Заявляемое изобретение относится к области сварки, а более конкретно, к конструкции для автоматической сварки труб с трубными досками и может быть использовано в химической, энергетической и других областях машиностроения.
Известно устройство, которое содержит корпус, держатель сварочной горелки, смонтированный с возможностью вращения, токогазопровод коллекторного типа, прижимной элемент, связанный с токогазопроводом, фиксирующий элемент в виде проточки в корпусе и фиксатора для закрепления устройствах [1]
Устройство позволит осуществлять качественную сварку за счет надежного токогазоподвода при вращении горелки, однако производительность такого устройства низка, т. к. при сварке труб с трубными досками для реализации каждого последующего кольцевого шва необходима перестановка и фиксация всего устройства, настройка горелки на стык.
Наиболее по технической сущности к заявляемому является устройство, которое выбрано в качестве прототипа заявляемого устройства [2]
Устройство содержит фиксирующий элемент, закрепленную на нем с возможностью вращения стойку, на которой с возможностью радиального перемещения установлена каретка со сварочной горелкой.
Горелка установлена с возможностью вращения. Устройство содержит также прижимной элемент и центрирующий элемент с коническим хвостовиком.
Устройство не требует перестановки после обработки каждого отверстия и обеспечивает высокую производительность, однако устройство предназначено для обработки крупногабаритных плит и не обеспечивает высокой точности установки горелки на стык, его сложно использовать при фиксации труб небольшого диаметра, что сужает область применения известного устройства.
В основу настоящего изобретения положена задача повышения точности и прецизионности фиксации труб не большого диаметра в трубных досках.
Поставленная задача решается тем, что в устройстве для автоматической сварки круговых швов, содержащем фиксирующий элемент, закрепленную в нем с возможностью вращения стойку, на которой с возможностью радиального перемещения установлена каретка со сварочной горелкой, установленной на ней с возможностью вращения, прижимной элемент и центрирующий элемент с коническим хвостовиком, согласно изобретению сварочная горелка снабжена токогазоподводом коллекторного типа, на котором установлен прижимной элемент, центрирующий элемент выполнен в виде цангового распора и расположен своим коническим хвостовиком в прижимном элементе, а механизм вращения сварочной горелки расположен на каретке.
Наличие отличительных признаков позволяет сделать вывод о соответствии заявляемого устройства критерию "новизна".
В процессе поиска не выявлено технических решений, содержащих признаки сходные с отличительными признаками заявляемого решения, что позволяет сделать вывод о соответствии заявляемого решения критерию "изобретательский уровень".
Возможность решения поставленной задачи обусловлена тем, что обеспечивается соосность установки трубы в отверстии и точная фиксация сварочной горелки над местом сварного шва.
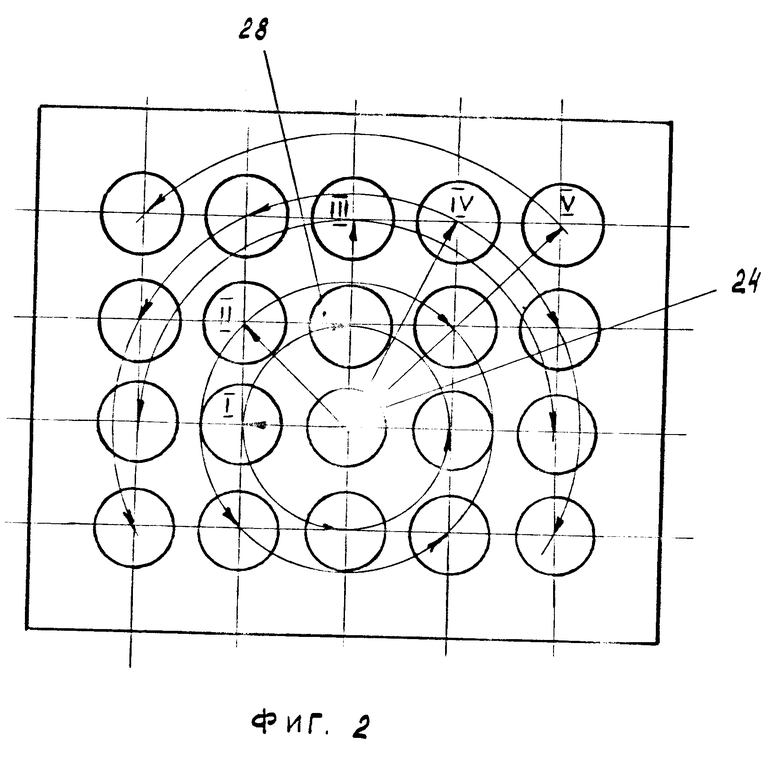
На фиг. 1 приведен общий вид устройства; на фиг. 2 схема установки и работы устройства на трубной доске.
Устройство содержит фиксирующий элемент 1, установленный в трубе 2, подлежащей ввариванию в трубную доску 3. Фиксирующий элемент 1 опирается заплечиками 4 на торец 5 трубы 2, и фиксируется гайкой 6. Стойка 7 установлена в элементе 1 с возможностью вращения. На стойке 7 закреплена каретка 8. На каретке 8 установлен двигатель-редуктор 9 и червяк 10. В полости червячного колеса 11 установлен подшипник 12. Сварочная горелка 13 закреплена в полости подшипника 12. Патрубок 14 соединяет горелку 13 с токогазоподводом коллекторного типа, содержащим стакан 15, коллектор газа 16. На коллекторе 16 с упором в штифт 17 установлена пружина 18. Пружина 18 обеспечивает быструю установку хвостовика 19 с конической полостью 20 в полость коллектора 16. Установка в конической полости хвостовика 19 позволит состыковать устройство с обрабатываемым отверстием 21, в котором установлен центратор 22. Хвостовик 19 отцентрирован на коллекторе 16, связь которого с горелкой 13 позволяет обеспечивать установку горелки 13 на стык 23 без дополнительной горелки 13 на стык 23 без дополнительной настройки.
Устройство работает следующим образом.
На трубной доске 3 выбирают отверстия для установки фиксирующего элемента 1 в виде цангового распора. Отверстие выбирают, например, 24, так, чтобы (см. фиг. 2) можно было бы обработать максимальное количество отверстий, варить в них трубы при осуществлении максимальных передвижений и поворотов устройства и без перестановки его с отверстия, на котором оно зафиксировано. После установки устройство на доске 3 и фиксации его гайкой 6, начинают последовательно обрабатывать отверстия на окружностях с радиусами I, II, III, IV, V (см. фиг. 2), обеспечивая за один установ устройства вваривание труб во все отверстия.
Это осуществляется следующим образом.
Фиксирующий элемент 1 в виде цангового распора устанавливают в трубу 2 (отв. 24) закрепляют его положения на трубе 2 гайкой 6. Перемещают каретку 8 устройства, и вращают его вокруг поворотной стойки 7, и визуально совмещают оси коллектора 16 и центратора 22 установленного, например, в отв. 1 (см. фиг. 2), обеспечивая состыковку конического хвостовика 19 с конической полостью 20. При этом коллектор 16 опускают вниз, сжимая пружину 18. После установки хвостовика 19 в конической полости 20 закручивают гайку 25, при этом происходит самоустановка сварочной горелки 13, параллельно оси центратора 22, установленного в отверстии 21. Это позволяет обеспечить установку острия электрода 23 горелки 13 на стык свариваемых деталей. Точность соосной установки обеспечивается за счет выборки люфтов в подшипнике 12. При установке на первое отверстие после фиксации манипулятора на трубной доске 3 осуществляют необходимую для сварки длину дуги, вращая рукоятку 26.
Затем подключают подвод газа через стакан 15 и коллектор 16 к горелке 13. Включают двигатель-редуктор 9 и осуществляют сварку кольцевого шва. Отключает подачу тока и газа к горелке 13, отключает двигатель-редуктор 9, снимает крепеж 25 и 27, при этом коллектор 16 под действием пружины 18 поднимается вверх. Извлекают центрирующий элемент 22 из отверстия 21 и устанавливают в следующее отверстие 28 (см. фиг. 2), подлежащее обработке. Закрепляют его гайкой 27. Двигая каретку 8 и вращая устройство вокруг стойки 7 совмещают положение хвостовика 19, центрирующего элемента 21 с конической полостью 20. Опускают коллектор 16 вниз и устанавливают хвостовик 19 в полости 20, закрепляют положение гайкой 25 и осуществляют сварку очередного кольцевого шва, при этом не требуется дополнительной настройки сварочной головки, которая была настроена на первом отверстии.
Наличие заплечиков 4 на фиксирующем элементе 1 позволяет даже при перестановке устройства на другую позицию на данной доске обеспечить точность настройки длины дуги и не требует ее регулировки на первом обрабатываемом отверстии после перестановки устройства.
Использование заявляемого устройства позволило осуществлять сварку на наклонных поверхностях, т.к. обеспечивает жесткую фиксацию устройства на отверстии и соосную установку сварочной горелки относительно обрабатываемого отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| УСТРОЙСТВО ДЛЯ СТИРАНИЯ | 1992 |
|
RU2095254C1 |
| ВЕНТИЛЬ | 1998 |
|
RU2151940C1 |
| МАНИПУЛЯТОР | 1999 |
|
RU2179920C2 |
| РОТАМЕТР | 1994 |
|
RU2081397C1 |
| УСКОРИТЕЛЬ ЗАРЯЖЕННЫХ ЧАСТИЦ | 1993 |
|
RU2073966C1 |
| ТЕПЛООБМЕННЫЙ АППАРАТ | 1995 |
|
RU2094725C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ПОТОКА АГРЕССИВНЫХ СРЕД | 1997 |
|
RU2153116C2 |
| ОПТИЧЕСКАЯ ПЛОМБА И СПОСОБ КОНТРОЛЯ ЕЕ ЦЕЛОСТНОСТИ | 1996 |
|
RU2124234C1 |
| БАТАРЕЯ ТВЕРДОТОПЛИВНЫХ ЭЛЕМЕНТОВ | 1993 |
|
RU2084991C1 |
Изобретение относится к сварке, в частности, к устройствам для сварки круговых швов и может найти применение для автоматической сварки труб с трубными досками в химическом, энергетическом и других отраслях машиностроения. Сущность изобретения: устройство содержит фиксирующий элемент 1, держатель сварочной головки, установленный с возможностью вращения, токогазоподвод коллекторного типа, прижимной элемент, каретку 8 радиального перемещения относительно вращающейся стойки 7, закрепленной на фиксирующем элементе. Механизм вращения горелки установлен на каретке 8. 2 ил.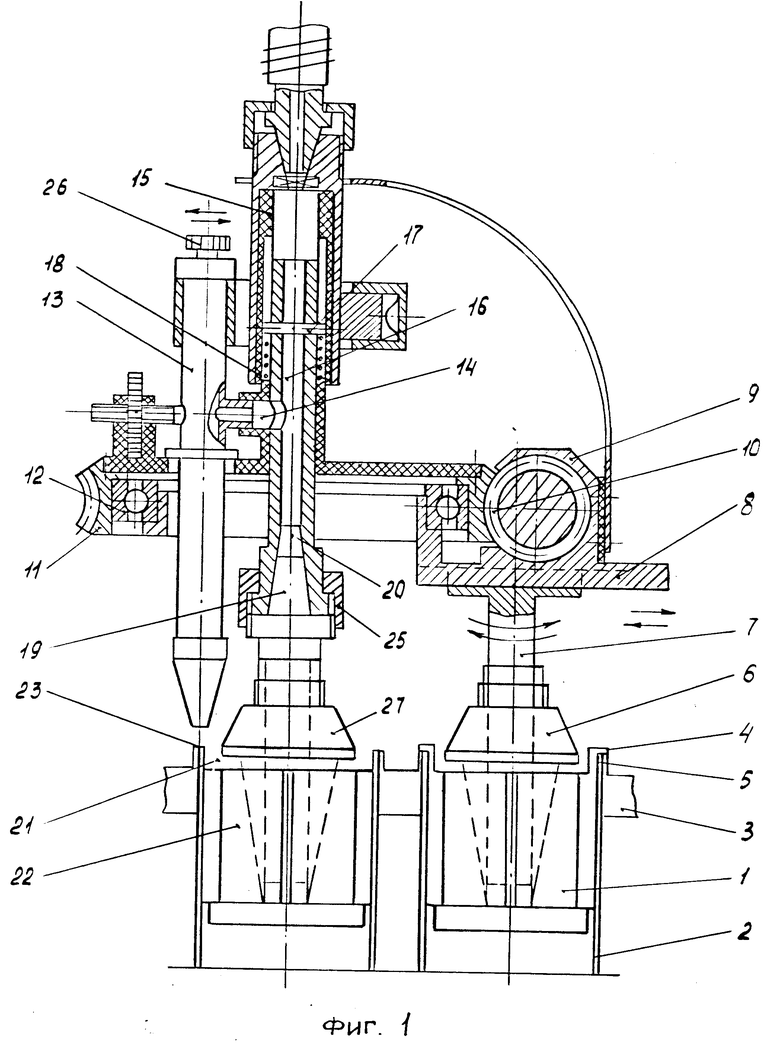
Устройство для автоматической сварки круговых швов, содержащее фиксирующий элемент, закрепленную в нем с возможностью вращения стойку, на которой с возможностью радиального перемещения установлена каретка со сварочной горелкой, установленной на ней с возможностью вращения, прижимной элемент и центрирующий элемент с коническим хвостовиком, отличающееся тем, что сварочная горелка снабжена токогазоподводом коллекторного типа, на котором установлен прижимной элемент, центрирующий элемент выполнен в виде цангового распора и расположен своим коническим хвостовиком в прижимном элементе, а механизм вращения сварочной горелки расположен на каретке.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ обеззараживания яичного порошка | 1990 |
|
SU1734632A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент, 4216893, кл.B 23K 37/02, 1980. | |||
