Изобретения относятся к машиностроению и могут быть использованы в агрегатах с жесткими требованиями по герметичности внутренних полостей, например, в авиационной и космической технике для заправки внутренних полостей агрегатов и их герметизации. Известно фиксирующее устройство, включающее соединительные элементы в виде винтов и П-образные шайбы с радиальными выемками, установленные на винтах в плоскости стыковки корпуса, выполненного из двух оснований с плоскими опорными поверхностями (SU 1791625 А1, 30.01.1993).
Недостатком указанного устройства является применение П-образных шайб на постоянной основе для регулировки зазора и невозможность герметизации корпуса.
Известен способ подвода газообразного вещества в полость агрегата с ее герметизацией, включающий сообщение штуцера с магистралью подвода, заполнение полости газообразным веществом, запирание полости, осевое перемещение и фиксацию крышки относительно корпуса с последующим отсоединением штуцера от магистрали (SU 1797675 A3, 23.02.1993).
Известен герметизируемый агрегат, включающий крышку, корпус с каналом подвода газа, два уплотнительных кольца, герметизирующих зазор пары крышка-корпус по цилиндрической поверхности, и элементы фиксации (SU 1797675 A3, 23.02.1993).
Недостатками указанных устройства и способа является недостаточная надежность из-за двойной деформации уплотнительного кольца и утечек газа на кольцевой канавке, а также увеличенные габариты и повышенная трудоемкость из-за выполнения кольцевой канавки и фасок.
Наиболее близким к изобретению в части способа является способ подвода газообразного вещества в полость агрегата с ее герметизацией, включающий сообщение штуцера с магистралью подвода, установку и фиксацию крышки относительно корпуса в промежуточном положении, при котором канал штуцера, расположенный между двумя уплотнительными кольцами, и полость сообщены между собой, а между корпусом и крышкой размещено одно уплотнительное кольцо, заполнение полости газообразным веществом, запирание полости, осевое перемещение из промежуточного положения в положение, при котором между корпусом и крышкой размещено два уплотнительных кольца, отсоединение штуцера от магистрали и закрепление крышки относительно корпуса (RU 2095632 С1, 10.11.1997).
Наиболее близким к изобретению в части устройства является фиксирующее устройство герметизируемого агрегата, включающее технологические винты, соединяющие крышку, снабженную цилиндрической уплотнительной поверхностью, и корпус, снабженный двумя канавками под уплотнительные кольца и каналом подвода газообразного вещества между ними (RU 2095632 С1, 10.11.1997).
Недостатками указанных способа и устройства являются недостаточная технологичность и надежность из-за отсутствия контроля величины и равномерности затяжки технологических винтов, соединяющих крышку с корпусом герметизируемого агрегата, и возможного перекоса и деформации крышки в промежуточном положении при подаче давления газа в полость герметизируемого агрегата.
Задачей предлагаемых способа и устройства является обеспечение постоянного строго определенного положения крышки герметизируемого агрегата относительно корпуса в промежуточном положении, при котором канал штуцера, расположенный между двумя уплотнительными кольцами, и полость гарантированно сообщены между собой, а между корпусом и крышкой размещено одно уплотнительное кольцо.
Техническим результатом настоящего изобретения является повышение технологичности и надежности путем устранения возможного перекоса и деформации крышки в промежуточном положении при подаче давления газа в полость герметизируемого агрегата.
Технический результат достигается тем, что в способе подвода газообразного вещества в полость агрегата с ее герметизацией, включающем сообщение штуцера с магистралью подвода, установку и фиксацию крышки относительно корпуса в промежуточном положении, при котором канал штуцера, расположенный между двумя уплотнительными кольцами, и полость сообщены между собой, а между корпусом и крышкой размещено одно уплотнительное кольцо, заполнение полости газообразным веществом, запирание полости, осевое перемещение из промежуточного положения в штатное положение, при котором между корпусом и крышкой размещено два уплотнительных кольца, отсоединение штуцера от магистрали и закрепление крышки относительно корпуса в штатном положении, согласно изобретению перед фиксацией крышки относительно корпуса в промежуточном положении в герметизируемый агрегат устанавливают фиксирующее устройство, крышку перемещают относительно корпуса до упора в П-образные пластины фиксирующего устройства, а осевое перемещение крышки в штатное положение, при котором между корпусом и крышкой размещено два уплотнительных кольца, производят после удаления П-образных пластин фиксирующего устройства из зазора между фланцами крышки и корпуса.
Технический результат достигается тем, что в фиксирующем устройстве герметизируемого агрегата, включающем технологические винты, соединяющие снабженную цилиндрической уплотнительной поверхностью крышку и корпус, снабженный двумя канавками под уплотнительные кольца и каналом подвода газообразного вещества между ними, а также установленные между корпусом и крышкой П-образные пластины, снабженные радиальными выемками. Согласно изобретению П-образные пластины выполнены съемными равной толщины с радиальными выемками, обращенными друг к другу и образующими при упоре друг в друга цилиндрическую поверхность, охватывающую цилиндрическую уплотнительную поверхность крышки, причем плоскость разъема пластин после установки проходит через ось цилиндрической уплотнительной поверхности крышки, при этом для винтов, расположенных вне плоскости разъема, выполнены прорези, перпендикулярные плоскости разъема пластин, выходящие на радиальные выемки или плоскость разъема пластин, а для винтов, расположенных в плоскости разъема, выполнены радиальные пазы, причем ширина прорезей и величина радиальных пазов соответствуют диаметру винтов, а толщина Н пластин определяется соотношением:
 ,
,
где Б - длина цилиндрической уплотнительной поверхности крышки;
С - ширина кольцевой канавки под уплотнительное кольцо в корпусе;
В - расстояние от торца цилиндрической поверхности корпуса до дальнего края кольцевой канавки под уплотнительное кольцо, противолежащей упомянутому торцу;
А - расстояние в корпусе между ближними к каналу подвода газа торцами кольцевых канавок под уплотнительные кольца;
Д - диаметр канала подвода газа;
Н - толщина съемных П-образных пластин.
Выполнение указанных признаков устройства и способа обеспечивает постоянное строго определенное положение крышки герметизируемого агрегата относительно корпуса в промежуточном положении, при котором канал штуцера, расположенный между двумя уплотнительными кольцами, и полость гарантированно сообщены между собой, а между корпусом и крышкой размещено одно уплотнительное кольцо, что обеспечивает повышение технологичности и надежности путем устранения возможного перекоса и деформации крышки при подаче давления газа в полость герметизируемого агрегата.
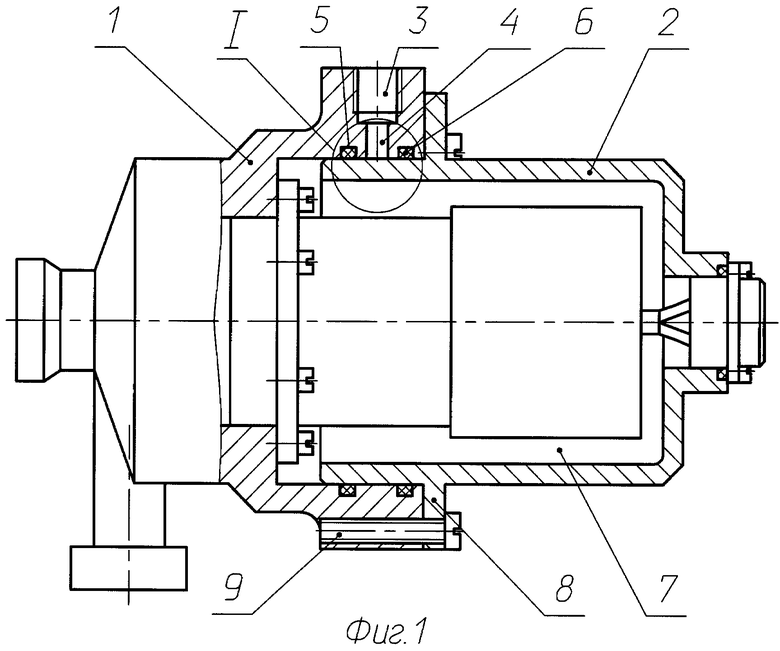
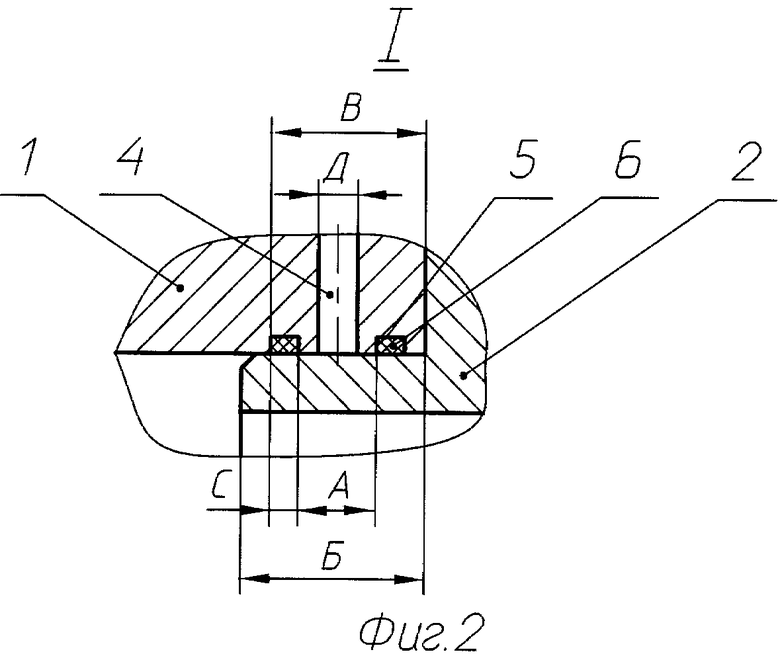
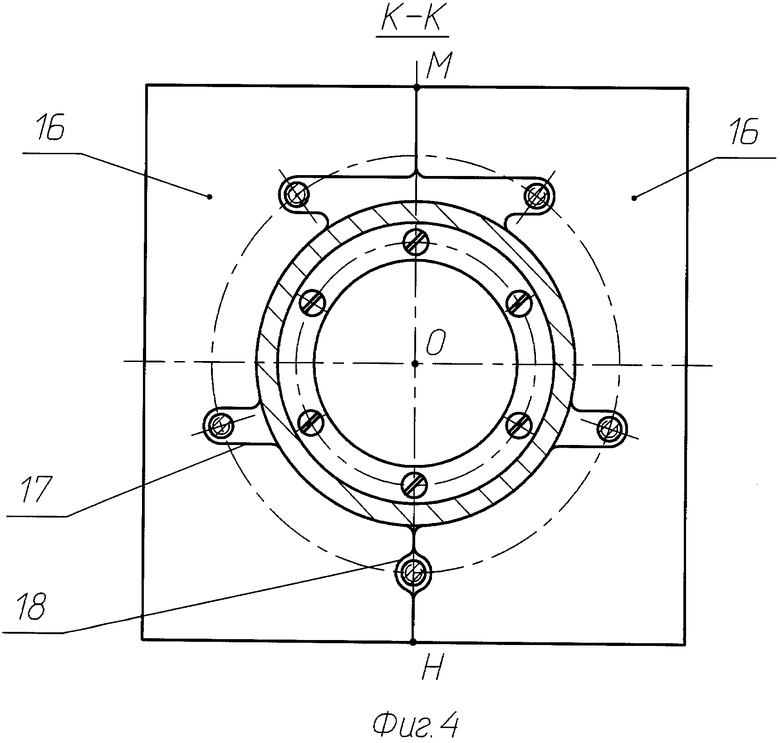
Выполнение предлагаемых устройства и способа поясняется с помощью графических материалов. На фиг.1 представлен продольный разрез герметизируемого агрегата по каналу подвода газообразного вещества, на фиг.2 представлен выносной элемент разреза агрегата, на фиг.3 представлен герметизируемый агрегат с установленным фиксирующим устройством, на фиг.4 представлен разрез по К-К герметизируемого агрегата с установленным фиксирующим устройством, имеющим нечетное количество технологических винтов, соединяющих крышку и корпус, причем один из винтов расположен в плоскости разъема П-образных пластин.
Герметизируемый агрегат содержит корпус 1, крышку 2, снабженную штуцером подвода газа 3 с каналом 4. На корпусе 1 выполнены две кольцевые канавки 5 по обе стороны канала 4. В кольцевых канавках 5 размещены уплотнительные кольца 6. Уплотнительные кольца 6 герметизируют полость 7. Крышка 2 снабжена элементами крепления ее относительно корпуса 1, выполненными в виде фланца 8 и винтов 9.
Способ подвода газообразного вещества в полость 7 герметизируемого агрегата с ее герметизацией поясняется с помощью фиг.3, на которой штуцер 3 соединен со штуцером 10 магистрали 11 подвода газообразного вещества, стык штуцеров уплотнен прокладкой 12. К магистрали 11 подключены вентиль 13 и манометр 14. В зазор между фланцами крышки 2 и корпуса 1 введено фиксирующее устройство, включающее технологические винты 15 и две съемные П-образные пластины 16 равной толщины с радиальными выемками. В пластинах 16 (см. фиг.4) выполнены прорези 17 и радиальные пазы 18, охватывающие технологические винты 15. Прорези 17 выполнены перпендикулярно плоскости разъема пластин МН, проходящей через ось цилиндрической уплотнительной поверхности крышки 2, ширина прорезей 17 и радиальных пазов 18 соответствует диаметру технологических винтов 15. Длина технологических винтов 15 превышает длину винтов 9 на толщину съемных П-образных пластин 16.
Способ осуществляется следующим образом: производят сообщение магистрали 11 со штуцером 3 путем соединения штуцеров 3 и 10 через прокладку 12. Затем производят установку крышки 2 относительно корпуса 1 в промежуточное положение, при котором канал 4 штуцера 3 и полость 7 сообщены между собой, а между корпусом 1 и крышкой 2 размещено одно уплотнительное кольцо 6, для чего в зазор между фланцами крышки 2 и корпуса 1, соединенными технологическими винтами 15, вводят две съемные П-образные пластины 16 фиксирующего устройства до упора друг в друга по плоскости разъема МН, образующими при упоре друг в друга цилиндрическую поверхность, охватывающую цилиндрическую уплотнительную поверхность крышки 2. Крышку 2 перемещают относительно корпуса 1 до упора в торцевые плоскости указанных пластин с фиксацией в этом положении посредством затяжки технологических винтов 15. После этого открывают вентиль 13 и производят заполнение полости 7 газообразным веществом, при этом давление в полости 7 контролируется по манометру 14. При достижении заданного давления в полости 7 вентиль 13 закрывают. После чего ослабляют технологические винты 15, удаляют из зазора между корпусом 1 и крышкой 2 съемные П-образные пластины 16 фиксирующего устройства, а затем производят осевое перемещение крышки 2 путем затяжки технологических винтов 15 в штатное положение, при котором между корпусом 1 и крышкой 2 размещены два уплотнительных кольца 6, а канал 4 размещен между указанными уплотнительными кольцами, отсоединяют штуцер 10 магистрали 11 от штуцера 3. После этого закрепляют крышку 2 относительно корпуса 1 винтами 9, поочередно заменяя технологические винты 15 на винты 9.
Для того чтобы в промежуточном положении (см. фиг.3) обеспечивалась герметичность полости 7, необходимо, чтобы кромка цилиндрической уплотнительной поверхности крышки 2 перекрывала канавку 5 (см. фиг.2), ближайшую к торцу цилиндрической поверхности корпуса 1, т.е. чтобы выполнялось неравенство: Б-Н>В-С-А или
Н<(Б-В)+С+А (1)
С другой стороны, одновременно для свободного доступа газообразного вещества в полость 7 кромка цилиндрической уплотнительной поверхности крышки 2 не должна перекрывать канал 4 штуцера 3, т.е. должно обеспечиваться соотношение: 
или

следовательно, учитывая (1) и (2), должно выполняться неравенство:
 ,
,
где Б - длина цилиндрической уплотнительной поверхности крышки;
С - ширина кольцевой канавки под уплотнительное кольцо в корпусе;
В - расстояние от торца цилиндрической поверхности корпуса до дальнего края кольцевой канавки под уплотнительное кольцо, противолежащей упомянутому торцу;
А - расстояние в корпусе между ближними к каналу подвода газа торцами кольцевых канавок под уплотнительные кольца;
Д - диаметр канала подвода газа;
Н - толщина съемных П-образных пластин.
Выполнение указанных признаков устройства и способа обеспечивает постоянное строго определенное положение крышки герметизируемого агрегата относительно корпуса в промежуточном положении, при котором канал штуцера, расположенный между двумя уплотнительными кольцами, и полость гарантированно сообщены между собой, а между корпусом и крышкой размещено одно уплотнительное кольцо, что обеспечивает повышение технологичности и надежности путем устранения возможного перекоса и деформации крышки при подаче давления газа в полость герметизируемого агрегата.
Изобретения могут быть использованы в агрегатах с жесткими требованиями по герметичности внутренних полостей, например, в авиационной и космической технике. Способ подвода газообразного вещества в полость 7 герметизируемого агрегата с ее герметизацией включает сообщение штуцера 3 с магистралью 11 подвода, установку и фиксацию крышки 2 относительно корпуса 1 в промежуточном положении, при котором канал штуцера 3, расположенный между двумя уплотнительными кольцами, и полость 7 сообщены между собой, а между корпусом 7 и крышкой 2 размещено одно уплотнительное кольцо. Полость 7 заполняется газообразным веществом и запирается. Крышку 2 перемещают из промежуточного положения в штатное, при котором между корпусом 1 и крышкой 2 размещено два уплотнительных кольца. Отсоединяют штуцер 3 от магистрали 11 и закрепляют крышку 2 в штатном положении. Перед фиксацией крышки 2 относительно корпуса 1 в промежуточном положении в агрегат устанавливают фиксирующее устройство. Крышку 2 перемещают до упора в П-образные пластины 16 фиксирующего устройства, а осевое перемещение крышки 2 в штатное положение производят после удаления пластин 16. Изобретения направлены на повышение технологичности и надежности путем устранения возможного перекоса и деформации крышки в промежуточном положении при подаче давления газа. 2 н. п. ф-лы, 4 ил.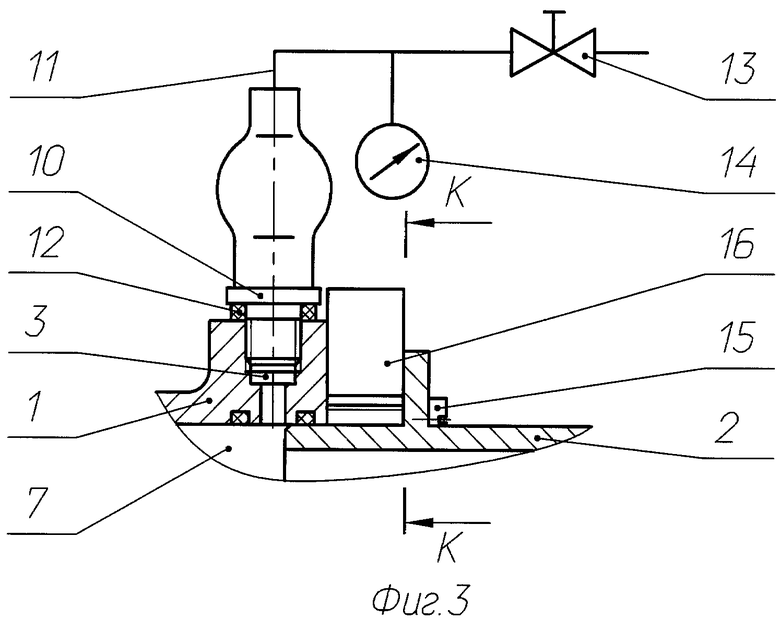
1. Способ подвода газообразного вещества в полость герметизируемого агрегата с ее герметизацией, включающий сообщение штуцера с магистралью подвода, установку и фиксацию крышки относительно корпуса в промежуточном положении, при котором канал штуцера, расположенный между двумя уплотнительными кольцами, и полость сообщены между собой, а между корпусом и крышкой размещено одно уплотнительное кольцо, заполнение полости газообразным веществом, запирание полости, осевое перемещение крышки из промежуточного положения в штатное положение, при котором между корпусом и крышкой размещено два уплотнительных кольца, отсоединение штуцера от магистрали и закрепление крышки относительно корпуса в штатном положении, отличающийся тем, что перед фиксацией крышки относительно корпуса в промежуточном положении в герметизируемый агрегат устанавливают фиксирующее устройство, крышку перемещают относительно корпуса до упора в П-образные пластины фиксирующего устройства, а осевое перемещение крышки в штатное положение, при котором между корпусом и крышкой размещено два уплотнительных кольца, производят после удаления П-образных пластин фиксирующего устройства из зазора между фланцами крышки и корпуса.
2. Фиксирующее устройство герметизируемого агрегата, включающее технологические винты, соединяющие снабженную цилиндрической уплотнительной поверхностью крышку, и корпус, снабженный двумя канавками под уплотнительные кольца и каналом подвода газообразного вещества между ними, а также установленные между корпусом и крышкой П-образные пластины, снабженные радиальными выемками, отличающееся тем, что в нем П-образные пластины выполнены съемными равной толщины с радиальными выемками, обращенными друг к другу и образующими при упоре друг в друга цилиндрическую поверхность, охватывающую цилиндрическую уплотнительную поверхность крышки, причем плоскость разъема пластин после установки проходит через ось цилиндрической уплотнительной поверхности крышки, при этом для винтов, расположенных вне плоскости разъема, выполнены прорези, перпендикулярные плоскости разъема пластин, выходящие на радиальные выемки или плоскость разъема пластин, а для винтов, расположенных в плоскости разъема, выполнены радиальные пазы, причем ширина прорезей и величина радиальных пазов соответствуют диаметру винтов, а толщина Н пластин определяется соотношением:
 ,
,
где Б - длина цилиндрической уплотнительной поверхности крышки;
С - ширина кольцевой канавки под уплотнительное кольцо в корпусе;
В - расстояние от торца цилиндрической поверхности корпуса до дальнего края кольцевой канавки под уплотнительное кольцо, противолежащей упомянутому торцу;
А - расстояние в корпусе между ближними к каналу подвода газа торцами кольцевых канавок под уплотнительные кольца;
Д - диаметр канала подвода газа;
Н - толщина съемных П-образных пластин.
| ГЕРМЕТИЗИРОВАННЫЙ АГРЕГАТ И СПОСОБ ПОДВОДА ГАЗООБРАЗНОГО ВЕЩЕСТВА В ЕГО ПОЛОСТЬ И ЕЕ ГЕРМЕТИЗАЦИИ | 1995 |
|
RU2095632C1 |
| Герметизированный агрегат и способ подвода газообразного вещества в его полость и ее герметизации | 1990 |
|
SU1797675A3 |
| Цифровой привод | 1990 |
|
SU1791625A1 |
| US 5263825 A, 23.11.1993 | |||
| GB 1240171 A, 21.07.1971. | |||

