Изобретение относится к производству насосов объемного вытеснения, а его объектами являются многовинтовой многоступенчатый насос и способ изготовления его обоймы.
Ближайшим аналогом многовинтового многоступенчатого насоса по изобретению является насос фирмы IMO на давление 175 кг/см2, содержащий корпус, составную обойму, образованную вокруг нее камеру противодавления, и расположенные в расточках обоймы ведущий и ведомые винты [1]
В таком известном насосе на рабочей длине винтов укладывается шесть ходов винтовой нарезки, а следовательно, образуется и соответствующее число ступеней давления. Вместе с тем обойма, в этом насосе выполнена из двух частей, а камера противодавления охватывает только одну из них. В результате этого как по всей длине обоймы, так и по длине каждой из ее частей будет существовать градиент радиальных усилий и неравномерная деформация обоймы, что приведет к появлению градиента радиального зазора между винтами и обоймой, а следовательно, к ухудшению технико-экономических показателей.
Ближайшим аналогом способа изготовления обоймы многовинтового насоса по изобретению является способ, в котором обойму изготавливают из нескольких частей с необходимой конфигурацией расточек под винты, обеспечивая соосное расположение расточек при установке пакета этих частей по месту в корпус или рубашку насоса [2]
В таком известном способе части обоймы изготавливают из листового материала вырубной штамповкой, формируя одновременно с конфигурацией расточек под винты два отверстия под центрирующие шпильки. Несмотря на простоту и низкую трудоемкость такого способа, его нельзя использовать при изготовлении многоступенчатых насосов с длинными винтами, так как обеспечить соосное расположение расточек при большом количестве составных частей в пакете и с предварительно выполненными отверстиями в каждой части практически невозможно.
В основу изобретения поставлена техническая задача создания такого многовинтового многоступенчатого насоса и способа изготовления его обоймы, которые использовали бы такую составную обойму и при такой обработке ее частей, чтобы получить ровные и гладкие поверхности расточек с необходимой степенью взаимной центровки составных частей и обеспечить их работу в условиях разгрузки от радиальных усилий.
Эта техническая задача решена в многовинтовом многоступенчатом насосе, содержащем корпус, составную обойму, образованную вокруг нее камеру противодавления и расположенные в расточках обоймы ведущий и ведомые винты, в котором, в соответствии с сущностью изобретения, обоймы выполнена из числа частей, равного числу ступеней давления, каждая из которых простирается вдоль одной ступени давления и охвачена отдельной камерой противодавления.
Благодаря такому исполнению каждая часть составной обоймы во время работы будет подвергаться изнутри и снаружи одинаковому давлению по всей длине, а значит будет разгружена от изгибных радиальных усилий, приводящих к появлению градиента зазора между винтами и расточниками обоймы. Вместе с тем использование частей по количеству ступеней давления позволяет значительно снизить трудоемкость изготовления многоступенчатых насосов с длинными винтами.
Решение поставленной задачи в способе изготовления обоймы многовинтового многоступенчатого насоса из нескольких частей с необходимой конфигурацией расточек под винты, обеспечивая соосное расположение расточек при установке пакета этих частей по месту, достигается в соответствии с сущностью изобретения тем, что изготовление обоймы осуществляют из количества частей, соответствующих, числу ступеней давления, собирают эти части в пакет на калибре расточек под винты, обрабатывают пакет по наружному диаметру до расчетного размера и производят его обработку под соединение, обеспечивающее фиксацию взаимного углового положения частей обоймы.
Такой способ позволяет относительно просто изготовить обойму с малым диаметром расточек любой длины и вместе с тем, благодаря совместной финишной обработке частей обоймы в пакете по наружному диаметру и под фиксирующие соединения для этих частей, обеспечивается их точное соосное по диаметрам расточек расположение.
Средство фиксации взаимного углового положения частей обоймы могут быть выбраны из любых известных соединений, например, в виде продольного паза по длине пакета частей для образования соединения со шлицевым выступом на внутренней поверхности рубашки или корпуса обоймы или для образования с ними шпоночного соединения. Однако наиболее предпочтительно для минимизации перетечек использовать радиальные штифты на стыках частей обоймы, для чего при обработке пакета просверливают нужные отверстия.
Сущность изобретения поясняется следующим далее подробным описанием примера его осуществления, иллюстрируемого прилагаемым чертежом, на котором изображен многовинтовой многоступенчатый насос.
Трехвинтовой насос высокого давления выполнен с тремя ступенями давления. Насос содержит корпус 1, составную обойму из нескольких частей 2 и расположенные в расточках обоймы ведущий 3 и ведомые 4 винты. Части 2 обоймы выполнены из антифрикционного материала, а их количество равно числу ступеней давления, т.е. равняется трем. Длина средней части равна ходу винтовой нарезки h, а длина левой и правой частей 2 несколько больше, чтобы удовлетворить условию постоянного отделения одной ступени давления от другой и в целом постоянного отделения камеры нагнетания от камеры всасывания. Каждая часть 2 обоймы выполнена в наружной кольцевой проточной 5, образующей камеру противодавления, соединенную с проточной частью радиальными отверстиями 6. Фиксация взаимного углового положения частей 2 обоймы осуществлена с помощью штифтов 7 на стыках между частями 2.
Работа описанного трехвинтового трехступенчатого насоса происходит известным способом.
В процессе работы в описанном насосе каждая часть 2 составной обоймы будет подвергаться различному давлению с внутренней и наружной стороны, зависящему от ступени давления, однако по длине каждой части 2 эти давления будут одинаковыми и будут взаимно компенсировать друг друга. Это позволит полностью устранить деформационные усилия и обеспечить точность поддержания величины зазора между обоймой и винтами 3 и 4, а значит и высокую надежность работы насоса и его большой ресурс.
Способ изготовления составной обоймы предлагаемого насоса осуществляется следующим образом.
Каждую часть 2 выполняют раздельно с использованием любых известных способов, предпочтительно литьем в форму, для экономии дефицитного антифрикционного материала. Части 2 обоймы могут быть выполнены также и из стальных пустотелых цилиндрических заготовок с баббитовой заливкой. Затем полученные заготовки обрабатывают по торцам для получения заданной длины частей 2 составной обоймы и производят формирование конфигурации расточек под ведущий 3 и ведомые винты 4 с финишной обработкой развертками или протяжками до заданных размеров. На этом этапе каждая часть 2 может быть предварительно проточена по наружному диаметру, в ней могут быть сделаны кольцевые проточки для образования камер противодавления 5 и просверлены радиальные отверстия 6.
После этого части 2 собирают вместе ан калибре, который может представлять собой единую стержневую деталь с поперечным сечением, соответствующим поперечному сечению расточек под все винты, или деталь с двумя пальцами, соответствующими по меньшей мере двум расточкам под два винта и расположенными строго параллельно. Далее части обоймы сжимают и подвергают этот пакет обработке по наружному диаметру, обеспечивая необходимый посадочный размер и кольцевые проточки для образования камер противодавления 5. Затем сверлят радиальные отверстия 6 и глухие отверстия на стыках частей 2 под штифты 7. Если части 2 обоймы проточены по наружному диаметру, в них были сделаны кольцевые проточки и радиальные сверления, как об этом было указано выше, при обработке пакета осуществляют только финишное шлифование по наружному диаметру под посадочный размер.
Изготовление других элементов насоса и их сборку осуществляют с использованием известных операций и приемов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЙМЫ МНОГОВИНТОВОГО НАСОСА | 1994 |
|
RU2078999C1 |
| ВЕРТИКАЛЬНЫЙ МНОГОВИНТОВОЙ НАСОС | 1993 |
|
RU2065083C1 |
| МНОГОСТУПЕНЧАТОЕ БЕСКОНТАКТНОЕ УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО | 1996 |
|
RU2106556C1 |
| УЗЕЛ КОНЦЕВОГО УПЛОТНЕНИЯ ЦИЛИНДРА ПАРОВОЙ ТУРБИНЫ | 1999 |
|
RU2174606C2 |
| СПОСОБ ПРИЦЕНТРОВКИ ПО ПОЛУМУФТАМ РОТОРА ТУРБОМАШИНЫ К БАЗОВОМУ РОТОРУ | 1998 |
|
RU2152520C1 |
| НАСОСНЫЙ АГРЕГАТ | 1993 |
|
RU2076245C1 |
| ВИНТОВОЙ НАСОС | 1985 |
|
SU1367622A1 |
| ЦИЛИНДР ПАРОВОЙ ТУРБИНЫ С КАМЕРОЙ ОТБОРА | 1996 |
|
RU2136899C1 |
| КОНЦЕВОЕ УПЛОТНЕНИЕ ЦИЛИНДРА НИЗКОГО ДАВЛЕНИЯ ПАРОВОЙ ТУРБИНЫ | 1996 |
|
RU2107824C1 |
| ПРЕДОХРАНИТЕЛЬНЫЙ КЛАПАН ПРЯМОГО ДЕЙСТВИЯ | 1993 |
|
RU2079756C1 |
Использование: в насосостроении, в частности в многовинтовых многоступенчатых насосах. Сущность изобретения: обойма выполнена из числа частей, равного числу ступеней давления, каждая из которых простирается вдоль одной ступени давления и охвачена отдельной камерой противодавления. Способ изготовления составной обоймы включает в себя обработку заготовок частей составной обоймы с необходимой конфигурацией расточек под винты, их торцевую обработку, выполнение кольцевых проточек и радиальных сквозных сверлений для камер противодавления и предварительную обработку по наружному диаметру. Затем части обоймы собирают в пакет на калибре расточек под винты, осуществляют финишную обработку пакета по наружному диаметру и сверлят на стыках частей глухие радиальные отверстия под штифты для фиксации взаимного углового положения частей обоймы. 2 с. и 1 з.п. ф-лы, 1 ил.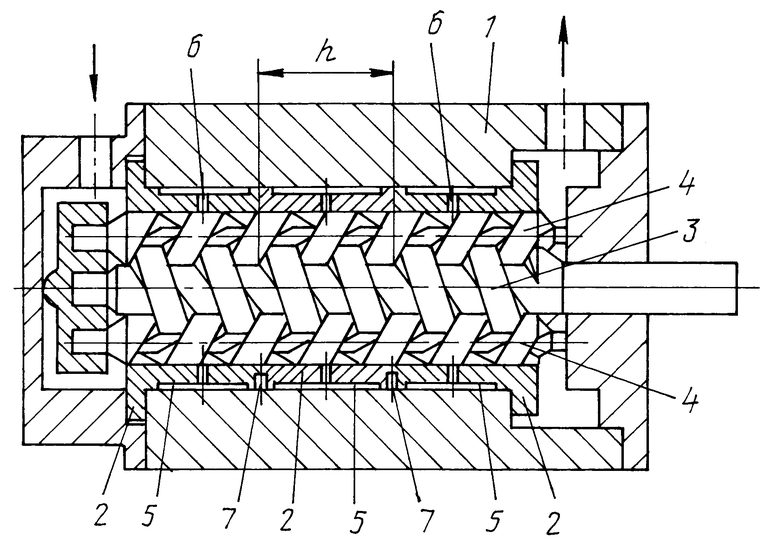
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Жмудь А.Е | |||
| Винтовые насосы с циклоидальным зацеплением | |||
| - М.,Л.: МАШГИЗ, 1963, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| DE, патент, 2133096, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |

