Изобретение относится к прокатному производству и может быть использовано при горячей прокатке заготовки для сварных труб с толщиной стенки 4 16 мм.
Заготовкой для производства труб большого диаметра служит горячекатаная полосовая рулонная сталь, обычно углеродистая и марганцовистая (типа 09Г2). Такая сталь может прокатываться из слябов (в т.ч. непрерывнолитых) на непрерывных широкополосных станах (таких, как станы 2000 и 2500 горячей прокатки АО "Магнитогорский металлургический комбинат"), и технология ее прокатки заключается в горячей деформации подката (нагретых слябов) с заданными обжатиями при заданных температурах и скоростях [1] Свойства трубной заготовки характеризуются прежде всего величинами ее предела прочности (σb) относительного удлинения δ и ударной вязкости (KCV) при определенной температуре.
Известен способ горячей прокатки полосовой стали с хорошей способностью к вытяжке, при котором слябы из углеродистой стали прокатывают с обжатием >80% при определенной температуре конца прокатки с охлаждением в два этапа с определенными скоростями [2]
Известен также способ производства полос из ст. 65Г, при котором обжатие в двух последних проходах делают не менее 20% при 700 850oC с последующим охлаждением со скоростью 100oC/с в течение 1 с [3]
Однако эти способы неприемлемы для получения горячекатаной высококачественной трубной заготовки из углеродистых сталей.
Наиболее близким аналогом к предлагаемому способу является технология горячей прокатки полос толщиной 10 мм из ст. 3сп и полос толщиной 10 мм из ст. 09Г2Д [4]
Эта технология заключается в горячей деформации подката (непрерывных слябов) с заданными обжатиями при заданных температурах и скоростях прокатки и характеризуется тем, что раскат из стали 3сп прокатывают при температурах после чистовой группы клетей t=1050 1120oC с суммарным обжатием в чистовой группе клетей e 67% и со скоростью (на выходе из этой группы) v-10 м/с, а раскат из стали 09Г2 при 1050.1140oC с e -67% и v≅4,5 м/с. Недостатком описанной технологии является получение при этом горячекатаных полос, используемых в качестве трубной заготовки, с относительно низким качеством (по показателям sb, δ и KCV), что снижает эффективность реализации готового проката.
Технической задачей изобретения является повышение качества горячекатаной полосовой заготовки для сварных труб из углеродистой стали за счет улучшения ее основных механических характеристик (σb, δ и KCV).
Для решения этой задачи в способе, заключающемся в горячей деформации металла в черновых и чистовых клетях широкополосного стана с заданными обжатиями при заданных температурах и скоростях прокатки в диапазоне температур t1-t2, где t1= 1017C при Cэ=0,15 0,28;
при Cэ=0,15 0,28;  при Cэ=0,29 0,4;
при Cэ=0,29 0,4;  при Cэ=0,41 0,46 и
при Cэ=0,41 0,46 и  при Cэ>0,46, где ε фактическое суммарное обжатие в диапазоне температур t1 - t2, при этом прокатка на входе в клети чистовой группы ведется со скоростью не менее v=0,57/Cэ, м/с.
при Cэ>0,46, где ε фактическое суммарное обжатие в диапазоне температур t1 - t2, при этом прокатка на входе в клети чистовой группы ведется со скоростью не менее v=0,57/Cэ, м/с.
Все вышеприведенные зависимости получены при обработке опытных данных и являются эмпирическими. Величина углеродного эквивалента
где C, Mn и т.д. массовые доли соответствующих элементов в процентах (см. ГОСТ 19281-89).
Сущность найденного технического решения заключается в оптимизации режимов прокатки (суммарных обжатий и скоростей) в зависимости от величин Cэ и температур прокатки в чистовой группе клетей широкополосного стана. В результате этого учитывается влияние пластической деформации на механизмы и кинетику распада аустенита, что позволяет получить высококачественную (по показателям σb, δ и KCV) заготовку для сварных труб, обеспечивающую улучшение эксплуатационных свойств этих изделий.
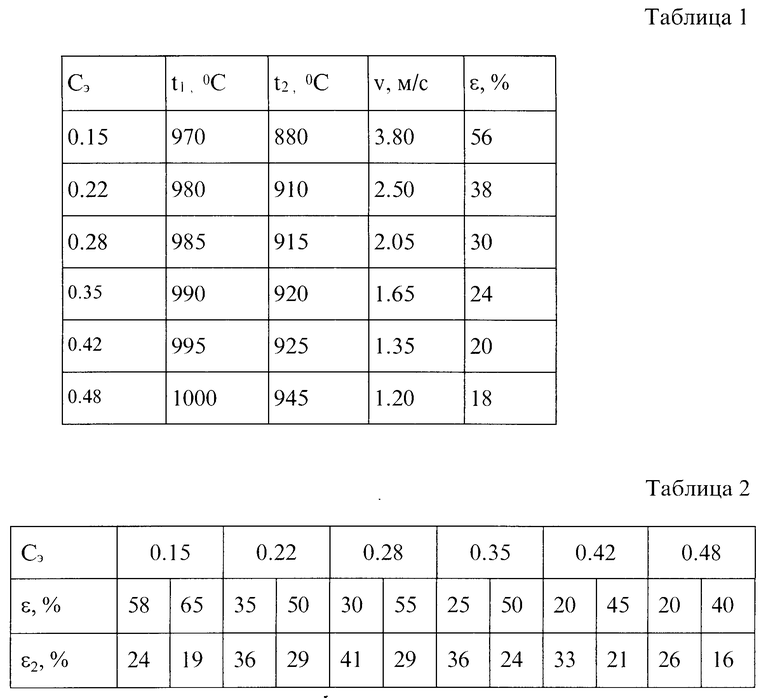
Предварительными экспериментами, проведенными в центральной лаборатории АО "ММК", были установлены функциональные зависимости ε1f1(Cэ), ε2= f2(Cэ,ε) и t1=f3(Cэ), t2=f4(Cэ), которые затем корректировались при опытной прокатке полос толщиной 4 16 мм на широкополосных станах 2000 и 2500 горячей прокатки.
В лабораторных опытах использовались стали с Cэ=0,15 -0,48, которые подвергались фиксированным обжатиям при определенных температурах нагрева. Охлажденные образцы исследовались на микроструктуру, а затем определялись их мехсвойства величины σb, δ и KCV.
При опытной прокатке на станах 2000 и 2500 АО "ММК" варьировались величины температур t1 и t2, а также суммарных обжатий ε1 и ε2 для сталей с различной величиной Cэ, прокатываемых с различной скоростью в чистовой группе клетей стана. После прокатки и охлаждения от опытных рулонных полос отбирались образцы, которые испытывались для определения величин σb, δ и KCV. Величины температур t1 и t2 варьировались через 5oC, а величины суммарных обжатий ε1 и ε2 определялись с точностью до 1% Была также проведена контрольная прокатка (для каждого типоразмера и марки стали) по принятой на станах технологии с испытаниями мехсвойств готового проката.
Некоторые величины ε1f1(Cэ), ε2= f2(Cэ,ε) t1=f3(Cэ) и t2=f4(Cэ), полученные при анализе результатов опытной прокатки, представлены в табл. 1 и 2.
Отклонение экспериментальных величин от вычисленных не превышало 10% Опытная прокатка подтвердила, что вышеприведенные зависимости приемлемы для практического использования при горячей прокатке заготовки для сварных труб.
Механические испытания полос, прокатанных с рекомендуемыми параметрами, показали, что их предел прочности увеличился на 7-12% относительное удлинение при этом практически не возросло (обычно для одной и той же марки стали с ростом σb уменьшается δ и соответственно ухудшается пластичность), а ударная вязкость (при нормальной температуре и при -20oC и -40oC) увеличилась на 8-15% по сравнению с теми же показателями для полос, прокатанных по известной технологии, взятой в качестве ближайшего аналога.
Таким образом опыты подтвердили приемлемость предлагаемого способа для решения поставленной задачи и его преимущества перед известной технологией.
При реализации предлагаемого способа для конкретной марки стали определяется ее углеродный эквивалент по ГОСТ 19281-89. Затем определяется минимально-допустимая скорость прокатки в чистовой группе стана и необходимые температуры прокатки в чистовой группе клетей t1 и t2. При известных t1 и t2 по вышеприведенным эмпирическим зависимостям вычисляются требуемые оптимальные величины суммарных обжатий e1 и ε2 которые обеспечивают получение трубной заготовки с высокими механическими показателями, продляющими срок эксплуатации сварных труб.
Пример 1. Трубная заготовка из ст. 20 толщиной 10 мм с содержанием элементов, C 0,1; Mn 0,50; Si 0,25; Cr 0,10; Ni 0,20; Cu 0,15; P 0,03.
Величина Cэ=0,1+0,5/6+0,25/24+0,1/5+0,2/40+0,15/13+0+0,03/2=0,25. Основные параметры прокатки v= 0,57/Cэ= 0,57/0,25= 2,3 м/с, t1= 1017C
Величина ε1 ≥8,4/Cэ= 8,4/0,25= 33,6% Фактическая величина при прокатке была ε35% При данной величине Cэ
Пример 2. Трубная заготовка из ст. 09Г2 толщиной 16 мм с содержанием элементов, C 0,12; Mn 1,6; Si 0,32; Cr 0,25; Ni 0,25; Cu 0,2; P 0,02.
Величина Сэ= 0,12+1,6/6+0,32/24+0,25/5+0,25/40+0,2/13+0+0,02/2= 0,48. Параметры прокатки v ≥0,57/Cэ=1,19 м/с принимаем v=1,2 м/с, t1= 1017C )
)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 1996 |
|
RU2095164C1 |
| СПОСОБ ПРОИЗВОДСТВА УГЛЕРОДИСТОЙ ЛИСТОВОЙ СТАЛИ | 1996 |
|
RU2116359C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПОЛОСОВОГО ПРОКАТА ДЛЯ ТРУБНОГО ШТРИПСА | 2002 |
|
RU2203964C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ | 2008 |
|
RU2360749C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 1990 |
|
RU1751906C |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2006 |
|
RU2332270C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2008 |
|
RU2373003C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ | 2006 |
|
RU2314886C1 |
| Способ получения горячекатаных листов из низколегированной стали | 2023 |
|
RU2815949C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ТРУБНОЙ СТАЛИ | 2011 |
|
RU2440425C1 |
Использование: основная задача, решаемая изобретением - повышение качеств горячекатаной полосовой заготовки толщиной 4 - 16 мм из углеродистой стали для сварных труб за счет улучшения ее основных механических характеристик ( σb, δ и KCV). Сущность: предлагаемый способ заключается в горячей деформации металла в черновых и чистовых клетях широкополосного стана с заданными обжатиями при заданных температурах и скоростях прокатки в диапазоне температур t1 - t2, где t1= 1017C при Cэ= 0,15 - 0,28;
при Cэ= 0,15 - 0,28;  при Cэ=0,29 - 0,4;
при Cэ=0,29 - 0,4;  при Cэ=0,41 - 0,46 и
при Cэ=0,41 - 0,46 и  при Cэ>0,46, где ε - фактическое суммарное обжатие в диапазоне температур t1 -t2, при этом прокатка на входе в клетки чистовой группы ведется со скоростью не менее V=0,57/Cэ, м/с. 2 табл.
при Cэ>0,46, где ε - фактическое суммарное обжатие в диапазоне температур t1 -t2, при этом прокатка на входе в клетки чистовой группы ведется со скоростью не менее V=0,57/Cэ, м/с. 2 табл.
Способ прокатки трубной заготовки из углеродистых сталей, включающий горячую деформацию металла в черновых и чистовых клетях широкополосного стана с заданными обжатиями при заданных температурах и скоростях прокатки, отличающийся тем, что в диапазоне температур t1 t2, где t1= 1017C а при температурах меньше t2, но выше 690oС суммарное обжатие в клетях чистовой группы составляет не менее
а при температурах меньше t2, но выше 690oС суммарное обжатие в клетях чистовой группы составляет не менее  при Cэ 0,15 0,28,
при Cэ 0,15 0,28,  при Сэ 0,29 0,4,
при Сэ 0,29 0,4,  при Cэ 0,41 0,46 и
при Cэ 0,41 0,46 и  при Сэ > 0,46, где ε - фактическое суммарное обжатие в диапазоне температур t1 t2, при этом прокатка на входе в клети чистовой группы ведется со скоростью не менее v 0,57/Сэ, м/с.
при Сэ > 0,46, где ε - фактическое суммарное обжатие в диапазоне температур t1 t2, при этом прокатка на входе в клети чистовой группы ведется со скоростью не менее v 0,57/Сэ, м/с.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Коновалов Ю.В | |||
| и др | |||
| Справочник прокатчика | |||
| - М.: Металлургия, 1977, с | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| JP, заявка, 64-79345, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 1573036, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |

