Изобретение относится к волоконным лентам, в частности к лентам из пакли для фильтров, состоящих из переплетенных нитей, а также к способу производства этих волоконных лент, и к устройству для осуществления этого способа.
Под лентой из пакли для фильтров следует понимать волоконную ленту, которая состоит из переплетенных нитей или волокон. Нити ленты из пакли для фильтров состоят, например, из ацетилцеллюлозы. Ленту из пакли для фильтров завивают в так называемом завивочном устройстве, а затем сжимают в кипу, чтобы она оказалась готовой для дальнейшей обработки с целью создания сигаретных фильтров для стержнеобразных курительных изделий. Все изготовление от начала производства целлюлозы до получения ленты из пакли для фильтров, уложенной в кипу, известно, например, из статьи "Die Herstellung von Rkodia Filtcr Tow", опубликованный в Технической информации 1-01 фирмы "Рон-Пуленк Родиа АГ", Фрейбург, январь 1993 г.
Известные ленты из пакли для фильтров имеют равномерное переплетение волокон по всей ширине ленты и имеют по существу постоянный вес по всей длине.
В качестве наиболее близкого аналога принята составная по ширине волокнистая лента, используемая, в частности, для фильтров, способ и устройство для ее изготовления (патент Великобритании, N 1092354, кл. D 04 H 1/40, 1967).
Известная волокнистая лента включает переплетенные волокна.
Способ изготовления волокнистой ленты заключается в переплетении волокон.
Устройство для изготовления волокнистой ленты содержит направляющие элементы для подачи полоски из переплетных волокон.
Целью изобретения является создание волоконной ленты, в частности ленты из пакли для фильтров, которая обеспечивает преимущества в области улучшения производительности при ее переработке в фильтрующие клубки. Кроме того, предложен выгодный способ производства этой волоконной ленты и устройство для его выполнения.
Эту проблему решают с помощью составной по ширине волоконной ленты, в частности, с помощью составной по ширине ленты из пакли для фильтров, которая состоит из завитых переплетенных волокон и которая имеет несколько зон, идущих в продольном направлении волоконной ленты, а также по меньшей мере одну линию разрыва, идущую в продольном направлении волоконной ленты, причем прочность на разрыв (дaH) волоконной ленты, отнесенная к суммарному титру (дтекс), составляет по меньшей мере порядка 1,7 к 10-4 дaH/дтекс.
Составной частью решения этой проблемы является также способ по пп. 4 - 12 и устройство по пп. 13 16 формулы изобретения.
Согласно предпочтительной форме соответствующей изобретению составной по ширине волоконной ленты, упомянутая прочность на разрыв, отнесенная к суммарному титру, равна по меньшей мере 2,5•10-4, в частности по меньшей мере порядка 3,5•10-4 дaH/дтекс. Эти величины определены по аналогии со спецификацией DIN 53834 Tl от февраля 1976 г. Эта спецификация фактически предназначена для определения соответствующих значений для пряжи и крученых нитей, и указывает на максимальный предел прочности на разрыв, относящийся к тонкости. Однако при определении соответствующей изобретению составной по ширине волоконной ленты здесь используется термин "прочность на разрыв". Измерения проводят с использованием натяжения, равного 2,5 Н. Следовательно, соответствующая изобретению составная по ширине волоконная лента должна иметь такую прочность на разрыв, чтобы ее можно было обрабатывать на обычных участках обработки аппарата изготовления фильтрующих стержней с нормальным распределением плотности нитей.
Нити, образующие соответствующую изобретению составную по ширине волоконную ленту, завивают и переплетают. Под термином "переплетение" необходимо понимать, что, например, в ленте из пакли для фильтров нити пересекаются, как в сетке, образуя когезионную ленту из пакли для фильтров. Можно показать, что эта сетеподобная структура особенно хороша, когда ленту из пакли для фильтров растягивают. Однако переплетение также означает, что ленту из пакли для фильтров нельзя легко разделить, поскольку вначале нужно разъединить сцепление поперечных волокон, что может быть важно, например, если ленту из пакли для фильтров требуется подразделить для дальнейшей обработки. Если в волоконной ленте сцеплены между собой множество нитей, то имеет место сильное переплетение нитей. Это называется высокой степенью переплетения. Наоборот, если сцепление между собой мало нитей, то переплетение является относительно слабым. Говорят что это "низкая степень переплетения". Известные ленты из палки для фильтров имеют по всей ленте по существу постоянную степень переплетения, которую можно считать нормальной или максимальной. В противоположность известной волоконной ленте соответствующая настоящему изобретению волоконная лента может иметь зоны, степень переплетения которых ниже нормальной степени переплетения. В условиях настоящего изобретения эта зона представляет "линию разрыва". Под действием растягивающей силы в продольном направлении, соответствующую изобретению составную по ширине волоконную ленту, при необходимости, можно разделить на две части или больше. Эта растягивающая сила должна быть ниже прочности на разрыв волоконной ленты. В имеющихся в продаже лентах из пакли для фильтров эти максимальные величины прочности на разрыв, отнесенные к общему титру, определяемые по аналогии с вышеупомянутой спецификацией DIN (натяжение равно 2,5H), находятся между примерно 2,5•10-4 и 4,5•10-4 дaH/дтекс. Эта величина зависит от соответственных спецификаций. Для того, чтобы разделить соответствующую изобретению составную по ширине волоконную ленту на требуемые части на основании образования линий разрыва, упомянутая подлежащая приложению растягивающая сила должна быть меньше прочности на разрыв волоконной ленты. Обычно этого достигают, когда прочность на разрыв снижается примерно на 10% предпочтительно примерно на 25% а более конкретно более чем на 50%
По вышеупомянутой спецификации DIN произвели изменение, как было установлено выше, в том смысле, что для определения прочности на разрыв применили натяжение, равное 2,5H. При степени переплетения за пределами объема изобретения (стремящейся к O), натяжение в 2,5H уже приводит к полному разделению зон волоконной ленты. Другими словами это означает, что минимальная степень переплетения фиксируется в вышеизложенном смысле величиной натяжения 2,5H, независимо от спецификации. Максимальная степень переплетения линий разрыва, а следовательно, и растягивающая сила, необходимая для разделения зон волоконной ленты, определяется зависящим от спецификации сопротивлением на разрыв.
Соответствующие изобретению ленты из пакли для фильтров изготавливают из нескольких незавитых полосок, размещенных рядом друг с другом, которые подвергают одновременно происходящей соединяющей завивке, и во время этого процесса соединения необходимо соблюдать описываемые ниже меры для образования линий разрыва.
Линии разрыва можно определять зонами равной ширины ленты из пакли для фильтров с нормальной степенью переплетения. Это определяет так называемую составную по ширине способную разделяться на две части ленту из цикла для фильтров, которая при дальнейшей обработке делится по линиям разрыва на отдельные ленты равной ширины и равного суммарного титра. Разделение предпочтительно осуществляют с точностью титра ±5% конкретнее ±3% относительно суммарного титра.
Соответствующую изобретению ленту из пакли для фильтров можно паковать в кипу и затем можно использовать при производстве фильтровальных мотков для изготовления сигаретных фильтров и подобных изделий. В этом случае составную по ширине ленту из пакли для фильтров подают в аппарат фильтровальных мотков, который разделяет составную по ширине ленту из пакли для фильтров по линиям разрыва на отдельные ленты из пакли фильтров с одной шириной, которые одновременно обрабатывают в аппарате фильтровальных мотков, создавая соответственное количество фильтровальных мотков. Преимущество здесь получается особенно при использовании двойного аппарата фильтровальных мотков с отдельным участком обработки. Благодаря этому можно получить значительную экономию в отношении расходов на персонал, и затрат времени, повышая тем самым производительность. К тому же эти отдельные ленты из пакли для фильтров, сформированные путем разделения составной по ширине ленты из пакли для фильтров, имеют, как упоминалось выше, по существу такой же суммарный титр, а также идентичный показатель завивки, снижая таким образом количество образцов при производстве фильтровальных мотков. Такой двойной аппарат фильтровальных мотков описан в заявке с называнием "Способ и устройство для производства волоконных мотков", поданной одновременно с настоящей заявкой тем же заявителем, который подал настоящую заявку. Здесь специально ссылка на содержание этой заявки.
Новый способ изготовления соответствующей изобретению составной по ширине волоконной ленты отличается тем, что образуют несколько отдельных полосок из волокон, идущих по существу параллельно друг другу, а получающиеся в результате полоски затем совместно зашивают, образуя одну или больше завитые волоконные ленты, в частности ленту из пакли для фильтров.
При выполнении соответствующего изобретению способа незадолго до совместной завивки незавитые полоски предпочтительно больше не направляют раздельно. Другими словами, это означает, что смежные незавитые полоски в конце концов соприкасаются, вследствие чего после завивки создается линия разрыва с требуемой степенью переплетения. В особых случаях может оказаться выгодным образовывать незавитые полоски разной ширины, которые завивают совместно. Может также оказаться выгодным образовывать несколько, в частности две, незавитые полоски одинаковой ширины, которые завивают вместе. В этой связи две незавитые полоски предпочтительно направляют раздельно непосредственно перед соединяющей завивкой, благодаря чему после завивки двух полосок получается завитая волоконная лента с проходящей по середине линией разрыва.
Дальнейшее усовершенствование соответствующего изобретению способа состоит в том, что впоследствии предпринимают соответственные меры по пакованию. В связи с этим предпочитают, чтобы линия (линии) разрыва имела (имели) настолько низкую степень переплетения, чтобы после выхода из завивочного аппарата, образовывались несколько отдельных волоконных лент, чтобы расстояние разделяющей стенки от области захвата между перемещающими роликами уменьшалось и (или) увеличивалась толщина разделяющей стенки, чтобы созданная волоконная лента (ленты) складывалась, сжималась и паковалась в кипу, чтобы по меньшей мере две отдельные волоконные ленты складывались в общем приемнике, разделенном разделяющей стенкой, и после изъятия разделяющей стенки совместно сжимались и складывались, образуя однородную кипу, и чтобы отдельные волоконные ленты складывались в двух раздельных приемниках, по отдельности сжимались и паковались, образуя две отдельные кипы. Вышеупомянутые части устройства будут описаны ниже.
Новое устройство, предназначенное для выполнения соответствующего изобретению способа, отличается следующими особенностями. В нем имеется пара перемещающих роликов для совместного перемещения подаваемых полосок и завивочный узел, расположенный после пары перемещающих роликов, предназначенный для завивки полосок, выходящих из перемещающих роликов.
Соответствующее изобретению устройство перед парой перемещающих роликов предпочтительно имеет разделяющее приспособление, в частности разделяющую стенку. С помощью этого разделяющего приспособления в образованной волоконной ленте можно создавать зоны с низкой степенью переплетения, то есть линию разрыва. У разделяющей стенки предпочтительно может изменяться ее расстояние от зоны захвата парой перемещающих роликов и ее толщина. При уменьшении расстояния разделяющей стенки от зоны захвата парой перемещающих роликов степень переплетения внутри линии разрыва снижается. Это же справедливо в отношении увеличения толщины разделяющей стенки. Когда разделяющая стенка простирается почти до зоны захвата, полоски больше не соприкасаются при выходе из зоны захвата, вследствие чего после завивки создаются отделенные друг от друга волоконные полоски, другими словами, степень переплетения равна нулю.
Если расстояние от разделяющей стенки до зоны захвата парой перемещающих роликов сравнительно небольшое, то в результате получается линия разрыва образованной волоконной ленты со сравнительно низкой степенью переплетения, так что оказывается сравнительно легко разделить составную по ширине волоконную ленту, например, на волоконные ленты одиночной ширины, все же имеющие достаточную силу сцепления. Эта сила сцепления необходима до тех пор, пока волоконная лента не войдет, например, в двойной аппарат мотков фильтров. Поэтому благодаря упомянутому изменяемому расстоянию от разделяющей стенки до зоны захвата парой перемещающих роликов, можно изготавливать разные волоконные ленты с разными свойствами, т.е. с более или менее резко выраженными линиями разрыва. Подобное управление можно также осуществлять, как упоминалось выше, посредством изменения толщины разделяющей стенки.
В качестве альтернативы в соответствующем изобретению устройстве можно обеспечить более одной разделяющей стенки, причем количество разделяющих стенок определяет количество зон волоконной ленты, которые можно отделять друг от друга.
Изобретение не ограничивается определенным материалом волоконных лент. При практической реализации нашли, что волокна предпочтительно могут состоять из ацетилцеллюлозы, полиэтилентерефталата, полиолефинов типа полипропилена или кислых эфиров полигидроксибутирика, полиамидов (например, найлона) и вискозы.
На чертеже показан пример осуществления устройства, предназначенного для изготовления двойной по ширине способной разделяться волоконной ленты 3 из двух отдельных полосок 1 и 2 одинаковой ширины, в которых нити из ацетилцеллюлозы размещены по существу рядом друг с другом, причем эти полоски далее называются незавитыми полосками 1 и 2. Устройство называется также завивочным аппаратом.
В завивочном аппарате имеются два перемещающих ролика 8 и 9, расположенных и смонтированных один на другим, вращающихся по направлению друг к другу относительно своих осей вращения в направлении, указанном стрелкой. Перед двумя приводимыми роликами 8 и 9 расположены две параллельные направляющие пластины 5 и 7, которые направляют в поперечном направлении незавитые полоски 1 и 2. Между незавитыми полосками 1 и 2 в области перед парой роликов 8 и 9 обеспечена разделяющая полоска из металлического листа 6 типа стенки в качестве разделяющего приспособления или делителя, который надежно разделяет две незавитые полоски 1 и 2 одну от другой прежде, чем они попадут в зону втягивания роликов 8 и 9. Направляющие пластины 5 и 7, а также разделяющая пластина 6, сужаются в форме клина по направлению к роликам, то есть по направлению движения двух незавитых полосок 2 и 1, чтобы их можно было направлять для сближения с зоной захвата B.
В завивочном аппарате еще имеются две камерные стенки 10.1 и 10.2, расположенные параллельно друг другу, для направления между ними полосок 1 и 2 по направлению движения. Между двумя камерными стенками 10.1 и 10.2 имеется также сравнительно удлиненная подающая часть 12, на которую опирается волоконная лента 3. Над волоконной лентой 3 между камерными стенками 10.1 и 10.2 под углом 90o к ним имеется подвижная заслонка. Упомянутые детали 10.1, 10.2, 11 и 12 осуществляют завивку обычным способом по принципу осаживающей камеры. С помощью перемещающих роликов 8 и 9 две незавитые полоски 1 и 2 подаются в осаживающую камеру.
Посредством дублирования разделяющей пластины 6 и масштабированной наладки роликов 8 и 9, и других деталей завивочного аппарата можно легко видоизменять используемый в соответствии с изобретением завивочный аппарат для производства, например, лент из пакли для фильтров с шириной из трех, четырех или пяти полосок с соответствующим числом линий разрыва.
В соответствии с другим видоизменением показанного на чертеже устройства, расстояния разделяющей пластины 6 от направляющей пластины 5 и от направляющей пластины 7 могут быть различными, благодаря чему в место завивания подаются незавитые полоски разной ширины и несходные в отношении их общего титра с целью создания ленты из пакли для фильтров с частями пакли разной ширины.
В соответствии с другой модификацией, разделяющую пластину 6 можно приспособить для обеспечения возможности такого регулирования, чтобы расстояние между концом разделяющей пластины 6 и зоной захвата двух роликов 8 и 9, если смотреть в направлении роликов 9 и 8, можно было устанавливать или изменять. Разделяющую пластину 6 можно также делать поворотной.
Изобретение касается составной по ширине волоконной ленты, состоящей из завитых переплетенных нитей и имеющей несколько зон, идущих в продольном направлении волоконной ленты, а также по меньшей мере одну линию разрыва, простирающуюся в продольном направлении волоконной ленты, в которой прочность на разрыв (daN) волоконной ленты, отнесенная к суммарному титру (dtex), равна по меньшей мере порядка 1,7х10-4 daN/dtex (определяемая по аналогии со спецификацией ДI N 53834 Tl от февраля 1976 г. при натяжении, равном 2,5Н). Далее оно касается способа изготовления одной или нескольких таких волоконных лент с несколькими отдельными полосками, образованными по существу параллельно идущими нитями, а образованные полоски завиты совместно с целью создания одной или нескольких завитых волоконных лент. Устройство, предназначенное для восполнения этого способа, отличается парой перемещающих роликов, предназначенных для совместного перемещения подаваемых полосок, и завивающим узлом, который расположен после пары перемещающих роликов, предназначенных для завивания полосок, выходящих из пары перемещающих роликов. Изобретение делает возможным, в случае изготовления составной по ширине волоконной ленты с упомянутой линией разрыва, обрабатывать на двухмоточном аппарате стержней фильтров одним (отдельным) участком обработки. 15 з. п. ф-лы, 1 ил.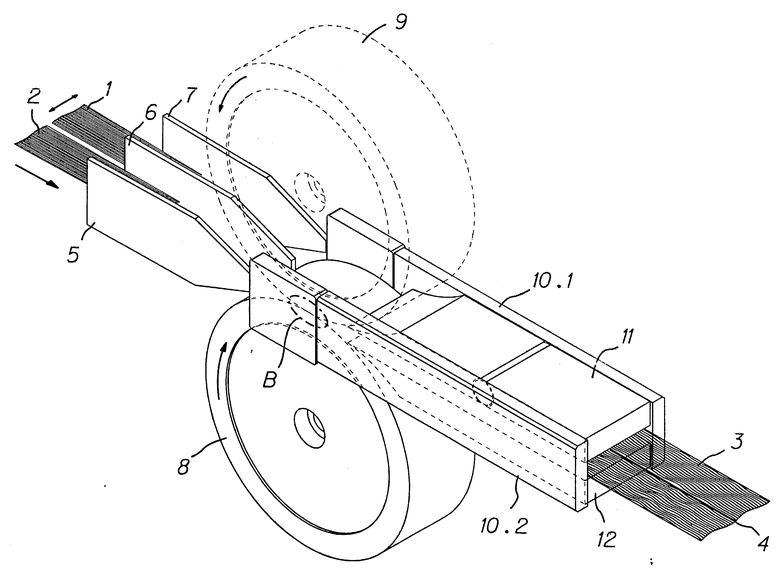
| Листотрубный теплообменник | 1983 |
|
SU1092354A2 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
