемно-повехностной закалке с низким отпуском до образования на наружной и внутренней поверхностях втулки упрочненного слоя глубиной 0,17 - 0,25 от толщины стенки со структурой отпущенного мартенсита, а в сердцевине - тонкопластинчатого перлита или троостита закалки. 3 табл.
Способ обработки втулок гусеничных цепей, включающий объемную закалку и отпуск при 150 200oС, отличающийся тем, что втулки получают из стали пониженной прокаливаемости с содержанием углерода 0,65 0,75 микролегированной карбонитридообразующими элементами, а закалку и отпуск проводят до образования на наружной и внутренней поверхности втулки слоя мартенсита глубиной 0,17 0,25 от толщины стенки втулки и тонкопластинчатого перлита или троостита закалки в сердцевине.
| Шепеляковский К.З | |||
| Упрочнение деталей машин поверхностной закалкой при индукционном нагреве | |||
| - М.: Машиностроение, 1972, с.157-160. |
