Изобретения относятся к машиностроению и могут быть использованы в агрегатах с жесткими требованиями по герметичности внутренних полостей, например в авиационной и космической технике для заправки внутренних полостей агрегатов и их герметизации.
Известен агрегат 17КС.52Ю.5001-ОСБ [1] содержащий корпус, крышку со штуцером, установленную с возможностью осевого перемещения относительно корпуса, причем радиальный зазор пары крышка-корпус по цилиндрической поверхности снабжен радиальным уплотнением, запорный орган с уплотнением и элементы фиксации, размещенные на крышке.
Недостатком указанного агрегата является наличие дополнительного уплотнения, увеличивающего негерметичность полости за счет диффузии через уплотнение и снижающего надежность.
Известен также технологический процесс сборки электронасосного агрегата 17КС. 52Ю.5001-О [2] включающий сообщение штуцера с магистралью подвода, заполнение полости газообразным веществом и ее запирание с последующим отсоединением штуцера от магистрали подвода.
Недостатком указанного способа является необходимость дополнительной оснастки и повышенная негерметичность.
Наиболее близким к предложенному устройству прототипом является герметизированный агрегат [3] содержащий крышку, корпус, снабженный штуцером подвода газа с каналом, выходящим на цилиндрическую поверхность, два уплотнительных кольца, герметизирующих зазор пары крышка-корпус по цилиндрической поверхности, при этом крышка установлена с возможностью осевого перемещения относительно корпуса и снабжена элементами фиксации.
Наиболее близким к предложенному способу прототипом является способ подвода газообразного вещества в полость герметизированного агрегата и ее герметизации [3] включающий сообщение штуцера с магистралью подвода, заполнение полости газообразным веществом, запирание полости, осевое перемещение и фиксацию крышки относительно корпуса с последующим отсоединением штуцера от магистрали.
Недостатком указанных устройства и способа является недостаточная герметичность и надежность из-за двойной деформации уплотнительного кольца и утечек газа на кольцевой канавке, а также увеличенные габариты и повышенная трудоемкость из-за выполнения кольцевой канавки и фасок.
Техническим результатом изобретения является повышение надежности герметизации, а также уменьшение трудоемкости.
Технический результат достигается тем, что в герметизированном агрегате, содержащем крышку, корпус, снабженный штуцером подвода газа с каналом, выходящим на цилиндрическую поверхность, два уплотнительных кольца, герметизирующих зазор пары крышка-корпус по цилиндрической поверхности, при этом крышка установлена с возможностью осевого перемещения относительно корпуса и снабжена элементами фиксации, в отличие от прототипа, кольцевые пазы под уплотнительные кольца выполнены на корпусе по обе стороны выхода канала на цилиндрическую поверхность корпуса, при этом расстояние А между ближними торцами пазов определяется соотношением
А ≥ D + 0,2 мм,
где D диаметр канала, причем цилиндрическая уплотнительная поверхность крышки выполнена длиной Б, удовлетворяющей соотношению Б ≥ В + 0,1 мм, где В расстояние от торца цилиндрической поверхности корпуса до дальнего края паза, противолежащего упомянутому торцу.
Технический результат достигается тем, что в способе подвода газообразного вещества в полость и ее герметизации, включающем сообщение штуцера с магистралью подвода, заполнение полости газообразным веществом, запирание полости, осевое перемещение и фиксацию крышки относительно корпуса с последующим отсоединением штуцера от магистрали, в отличие от прототипа, заполнением полости газообразным веществом производят установку и фиксацию крышки относительно корпуса в промежуточном положении, при котором канал штуцера и полость сообщены между собой, а между корпусом и крышкой размещено одно уплотнительное кольцо, осевое перемещение производят из промежуточного положения в положение, при котором между корпусом и крышкой размещены два уплотнительных кольца, а канал штуцера размещен между указанными уплотнительными кольцами, фиксацию крышки относительно корпуса производят после отсоединения штуцера от магистрали.
Согласно данных, изложенных в "Уплотнения и уплотнительная техника", Справочник под ред. А.И.Голубева. М. Машиностроение, 1986, с. 116 оптимальный радиус закругления кромки паза под уплотнительное кольцо 0,1 0,2 мм. Острые кромки без закруглений имеют рваные края и срезают резину подобно ножу. Поэтому выхода канала на радиус не должно быть, во избежание образования острой кромки. Принимая min радиус 0,1 мм, расстояние между ближними торцами пазов должно быть на 0,2 мм больше диаметра канала. Чрезмерно большой радиус создает увеличенный зазор и, как следствие, клиновый эффект поэтому, чтобы кольцо не выдавливалось в зазор, длина Б цилиндрической поверхности крышки должна перекрывать паз под уплотнительное кольцо на величину минимального радиуса (0,1 мм) скругления бокового края паза, т.е. удовлетворять соотношению Б ≥ В + 0,1 мм, где В расстояние от торца цилиндрической поверхности корпуса до дальнего края паза, противолежащего упомянутому торцу.
Размещение уплотнительных колец в кольцевых пазах на корпусе по обе стороны от выхода канала на цилиндрическую поверхность позволяет устранить кольцевую канавку и фаски, что уменьшает трудоемкость изготовления и габариты герметизированного агрегата по сравнению с прототипом.
Выполнение двух пазов под уплотнительные кольца на корпусе, а цилиндрической поверхности крышки гладкой позволяет обеспечить постоянное запирание полости и устранить двойную деформацию уплотнительного кольца при осевом перемещении крышки относительно корпуса, что обеспечивает повышение надежности герметизации по сравнению с прототипом.
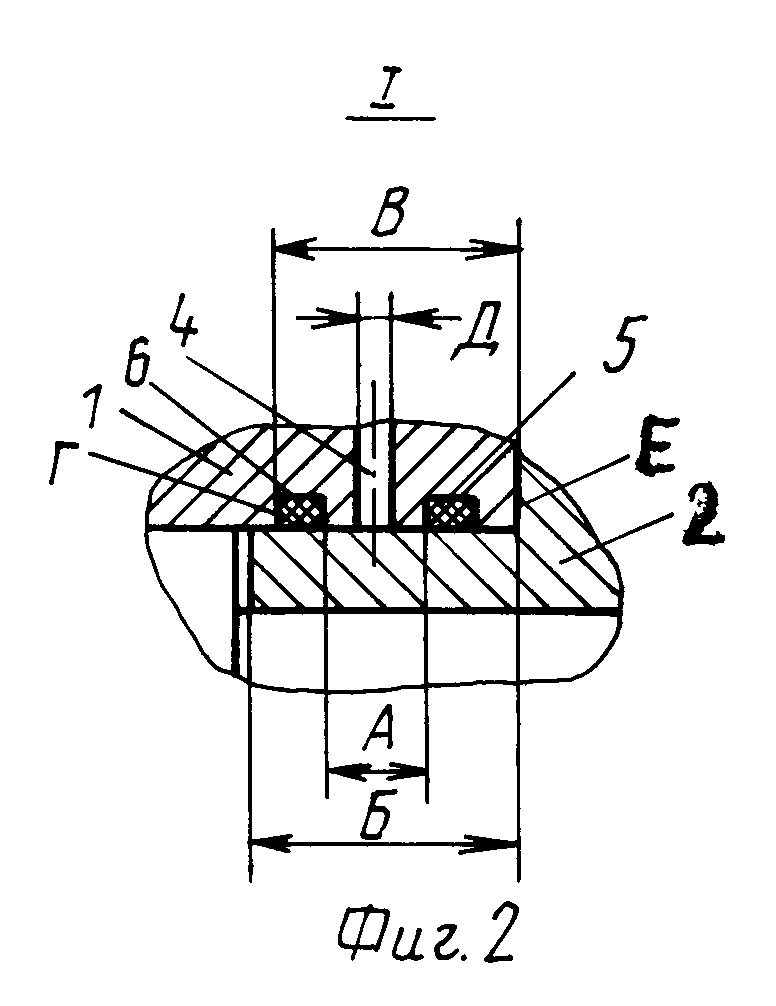
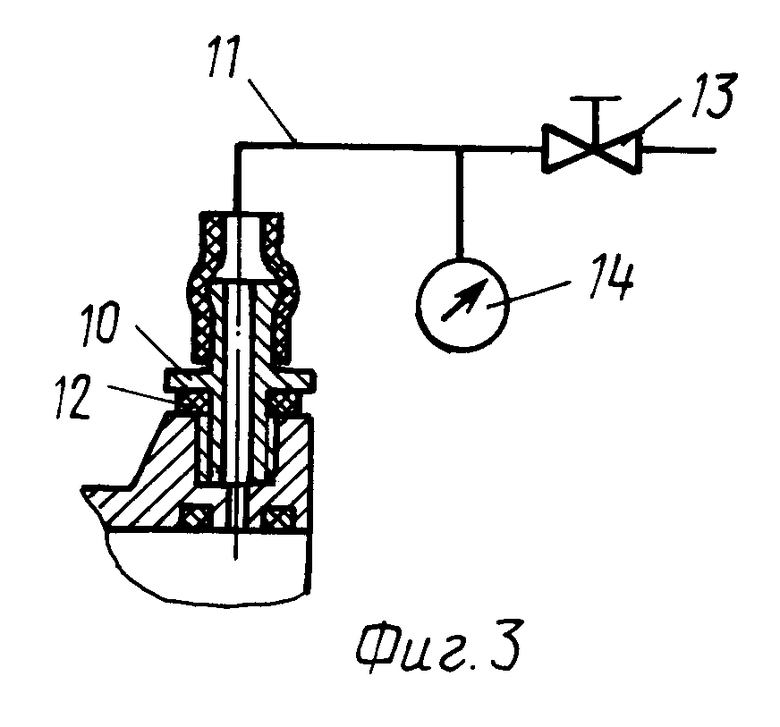
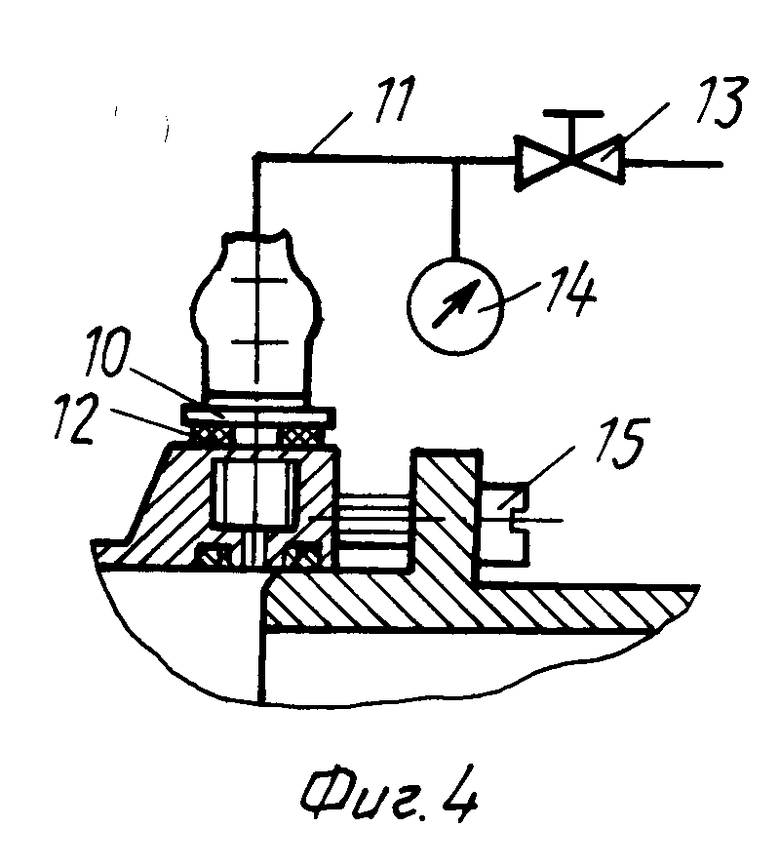
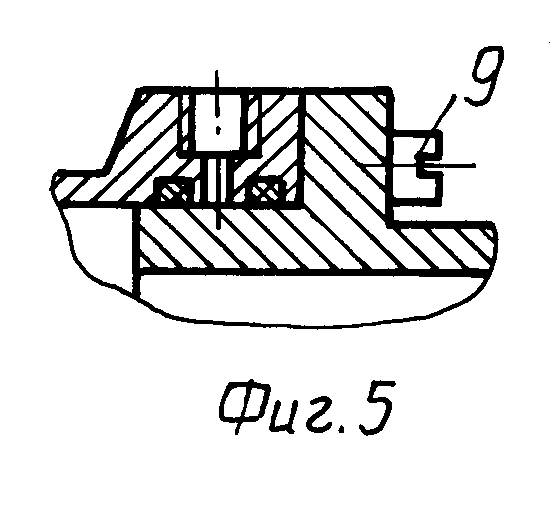
На фиг. 1 представлен продольный разрез герметизированного агрегата; на фиг. 2 выносной элемент разреза агрегата; на фиг.3,4,5 стадии процесса подвода газообразного вещества в полость и ее герметизации.
Герметизированный агрегат содержит крышку 1, корпус 2, снабженный штуцером подвода газа 3 с каналом 4. На корпусе 2 выполнены два кольцевых паза 5 по обе стороны канала 4. В кольцевых пазах 5 размещены уплотнительные кольца 6. Уплотнительные кольца 6 герметизируют полость 7. Крышка 1 снабжена элементами фиксации ее относительно корпуса 2, выполненными в виде фланца 8 и винтов 9. Канал 4 штуцера 3 выполнен выходящим на цилиндрическую поверхность, при этом расстояние А между ближними торцами пазов 5 выполнено не менее D + 0,2 мм, где D диаметр канала, длина Б цилиндрической поверхности крышки 1 выполнена не менее В + 0,1 мм, где В расстояние от торца Е цилиндрической поверхности корпуса до торца Г паза 5, противолежащего торцу Е.
Способ подвода газообразного вещества в полость герметизированного агрегата и ее герметизации поясняется с помощью фиг. 3,4,5, на которых штуцер 3 соединен со штуцером 10 магистрали 11 подвода газообразного вещества, стык штуцеров уплотнен прокладкой 12. К магистрали 11 подключены вентиль 13 и манометр 14.
Герметизированный агрегат работает и с использованием агрегата.
Способ осуществляется следующим образом: производят сообщение магистрали 11 со штуцером 3 путем соединения штуцеров 3 и 10 через прокладку 12 (см. фиг. 3). Затем производят установку крышки 1 в промежуточное положение, при котором канал 4 и полость 7 сообщены между собой, а между корпусом 2 и крышкой 1 размещено одно уплотнительное кольцо 6 (см. фиг. 4), в этом положении крышку 1 фиксируют относительно корпуса 2 посредством технологических винтов 15. После этого открывают вентиль 13 и производят заполнение полости 7 газообразным веществом, при этом давление в полости 7 контролируется по манометру 14. При достижении заданного давления в полости 7 вентиль 13 закрывают, а затем производят осевое перемещение крышки 1 путем затяжки технологических винтов 15 в положение, при котором между корпусом 2 и крышкой 1 размещены два уплотнительных кольца 6, а канал 4 размещен между указанными уплотнительными кольцами. После этого сбрасывают давление в магистрали 11, отсоединяют штуцер 10 магистрали 11 от штуцера 3, а затем фиксируют крышку 1 относительно корпуса 2 винтами 9 (см. фиг. 5), поочередно заменяя технологические винты 15 на винты 9, фиксацию осуществляют в последнюю очередь, т.к. технологически трудно проводить операции с агрегатом, подсоединенным к газовой магистрали.
Размещение в предложенном техническом решении уплотнительных колец в кольцевых пазах на корпусе по обе стороны от выхода канала на цилиндрическую поверхность позволяет устранить кольцевую канавку и фаски, что повышает надежность герметизации, уменьшает трудоемкость изготовления и габариты герметизированного агрегата по сравнению с прототипом.
В предложенном способе обеспечение постоянного запирания полости и устранение двойной деформации уплотнительного кольца 6 при осевом перемещении крышки относительно корпуса, по сравнению со способом, принятым за прототип, обеспечивает повышение надежности герметизации.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГЕРМЕТИЗИРОВАННОЕ УСТРОЙСТВО | 1996 |
|
RU2110779C1 |
| ГЕРМЕТИЧНЫЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ | 1996 |
|
RU2118713C1 |
| СПОСОБ ПОДВОДА ГАЗООБРАЗНОГО ВЕЩЕСТВА В ПОЛОСТЬ ГЕРМЕТИЗИРУЕМОГО АГРЕГАТА С ЕЕ ГЕРМЕТИЗАЦИЕЙ И ФИКСИРУЮЩЕЕ УСТРОЙСТВО ГЕРМЕТИЗИРУЕМОГО АГРЕГАТА | 2009 |
|
RU2430272C2 |
| ЗОЛОТНИКОВЫЙ ГИДРОРАСПРЕДЕЛИТЕЛЬ | 1992 |
|
RU2049938C1 |
| ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ | 1992 |
|
RU2079721C1 |
| ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ | 1994 |
|
RU2089754C1 |
| НЕПОЛНОПОВОРОТНЫЙ ГИДРАВЛИЧЕСКИЙ СИЛОВОЙ МЕХАНИЗМ | 1997 |
|
RU2119104C1 |
| МНОГОШТУЦЕРНОЕ РАЗЪЕМНОЕ СОЕДИНЕНИЕ | 1996 |
|
RU2103588C1 |
| УЗЕЛ КРЕПЛЕНИЯ ИСПОЛНИТЕЛЬНОГО ОРГАНА | 1996 |
|
RU2114331C1 |
| РАЗЪЕМНОЕ СОЕДИНЕНИЕ | 1996 |
|
RU2118736C1 |
Использование: машиностроение, в частности, агрегаты с жесткими требованиями по герметичности внутренних полостей. Сущность изобретения: герметизированный агрегат содержит крышку, корпус, снабженный штуцером подвода газа с каналом, выходящим на цилиндрическую поверхность, два уплотнительных кольца, герметизирующих зазор пары крышка-корпус по цилиндрической поверхности, при этом крышка установлена с возможностью осевого перемещения относительно корпуса и снабжена элементами фиксации, кольцевые пазы под уплотнительные кольца выполнены на корпусе по обе стороны выхода канала на цилиндрическую поверхность корпуса, при этом расстояние А между ближними торцами пазов определяется соотношением А ≥ D + 0,2 мм, где D - диаметр канала, причем цилиндрическая уплотнительная поверхность крышки выполнена длиной Б, удовлетворяющей соотношению Б ≥ В + 0,1 мм, где В - расстояние от торца цилиндрической поверхности корпуса до дальнего края паза, противолежащего упомянутому торцу. Способ подвода газообразного вещества в полость и ее герметизации включает сообщение штуцера с магистралью подвода, заполнение полости газообразным веществом, запирание полости, осевое перемещение и фиксацию крышки относительно корпуса с последующим отсоединением штуцера от магистрали, перед заполнением полости газообразным веществом производят установку и фиксацию крышки относительно корпуса в промежуточном положении, при котором канал штуцера и полость сообщены между собой, а между корпусом и крышкой размещено одно уплотнительное кольцо, осевое перемещение производят из промежуточного положения в положение, при котором между корпусом и крышкой размещены два уплотнительных кольца, а канал штуцера размещен между указанными уплотнительными кольцами, фиксацию крышки относительно корпуса производят после отсоединения штуцера от магистрали. 2 с.п.ф-лы, 5 ил.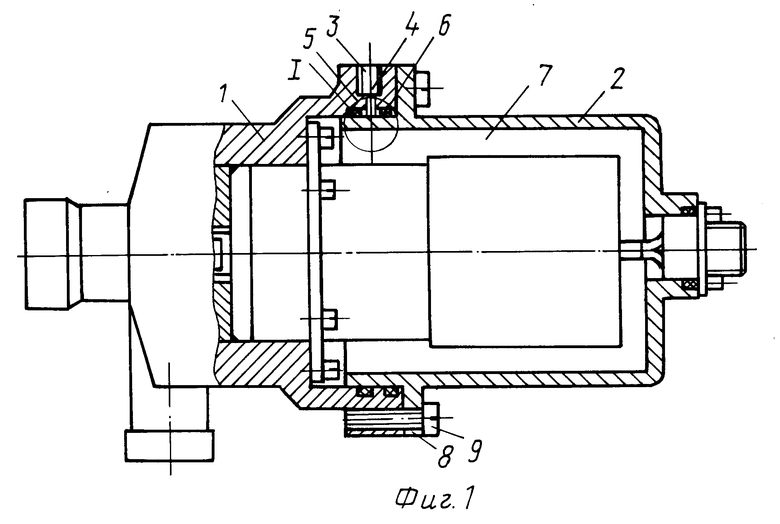
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, патент, 1797675, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
