Изобретение относится к обработке металлов давлением, в частности к штампам для вытяжки П-образных деталей с выштамповками на дне.
Известен штамп для вытяжки деталей за одну операцию с мелкими выштамповками на дне, включающий пуансон, матрицу, прижимное устройство и формирующий дно пуансон [1]
Недостатком штампа является невозможность штамповки деталей с более глубокими выштамповками, когда металла, набранного в первый момент, недостаточно для окончательной формовки выштамповок в конце хода ползуна пресса, т.к. боковые стенки заготовки уже защемлены матрицей и препятствуют течению металла в сторону выштамповок. Излишнее утонение ведет к разрывам.
Известны также штампы для получения таких деталей по элементам, т.е. в первом штампе, состоящем из пуансона, матрицы, прижимного кольца, производится набор необходимого количества металла, а во втором штампе окончательная формовка выштамповок из уже набранного металла [2] В этом случае необходимо иметь два или более штампов.
Технический результат, получаемый от использования изобретения, заключается в снижении себестоимости изготовления штампа, путем сокращения количества оснастки, а также трудоемкости его обслуживания.
Технический результат достигается тем, что в штампе, содержащем пуансон, матрицу, прижим и формирующий дно детали выталкиватель, дополнительно введена ползушка, которая установлена над выталкивателем с возможностью горизонтального перемещения и фиксации через рукоятку в пазах матрицы. То есть использован один и тот же штамп для двух операций: сначала для вытяжки выштамповок на дне детали с установленной ползушкой над выталкивателем и зафиксированной рукояткой в первом пазу матрицы, затем, после переналадки (перемещении ползушки и ее фиксации рукояткой во втором пазу матрицы) для вытяжки боковых стенок детали.
Изобретение поясняется графическими материалами, где:
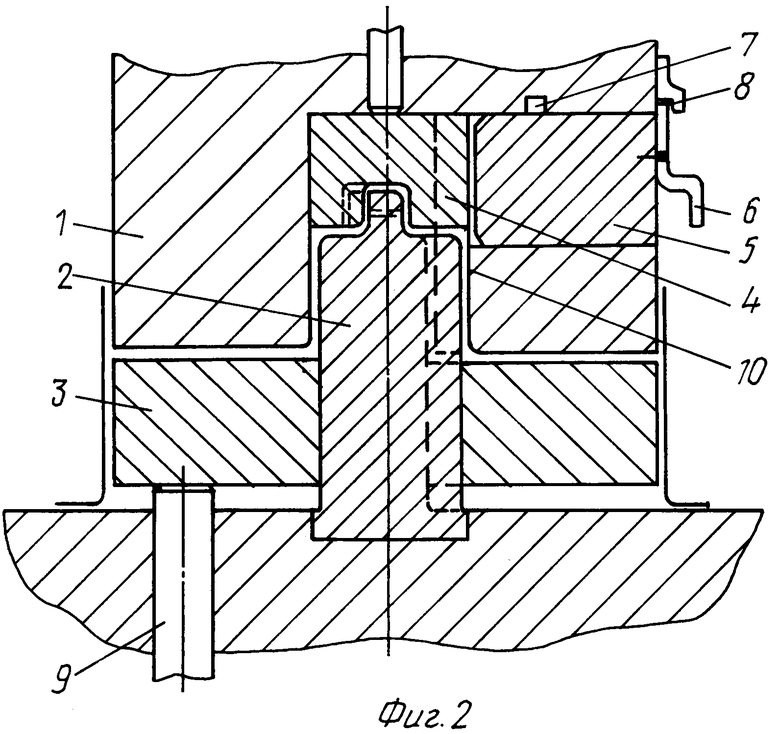
на фиг. 1 изображен штамп, ползушка которого установлена над выталкивателем; на фиг. 2 штамп, ползушка которого выведена из зоны действия выталкивателя.
Штамп содержит матрицу 1, пуансон 2, прижим 3 и выталкиватель 4, одновременно служащий формующей донные выштамповки матрицей. Над выталкивателем расположена ползушка 5, которая может быть выведена в сторону и зафиксирована рукояткой 6 в пазах 7 и 8. Прижим взаимодействует с толкателями 9 пресса.
Работает штамп следующим образом. В исходном открытом положении закладывается листовая заготовка на прижим 3, поднятый толкателями пневмоподушки до уровня верхней точки пуансона 2. При ходе ползуна вниз матрица 1 и зафиксированный в нижнем положении ползушкой 5 при помощи рукоятки 6 в пазу 7 выталкиватель 4 вытягивают донные выштамповки с помощью прижима 3. Далее ползун уходит вверх, заготовка толкателями, встроенными в тело выталкивателя 4 (на чертеже не показаны), оставляется внизу. Ползушка 5 за рукоятку 6 выводится из зоны действия выталкивателя 4 и фиксируется в пазу 8. Ползун вновь опускается и матрица 1 формует боковые стенки детали 10, то есть производится вторая операция. При этом металл свободно течет из-под прижима 3, образуя боковые стенки детали 10.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2090289C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ (ВАРИАНТЫ) | 2011 |
|
RU2501618C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ (ВАРИАНТЫ) | 2011 |
|
RU2481913C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ПНЕВМОСЪЕМНИКАМИ В МАТРИЦЕ (ВАРИАНТЫ) | 2011 |
|
RU2479374C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ПРОСТРАНСТВЕННОЙ ДЕТАЛИ С ПРИЖИМОМ КРАЕВОЙ ЧАСТИ ПОЛОВИНЫ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2457059C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ПНЕВМОСЪЕМНИКАМИ В МАТРИЦЕ (ВАРИАНТЫ) | 2011 |
|
RU2480305C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА С ПНЕВМОСЪЕМНИКАМИ В ПРИЖИМНОЙ ПЛИТЕ (ВАРИАНТЫ) | 2013 |
|
RU2560805C2 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2004 |
|
RU2292976C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ПРОСТРАНСТВЕННОЙ ДЕТАЛИ С ПРИЖИМОМ КРАЕВОЙ ЧАСТИ ПОЛОВИНЫ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2457058C2 |
Использование: обработка металлов давлением, в частности конструкции штампов для вытяжки П-образных деталей с выштамповками на дне. Сущность изобретения: штамп для вытяжки содержит пуансон, матрицу, прижим и выталкиватель. Над выталкивателем установлена ползушка с рукояткой. Ползушка горизонтально перемещается и фиксируется рукояткой в пазах матрицы. 2 ил.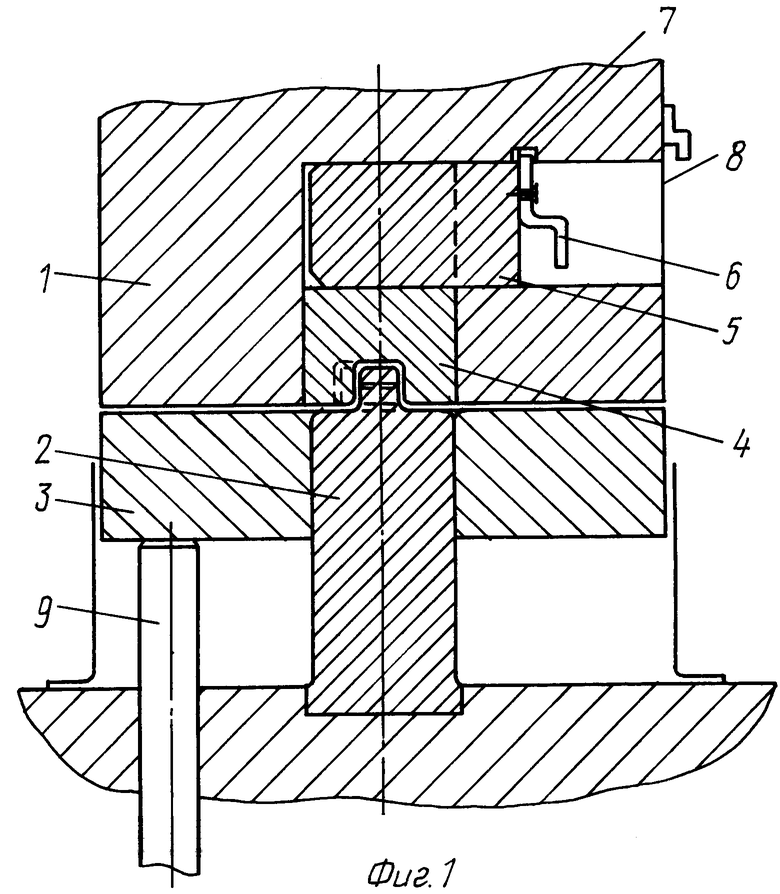
Штамп для вытяжки деталей, содержащий пуансон, матрицу, прижим и формирующий дно детали выталкиватель, отличающийся тем, что он снабжен ползушкой с рукояткой, которая установлена над выталкивателем с возможностью горизонтального перемещения и фиксации посредством рукоятки и пазов, выполненных в матрице.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кухтаров В.И., Кухтаров О.В | |||
| Проектирование технологических процессов холодной штамповки | |||
| - М.: Машиностроение, 1966, с.137 - 139, рис.98 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с.132 и 133, рис.92 и 93. | |||
