Изобретение относится к оборудованию для сварки и может быть использовано для автоматической сварки прямолинейных, круговых и кольцевых стыков конструкций из сталей и алюминиевых сплавов в среде защитных газов плавящимся электродом.
Известно устройство для сварки круговых швов, содержащее центрирующий элемент, устанавливаемый в трубе, подлежащей ввариванию в трубную доску. Центрирующий элемент вводится в трубу до контакта с ее торцом заплечиками и фиксируется гайкой.
Центрирующий элемент размещен на стойке с возможностью вращения. Стойка скреплена с кареткой, на которой установлен двигатель-редуктор и червяк, находящийся в зацеплении с полым червячным колесом, в полости которого установлен подшипник. Устройство оснащено сварочной горелкой, соединенной с токогазоподводом коллекторного типа, содержащим стакан и коллектор подачи газа. На коллекторе установлена пружина, обеспечивающая быструю установку хвостовика с конической полостью в полость коллектора.
В процессе работы устройства на трубной доске выбирают отверстия для установки центрирующего элемента в виде цангового распора. Центрирующее отверстие в трубной доске выбирают так, чтобы можно было обработать максимальное количество отверстий, то есть вварить в них трубы при осуществлении максимальных передвижений и поворотов устройства и без перестановки его с отверстия, на котором оно зафиксировано. После установки устройства на доске и фиксации его гайкой, начинают последовательно проваривать швы установленных в трубной доске труб, обеспечивая за один установ устройства вваривание труб во все отверстия трубной доски (см. патент РФ №2096153, кл. В23К 37/02, 1997 г.).
В результате анализа конструкции данного устройства необходимо отметить, что оно обеспечивает сварку круговых швов, при использовании не требует перестановки после вваривания каждого элемента и обеспечивает высокую производительность, однако устройство имеет весьма ограниченную область использования, так как предназначено для сварки стыков преимущественно в крупногабаритных плитах, оно не обеспечивает высокой точности установки горелки на стык, что ограничивает область применения известного устройства, особенно в части сварки ответственных изделий.
Известна сварочная головка, состоящая из корпуса, выполненного в виде цилиндра, в котором с возможностью вращения установлен полый вал, содержащий боковые отверстия, через которые выведены газоводотокоподводы к сварочной горелке.
На полом валу посредством кронштейна на направляющих размещена подвеска, на которой установлен механизм подачи сварочной проволоки, включающий кассету, роликовый механизм, направляющую, мундштук, механизм регулирования положения рабочего конца мундштука, а также электродвигатель роликового механизма. На сварочной горелке установлено зеркало для наблюдения за свариваемым стыком. На верхней части корпуса установлен механизм вращения полого вала, включающий электродвигатель, кинематически связанный с шестерней, закрепленной на полом валу. Корпус посредством кронштейна, промежуточного звена, направляющих и исполнительного механизма блока регулировки дуги установлен на стойке с помощью шаровой кинематической пары.
Со стороны нижнего торца корпуса имеется токоподвод, выполненный в виде изолятора, жестко закрепленного на полом валу и соосно с ним. Изолятор содержит гнезда, в которые при помощи пружины установлены плавающие щетки, расположенные коаксиально по отношению к полому валу, причем щетки размещены в гнездах с неравномерным шагом. Верхний торец щеток сопряжен с закрепленным на нижнем торце корпуса медным диском, а нижний торец щеток с помощью электропровода соединен с токоподводящим медным диском, установленным на нижнем торце изолятора.
Сварочная головка также содержит водогазораспределитель, выполненный в виде цилиндра и втулки, содержащих в зоне сопряжения кольцевые канавки.
Кольцевые канавки при помощи каналов со стороны верхней части цилиндра совмещены с соответствующими штуцерами водогазоподводящих магистралей, а с нижней стороны дополнительно с каналами и при помощи шлангов и уплотнений соединены с горелкой.
Головка также содержит многосекционный токоподвод для обеспечения питанием электродвигателя подающего механизма проволоки. При этом токоподвод выполнен в виде коллектора, установленного на полом валу и самоподжимающих щеток, расположенных в гнездах корпуса.
Сварочная головка может быть использована для сварки вварных элементов круговыми швами, например деталей типа фланцев в обейчаку. Ввариваемый фланец собирают с обечайкой при помощи стыкового соединения на съемной подкладке или с помощью прихватки. Затем при помощи центратора совмещают ось вращения полого вала с центром фланца и поджимают центратором.
В качестве центратора может быть использован присос, или дисковая шайба, или центрирующий конус (см. патент РФ №2048281, кл. В23К 37/02, 1995 г.) - наиболее близкий аналог.
В результате анализа конструкции известной головки необходимо отметить, что она обеспечивает автоматическую сварку вольфрамовым электродом круговых швов в среде защитного газа с использованием присадочной проволоки, однако данная головка имеет весьма сложную настройку на свариваемый стык, так как необходимо перемещать узлы, имеющие довольно большую массу, что приводит к потере точности настройки. Кроме того, данная головка довольно сложна конструктивно, а использование ее только для сварки кольцевых швов ограничивает область применения. При использовании центратора, относительно которого осуществляется вращение сварочной горелки, возможны непровары свариваемого стыка, что снижает качество сварки.
Техническим результатом настоящего изобретения является разработка конструкции сварочной головки для сварки плавящимся электродом, обеспечивающей качественную сварку кольцевых и прямолинейных швов во всех пространственных положениях за счет обеспечения точной настройки горелки на свариваемый стык и обеспечения ее колебаний поперек свариваемого стыка в процессе сварки.
Указанный технический результат обеспечивается за счет того, что в головке для сварки плавящимся электродом, содержащей кронштейн, стойку, сварочную горелку, оснащенную подводами охлаждающей жидкости и защитного газа, а также механизм подачи сварочной проволоки, новым является то, что головка снабжена вибратором сварочной горелки, цапфой, кулаком и консолью, на стойке, посредством ползуна, имеющего возможность вертикального перемещения посредством привода, размещены сварочная горелка, механизм подачи сварочной проволоки и вибратор сварочной горелки, стойка установлена на консоли и имеет привод перемещения в горизонтальной плоскости, консоль установлена на кулаке с возможностью поворота относительно горизонтальной оси, кулак смонтирован в цапфе с возможностью поворота в вертикальной плоскости, а цапфа установлена на кронштейне с возможностью поворота относительно вертикальной оси, при этом вибратор сварочной горелки выполнен в виде пластины, скрепленной со сварочной горелкой, оси, на которую надето коромысло, подвижной и неподвижной пластин, в каждой из которых выполнен продольный паз, электродвигателя, на выходном валу которого установлен эксцентрик, причем электродвигатель установлен с возможностью перемещения вдоль паза и фиксации в заданном положении на неподвижной пластине, эксцентрик пропущен через паз неподвижной пластины и заведен в паз подвижной пластины, которая скреплена с коромыслом, с которым также скреплена пластина.
Сущность заявленного изобретения поясняется чертежами, на которых:
на фиг.1 - сварочная головка, общий вид;
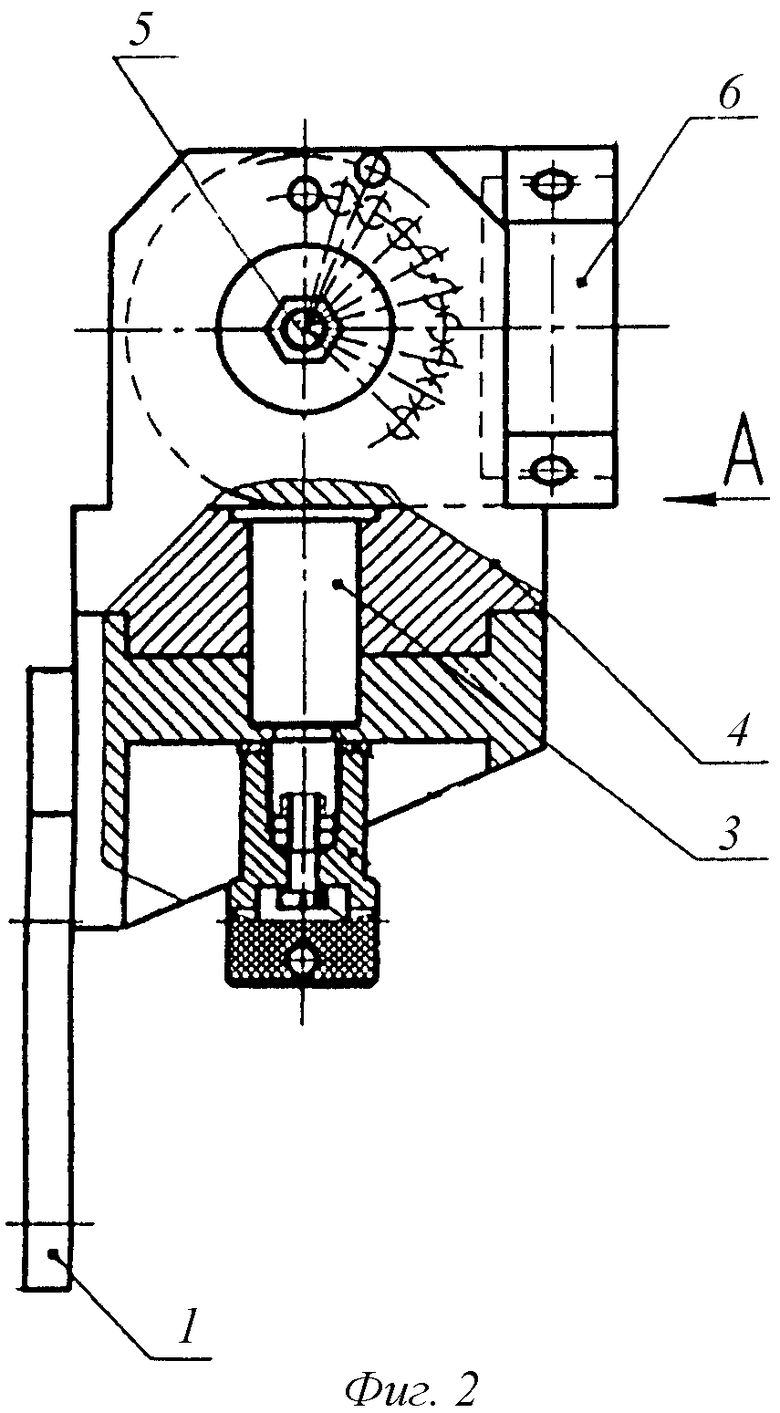
на фиг.2 - кронштейн головки с установленной на нем цапфой;
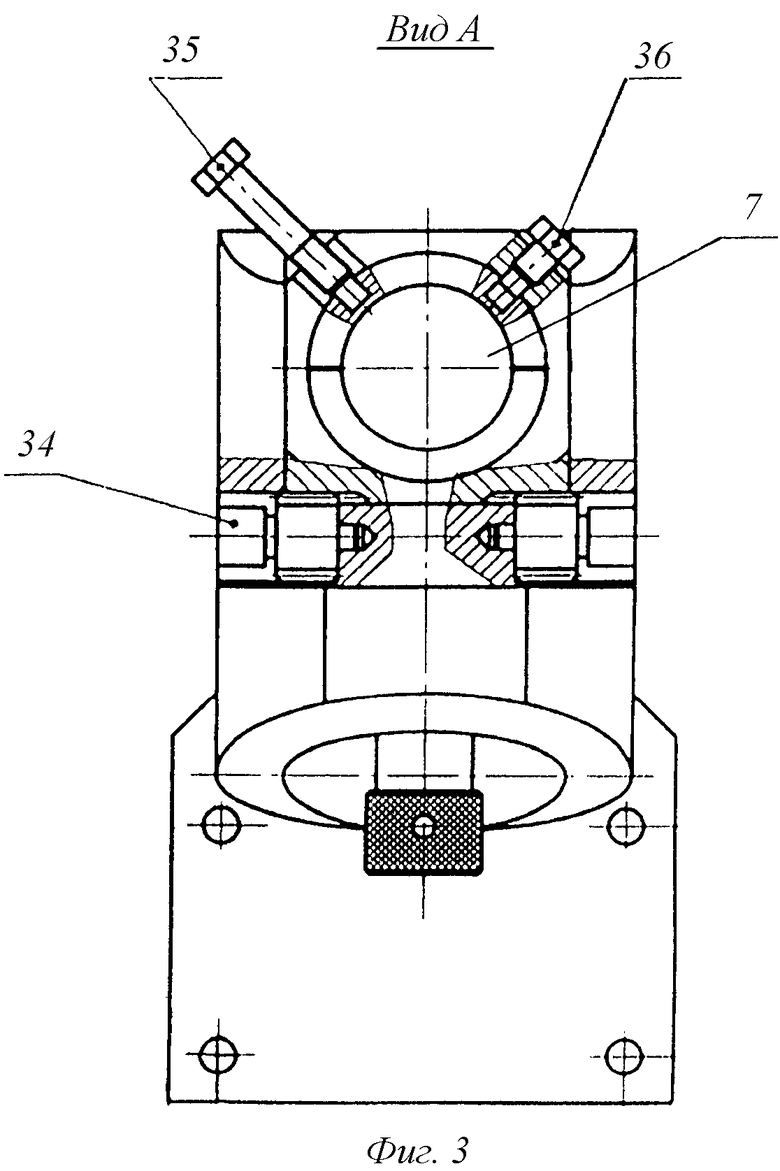
на фиг.3 - вид А по фиг.2;
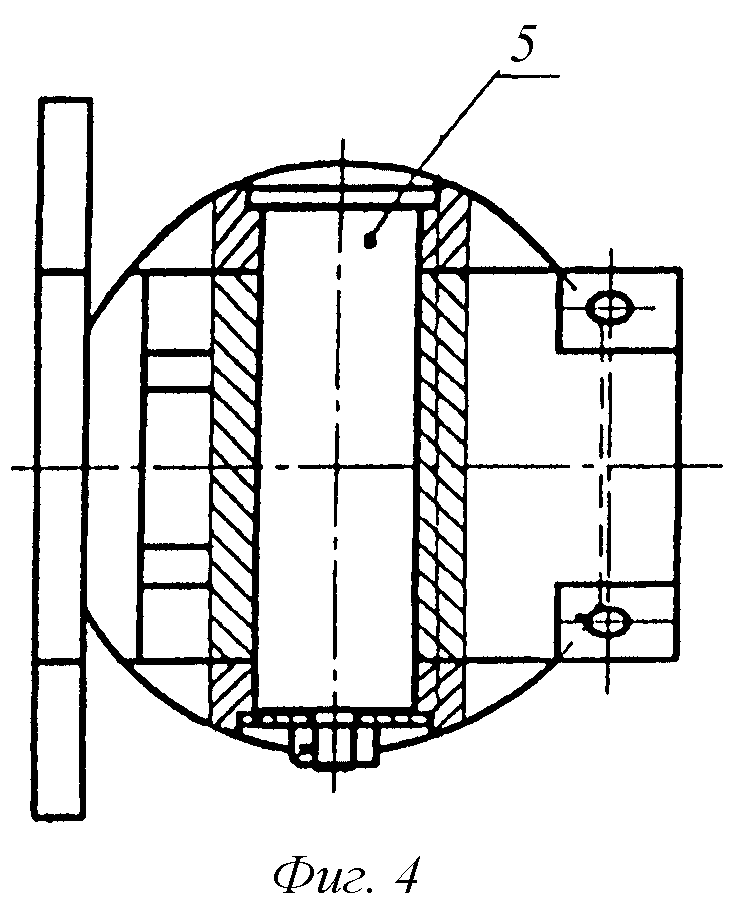
на фиг.4 - разрез А-А по фиг.2;
на фиг.5 - вибратор сварочной горелки;
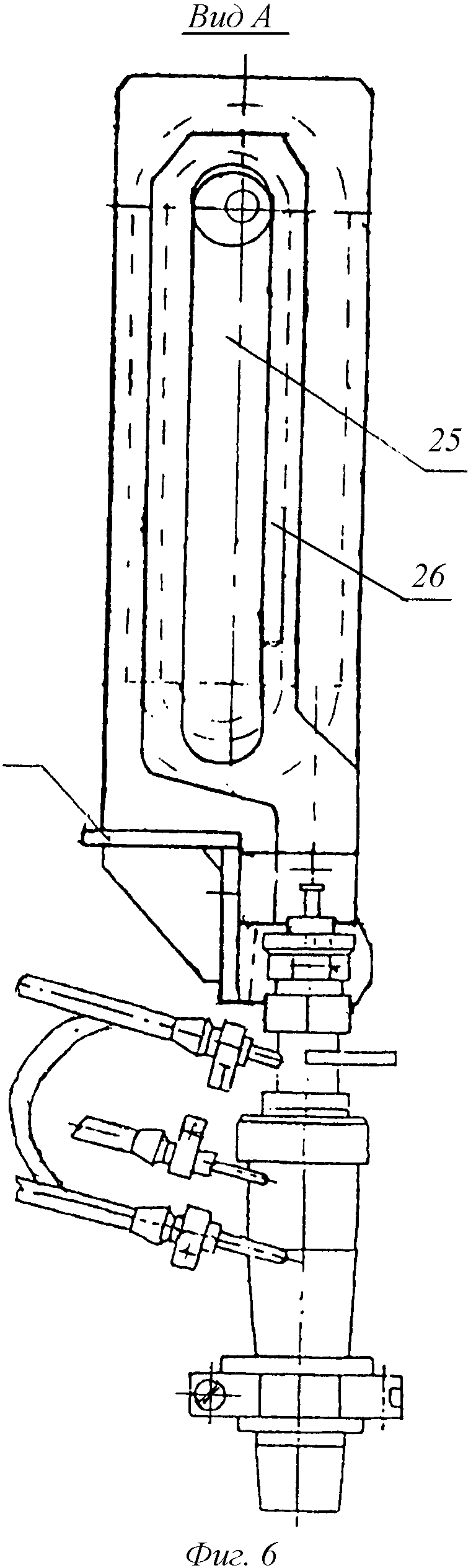
на фиг.6 - вид А по фиг.5.
Головка для сварки плавящимся электродом содержит кронштейн 1, имеющий элементы 2 для установки головки на консоль сварочной установки (не показана). На кронштейне 1 посредством вертикальной оси 3 смонтирована цапфа 4. Цапфа 4 имеет возможность поворота относительно вертикальной оси и фиксации в заданном положении. На цапфе 4 посредством горизонтальной оси 5 установлен кулак 6, имеющий возможность поворота относительно горизонтальной оси в вертикальной плоскости и фиксации в заданном положении. Механизм фиксации может быть выполнен различным известным образом, например, в виде отверстий, выполненных на цапфе и на кулаке. При повороте кулака на заданный угол его положение фиксируется стержнем, вводимым в отверстия цапфы и кулака.
На кулаке 6 имеется посадочное отверстие 7, в которое посредством оси (не показана) устанавливается консоль 8. Консоль 8 имеет возможность поворота относительно горизонтальной оси и фиксации в заданном положении. Механизм фиксации может быть выполнен различным известным образом, например, в виде установленных на кулаке прижимных винтов.
Головка также содержит установленный на консоли изолятор 9, на которой установлен ползун (позицией не обозначен) горизонтального перемещения соединенной с консолью стойки 10, на которой с возможностью вертикального перемещения посредством привода установлен ползун 11. Ползун 11 является базовой деталью, на ползуне закреплен изолятор 12, на котором размещены механизм подачи присадочной (сварочной) проволоки 13, выполненный в виде кассеты 14, установленной на кронштейне 15, приводных и прижимных роликов 16 и электродвигателя 17 для вращения приводных роликов, и сварочной горелки 18.
На горелке 18 имеются штуцеры (позицией не обозначены) для обеспечения циркуляции по ее полости охлаждающей жидкости (воды) и подвода защитного газа (аргона) в зону сварки.
Перемещение ползуна 11 в вертикальном или наклонном положении (в зависимости от положения головки относительно свариваемого изделия) осуществляется посредством привода, который может быть выполнен различным образом, например, в виде винтовой передачи, гайка 19 которой связана с ползуном 11, а винт - с установленным на стойке электродвигателем 20, обеспечивающим вращение винта.
Стойка 10, как уже упоминалось выше, имеет возможность горизонтального поперечного перемещения относительно консоли 8 посредством привода 21, который может быть выполнен аналогично приводу перемещения ползуна 11.
Головка оснащена вибратором сварочной горелки 18, обеспечивающим качание сварочной горелки поперек свариваемого стыка с частотой от 0,5 до 15 Гц, и амплитудой от 2 до 8 мм. Вибратор выполнен в виде кронштейна 22, закрепленного на корпусе механизма подачи проволоки и скрепленного со сварочной горелкой, подвижной 23 и неподвижной 24 пластин, в каждой из которых выполнен продольный паз (соответственно 25 и 26), оси 27, скрепленной с кронштейном 22, электродвигателя 28, на выходном валу которого установлен эксцентрик 29. Для установки заданной амплитуды качания горелки электродвигатель 28 размещен с возможностью перемещения вдоль паза и фиксации в заданном положении на неподвижной пластине 24, эксцентрик 29 пропущен через паз 26 и заведен в паз 25. Подвижная пластина 23 скреплена с качающимся коромыслом 30 вокруг оси 27, с которой также скреплен кронштейн 22
Горелка 18 установлена в обойме 31 и хомуте 32. Обойма 31 зафиксирована на коромысле 30, а обойма 32 - на пластине 33, скрепленной с коромыслом.
Механизм поворота кулака 6 в вертикальной плоскости может быть выполнен различным образом, например, в виде зубчатых роликов 34, находящихся в зацеплении с зубчатой нарезкой кулака и приводимых во вращение ключами.
Механизм фиксации консоли 8 в отверстии 7 может быть выполнен в виде прижимных винтов 35.
В механизмах перемещения горелки (вертикального, поперечного, вибратора горелки, подачи сварочной проволоки) используются безредукторные шаговые двигатели, что позволяет упростить конструкцию головки за счет исключения редукторов, уменьшить ее массу и обеспечить широкий диапазон регулирования режимов работы головки.
Управление работой головки осуществляется с пульта управления (не показан).
Головка для сварки плавящимся электродом работает следующим образом.
Посредством кронштейна 1 головка монтируется на консоли сварочной установки, на которой устанавливается подлежащее сварке изделие (позицией не обозначено).
Головка настраивается на обработку следующим образом.
Поворотом цапфы 4 относительно оси 3 и поворотом оси консоли 8 в отверстии 7 кулака 6 выставляют горелку в заданное положение относительно вертикальной и горизонтальной осей.
Поворотом кулака 6 относительно горизонтальной оси 5 выставляют заданное угловое положение горелки.
Механизмами вертикального перемещения и горизонтального перемещения подводят горелку к свариваемому стыку.
Перемещением электродвигателя 28 по неподвижной пластине 24 и фиксации его в заданном положении задают амплитуду качания подвижной пластине 23 и, соответственно, сварочной горелке 18. Эксцентрик 29 при этом находится в пазу 25 подвижной пластины.
Сварочную проволоку 13 заправляют в ролики 16 механизма подачи и заводят в мундштук горелки 18.
Включают электропитание головки, подачу защитного газа и охлаждающей жидкости к сварочной горелке 18, подачу сварочной проволоки, двигатель вибратора сварочной горелки. Осуществляют сварку шва.
В процессе сварки шва, при работе двигателя 28, эксцентрик 29, вращаясь в пазу подвижной пластины, задает ей движение качания поперек свариваемого шва. При качании пластины, качательное движение совершает коромысло 30, и пластина 33, а следовательно, и сварочная горелка 18.
По окончании сварки шва отключают подачу воды, защитного газа, двигатели механизма подачи сварочной проволоки и вибратора, перемещают механизмами горизонтального и вертикального перемещения сварочную горелку от сваренного стыка и от изделия, отключают электропитание головки.
Конструкция головки обеспечивает возможность манипулирования горелкой поворотом относительно вертикальной и горизонтальной осей, вертикальным и горизонтальным перемещениями, наклоном относительно вертикальной плоскости. Это позволяет осуществлять сварку горизонтальных, вертикальных и наклонных стыков, а также кольцевых и круговых стыков, что значительно повышает область применения головки.
Введение в конструкцию головки механизма качания горелки позволяет повысить качество сварки стыков.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| УСТРОЙСТВО ОРИЕНТАЦИИ СВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО РАЗДЕЛКИ СВАРИВАЕМЫХ КРОМОК ШВА | 1991 |
|
RU2032516C1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ПОВОРОТНЫХ СТЫКОВ | 1997 |
|
RU2122931C1 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |

Изобретение может быть использовано для автоматической сварки прямолинейных, круговых и кольцевых стыков конструкций из сталей и алюминиевых сплавов в среде защитных газов. На стойке посредством ползуна, имеющего возможность вертикального перемещения, размещены сварочная горелка, механизм подачи сварочной проволоки и вибратор сварочной горелки. Стойка установлена на консоли и имеет привод перемещения в горизонтальной плоскости. Консоль установлена на кулаке с возможностью поворота относительно горизонтальной оси. Кулак смонтирован в цапфе с возможностью поворота в вертикальной плоскости. Цапфа установлена на кронштейне с возможностью поворота относительно вертикальной оси. Вибратор сварочной горелки состоит из пластины, скрепленной со сварочной горелкой, оси, на которую надето коромысло, подвижной и неподвижной пластин и электродвигателя, на выходном валу которого установлен эксцентрик. В каждой из пластин выполнен продольный паз. Электродвигатель установлен с возможностью перемещения вдоль паза и фиксации в заданном положении, на неподвижной пластине. Эксцентрик пропущен через паз неподвижной пластины и заведен в паз подвижной пластины, которая скреплена с коромыслом, с которым также скреплена пластина. Точная настройка горелки на свариваемый стык и возможность ее колебаний в процессе сварки обеспечивают качественную сварку во всех пространственных положениях. 1 з.п. ф-лы, 6 ил.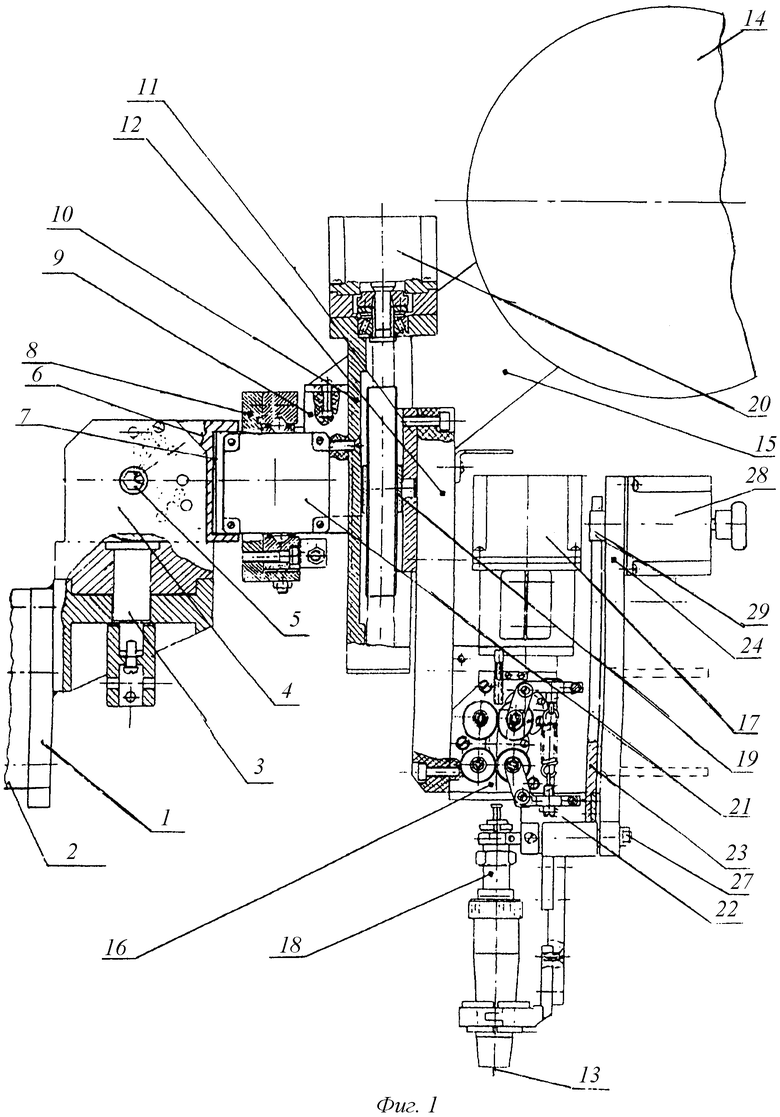
1. Головка для сварки плавящимся электродом, содержащая кронштейн, стойку, сварочную горелку, оснащенную подводами охлаждающей жидкости и защитного газа, а также механизм подачи сварочной проволоки, отличающаяся тем, что она снабжена вибратором сварочной горелки, цапфой, кулаком и консолью, на стойке посредством ползуна, имеющего возможность вертикального перемещения посредством привода, размещены сварочная горелка, механизм подачи сварочной проволоки и вибратор сварочной горелки, стойка установлена на консоли и имеет привод перемещения в горизонтальной плоскости, консоль установлена на кулаке с возможностью поворота относительно горизонтальной оси, кулак смонтирован в цапфе с возможностью поворота в вертикальной плоскости, а цапфа установлена на кронштейне с возможностью поворота относительно вертикальной оси.
2. Головка для сварки плавящимся электродом по п.1, отличающаяся тем, что вибратор сварочной горелки состоит из пластины, скрепленной со сварочной горелкой, оси, на которую надето коромысло, подвижной и неподвижной пластин, в каждой из которых выполнен продольный паз, и электродвигателя, на выходном валу которого установлен эксцентрик, причем электродвигатель установлен с возможностью перемещения вдоль паза и фиксации в заданном положении на неподвижной пластине, эксцентрик пропущен через паз неподвижной пластины и заведен в паз подвижной пластины, которая скреплена с коромыслом, с которым также скреплена пластина.
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| Устройство для дуговой сварки с колебаниями электрода | 1979 |
|
SU872109A1 |
| Способ переработки сои | 1950 |
|
SU91543A1 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1983 |
|
SU1094695A1 |
| Лопастной насос | 1975 |
|
SU541382A1 |

