Изобретение относится к области ремонта сваркой и может быть использовано при восстановлении наплавкой цилиндрических полых деталей небольшого диаметра, например, полых цапф роликов агрегата непрерывного отжига стали, роликов машин непрерывного литья заготовок и других деталей металлургического оборудования.
Известен способ ремонта наплавкой деталей малого диаметра, при котором рекомендуется применять небольшие значения силы сварочного тока и скорости наплавки [1] Недостатком известного способа является невозможность его применения для наплавки полых деталей, в частности, полых цапф роликов агрегата непрерывного отжига стали (АНО).
Наиболее близким к описываемому является способ ремонта наплавкой пустотелых роликов рольгангов, в котором в качестве наплавочных материалов используют проволоку типа Св08, Св08А, Нп30ХГСА, диаметром 3 4 мм. Режим наплавки: сварочный ток 300 400 А, напряжение на дуге 28 32 В, скорость наплавки 25 30 м/ч. Наплавку производят под флюсом АН-348А. [2][3]
Недостатком известного технического решения является отсутствие регламентации режимов наплавки от толщины стенки полой детали. В результате при наплавке полых цапф роликов АНО происходит деформация цапфы или прожог ее тонкой стенки.
Технический результат обеспечение возможности качественной наплавки полых цапф роликов без их деформации и прожога стенки. Поставленная цель достигается тем, что наплавку полых цапф роликов осуществляют на токе (Iсв, А), равным не более 22 δ и скорости наплавки (Vн,м/ч) не менее 0,7 d где d наименьшая толщина стенки цапфы в наплавляемом месте, мм. При этом наплавку производят нержавеющим сплавом мартенситного или мартенситно-ферритного класса следующего химического состава, мас. углерод 0,09 0,25; кремний 0,10 0,80; марганец 0,10 0,80; хром 12,0 14,0; никель 0,01 0,60; железо остальное.
Многочисленными исследованиями установлено, что при наплавке изношенных полых цапф роликов, например, агрегата непрерывного отжига, сила сварочного тока (Iсв, А) не должна превышать 22 d где d наименьшая толщина стенки цапфы в наплавляемом месте, мм. Превышение этого значения приводит к увеличению погонной энергии, и в результате к деформации цапфы или прожогу тонкой изношенной стенки. Уменьшение скорости наплавки (Vн,м/ч) менее 0,7 d также приводит к перегреву тонкой стенки и снижению качества наплавки, вплоть до деформации стенки цапфы. Ролики металлургического оборудования эксплуатируются при высоких температурах (ролики АНО, МНЛЗ и др.), вследствие чего цапфы у них выполнены полыми для осуществления возможности внутреннего охлаждения цапфы и ролика. Одной из основных причин выхода роликов из строя является износ наружной поверхности цапфы, где установлены подшипники, муфты для соединения с электродвигателем и др. Поэтому оптимальным вариантом является наплавка наружной поверхности цапф нержавеющими сплавами мартенситного или мартенситно-ферритного класса, которые имеют наряду с высокой коррозионной стойкостью и жаростойкостью, еще и высокую твердость, что в целом значительно уменьшает износ трущейся наружной поверхности цапфы при повышенной температуре. Для наплавки наружного слоя цапфы можно рекомендоваться следующий состав, мас. углерод 0,09 0,25; кремний 0,10 - 0,80; марганец 0,10 0,80; хром 12,0 14,0; никель 0,01 0,60; железо - остальное. Причем при содержании углерода до 0,15% сталь относится к мартенситно-ферритному классу, а при более высоком содержании углерода к мартенситному.
Изобретение поясняется чертежом, на котором изображен общий вид ролика, где 1 бочка, 2 цапфы, с толщиной стенки h. Каждая цапфа состоит из внутреннего слоя 3 толщиной d и наружного наплавленного слоя 4 толщиной h.
Пример реализации способа. Поступил на восстановление ролик агрегата непрерывного отжига стали, цапфы которого вследствие истирания наружной поверхности износились в среднем на 1 мм на сторону. Материал цапфы сталь Х18Н9. Измерения показали, что минимальное значение наружного диаметра цапфы равно 80 мм, диаметр внутреннего отверстия составляет 50 мм. Тогда минимальное значение толщины стенки цапфы равно 15 мм. Исходя из этого значения выбирают сварочный ток равным 210 А, что составляет 14 d и скорость наплавки равной 15 м/ч. что составляет 1,0 d Наплавку производят под флюсом проволокой Св12Х13 диаметром 3 мм. Состав проволоки по сертификату, мас. углерод 0,10; кремний 0,40; марганец 0,43; хром 13,1; никель 0,45; железо остальное. После наплавки цапф производят механическую обработку наружной поверхности.
Преимущества предложенного способа ремонта роликов состоят в том, что основные режимы наплавки (ток и скорость) определяются один раз в зависимости от наиболее слабого места (наименьшей толщины стенки наплавляемой цапфы), которые гарантируют отсутствие деформации стенки цапфы и одновременно обеспечивают хорошее деформирование шва (без стекания жидкой сварочной ванны, что является большой проблемой при наплавке тел вращения малого диаметра).
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИК АГРЕГАТА НЕПРЕРЫВНОГО ОТЖИГА | 1996 |
|
RU2093591C1 |
| БАНДАЖНОЕ КОЛЬЦО РОЛИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124962C1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ | 1996 |
|
RU2096155C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РОЛИКОВ | 1998 |
|
RU2123413C1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ | 1996 |
|
RU2104141C1 |
| СОСТАВ СПЛАВА | 1996 |
|
RU2104324C1 |
| СПОСОБ СВАРКИ И НАПЛАВКИ ПОД ФЛЮСОМ | 1996 |
|
RU2102206C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БАНДАЖИРОВАННЫХ РОЛИКОВ | 1998 |
|
RU2123412C1 |
| СПОСОБ РЕМОНТА БРУСЬЕВ ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1995 |
|
RU2089369C1 |
| СПОСОБ НАПЛАВКИ ДЕТАЛЕЙ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ | 1995 |
|
RU2078657C1 |
Использование: ремонт и восстановление наплавкой цилиндрических полых деталей. Сущность изобретения: наплавку полых цапф роликов осуществляют на токе /Jсв, А/, равном не более 22 δ , и скорости наплавки Vнм/ч., не менее 0,7 δ /м/ч.//, где δ - наименьшая толщина стенки цапфы в наплавляемом месте, мм. Наплавку производят нержавеющим износостойким сплавом мартенситного или мартенситно-ферртиного класса. Предложен состав сплава. 3 з.п. ф-лы. 1 ил.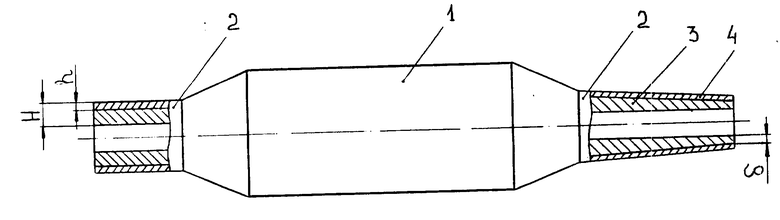
Углерод 0,09 0,25
Кремний 0,1 0,8
Марганец 0,1 0,8
Хром 12 14
Никель 0,01 0,6
Железо Остальноеп
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технология электрической сварки металлов и сплавов плавлением | |||
| /Под ред | |||
| акад | |||
| Патона Б.Е | |||
| - М.: Машиностроение, 1974, с | |||
| ПРИБОР ДЛЯ СОЖИГАНИЯ НЕФТИ | 1922 |
|
SU731A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Гребеник В.М., Гордиенко А.В., Цапко В.К | |||
| повышение надежности металлургического оборудования | |||
| - М.: Металлургия, 1988, с | |||
| Двухколесный автомобиль для формовки кирпичей из разлитой по полю сушки торфяной массы | 1923 |
|
SU478A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Цеков В.И | |||
| Ремонт деталей металлургических машин, Справочник | |||
| - М.: Металлургия, 1979, с | |||
| Прибор для измерения силы звука | 1920 |
|
SU218A1 |

