Изобретение относится к области листовой штамповки и может быть использовано для вытяжки различных деталей из листовых материалов. Преимущественная область применения штамповка кузовных деталей сложной формы, имеющих глубокие местные выштамповки, в том числе автомобильных, сельхозтехники, бытовой техники и т.п.
Известен способ вытяжки кузовных деталей сложной формы [1] при котором для получения глубоких выштамповок, которые не удается получить за счет местного растяжения металла, производят вырезку в зоне отхода одного или нескольких технологических окон.
Недостатком известного способа является ухудшение качества штампуемых изделий из-за возможности радиальных разрывов заготовки и искажения поверхности детали из-за возникновения волнистости и гофр в зоне технологических вырезов.
Известен способ вытяжки кузовных деталей сложной формы на прессах тройного действия [2]
При движении наружного ползуна пресса, закрепленное на нем прижимное кольцо прижимает заготовку к поверхности матрицы, при ходе внутреннего ползуна пресса, закрепленный на нем пуансон осуществляет вытяжку детали. Когда пуансон перемещается в крайнее нижнее положение, начинает работать третий нижний привод пресса, производящий формообразование выштамповок в направлении, противоположном основному направлению вытяжки.
Недостатком известного способа является ограниченная область его применения, т.к. для его реализации требуется пресс тройного действия, применение которого не всегда возможно. Также не всегда можно получить глубокие местные выштамповки за счет растяжения металла, а использование технологических вырезов может привести к разрывам заготовки и искажению поверхности изделия в зоне вырезов, чему известный способ не препятствует.
Известен способ вытяжки кузовных деталей сложной пространственной формы с пневматическим прижимом заготовки в центральной части [3] При движении наружного ползуна пресса листовая заготовка прижимается прижимным кольцом по наружному периметру. Центральная часть заготовки прижимается внутренним прижимом, установленным в пуансоне за счет действия пневматических цилиндров, после чего осуществляется вытяжка детали пуансоном, закрепленным на внутреннем ползуне пресса.
Данный способ применим для вытяжки кузовных деталей сложной формы, имеющих противоположно направленные поверхности вытяжки по периметру и в центральной части.
Недостатком известного способа является ограниченная область его применения. Способ применим только в случае, когда поверхность центральной выштамповки детали близка по форме основной прижимной поверхности. Иначе при прижиме центральной части заготовки внутренним прижимом происходит деформация заготовки, что не позволяет получить качественную поверхность изделия.
Известен способ вытяжки кузовных деталей (наружной панели двери автомобиля) включающий прижим по краям заготовки и в ее середине [4] Под действием наружного ползуна пресса секциями верха осуществляется прижим по краям заготовки и в ее середине. При этом в нижней части штампа прижим осуществляется неподвижными секциями низа, закрепленными на нижнем пуансоне. При ходе внутреннего ползуна пресса производится прижим заготовки в нижней части панели двери и в оконном проеме секциями верха и верхними пуансонами, а также вытяжка изделия. При этом в нижней части штампа прижим осуществляется подвижными подпружиненными прижимами.
Такой способ вытяжки дает значительную экономию металла, но зато не обеспечивает чистоты поверхности вытягиваемого изделия, поэтому он имеет ограниченное применение только для мелкосерийного производства и для неответственных деталей.
Новым в изобретении является расширение технологических возможностей за счет изготовления цельноштампованных деталей сложной формы с глубокими выштамповками в центральной части, как в направлении вытяжки, так и в противоположном, а также повышение качества штампованных деталей за счет предотвращения разрывов и гофрообразования в зоне технологических отверстий.
Сущность изобретения поясняется тем, что способ получения глубоких выштамповок при вытяжке кузовных деталей сложной формы, имеющих глубокие выштамповки в центральной части, включающий прижим переферийной и центральной частей заготовки, имеющей предварительно вырубленное как минимум одно технологическое отверстие в зоне глубокой выштамповки, воздействие на заготовку усилием деформирования со стороны пуансона и окончательное формообразование элементов детали, согласно изобретения прижим центральной части заготовки осуществляют пуансоном, воздействуя при его рабочем ходе на нижний внутренний прижим, выполненный по периметру центральной выштамповкой детали и находящийся в начальный момент вытяжки на уровне прижимной поверхности под действием силовых цилиндров, включенных при загрузке заготовки и в процессе вытяжки отключающихся в последний момент до момента удаления отштампованной детали.
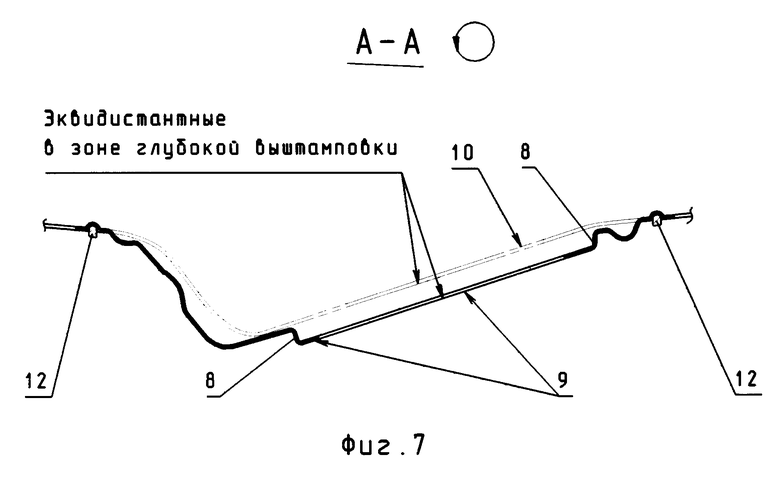
Прижимная поверхность в зоне центральной выштамповки выполнена эквидистантно поверхности центральной выштамповки детали. Такое техническое решение позволяет осуществлять формообразование глубокой центральной выштамповки не только за счет растяжения металла, но и за счет перераспределения металла из дна выштамповки на ее стенку из-за наличия в заготовке как минимум одного технологического отверстия. В тоже время использование предложенного способа вытяжки с прижимом в зоне выштамповки позволяет осуществлять формообразование без разрывов по фланцам технологических отверстий и предотвратить гофрообразование при использовании технологических отверстий.
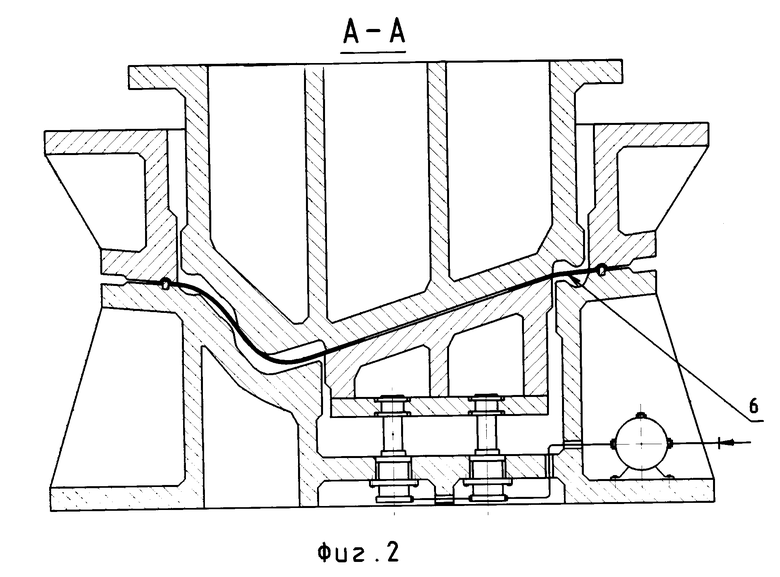
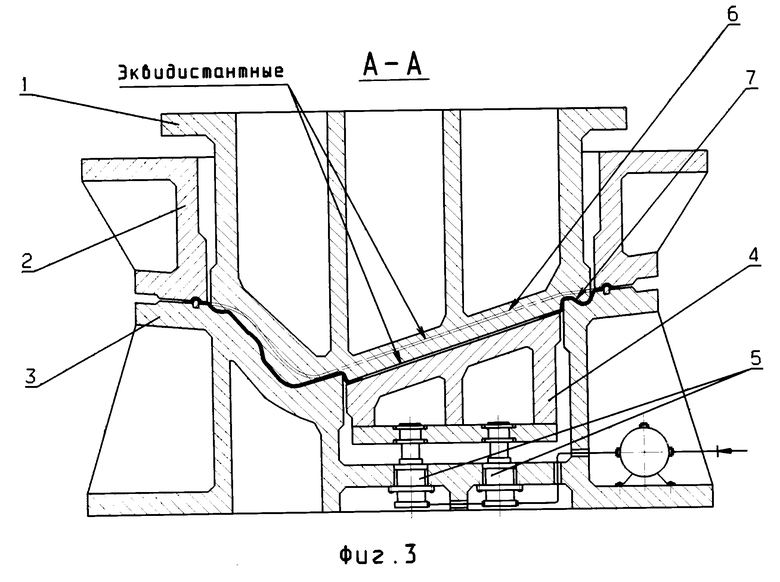
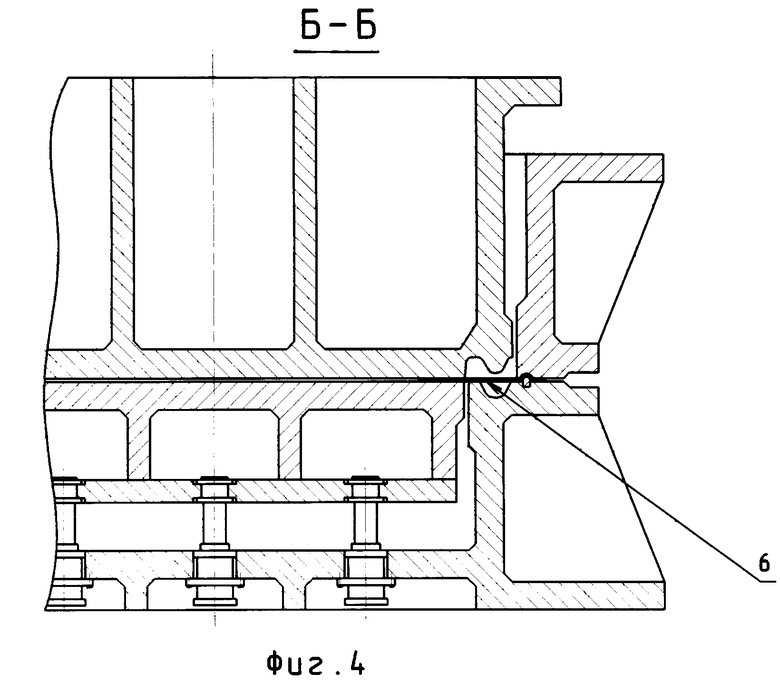
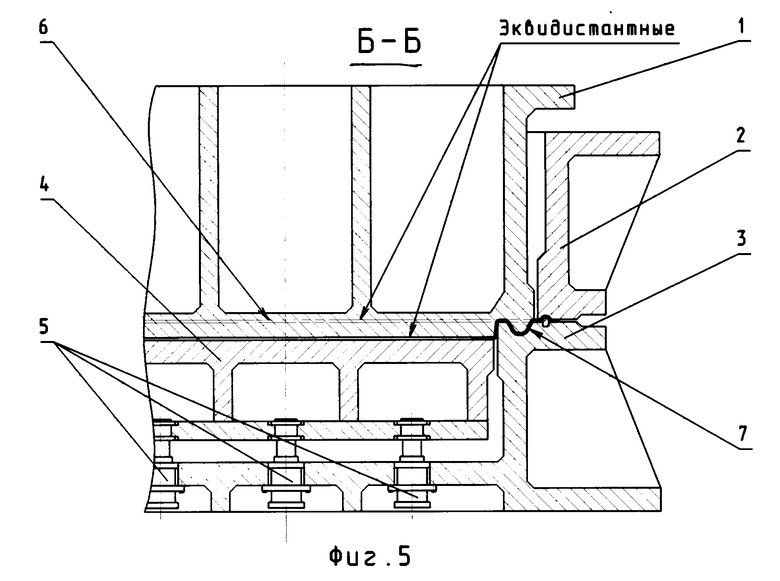
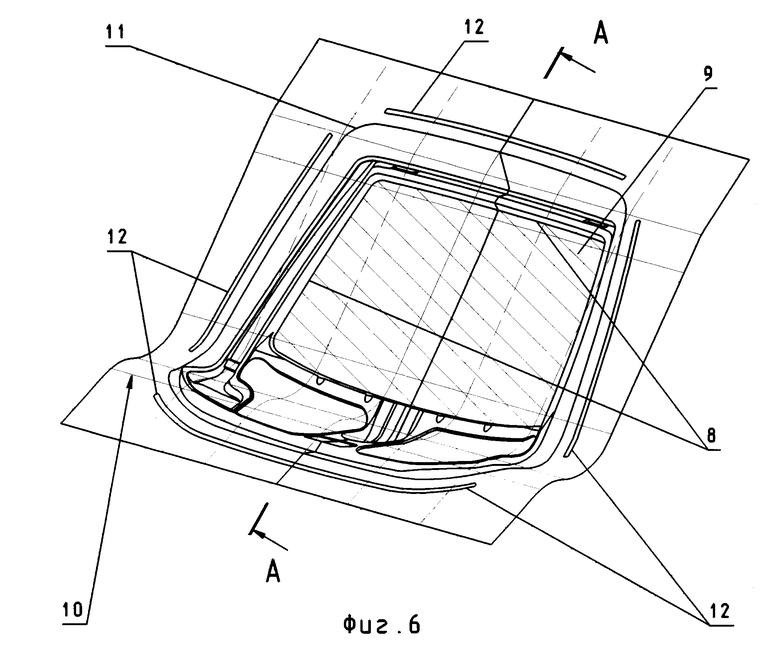
Сущность изобретения поясняется следующими чертежами. На фиг. 1 изображен план низа вытяжного штампа, на фиг. 2 продольный разрез вытяжного штампа в момент прижима заготовки, на фиг. 3 продольный разрез вытяжного штампа в момент окончания вытяжки, на фиг. 4 поперечный разрез вытяжного штампа в момент прижима заготовки, на фиг. 5 поперечный разрез вытяжного штампа в момент окончания вытяжки, на фиг. 6 сложная кузовная деталь имеющая глубокую центральную выштамповку (т. е. углубление (возвышение) относительно основной поверхности детали, имеющее размеры достаточные, чтобы организовать прижим заготовки в его зоне), на фиг. 6 и фиг. 7 продольное сечение сложной кузовной детали.
Штамп для вытяжки кузовных деталей сложной формы содержит пуансон 1, прижимное кольцо 2, матрицу 3, нижний прижим 4, силовые цилиндры 5, установленные на матрице 3 и взаимодействующие с нижним прижимом 4.
Способ осуществляется следующим образом. На прижимные поверхности матрицы 3 и нижнего прижима 4 загружается заготовка 6, имеющая предварительно вырубленное, как минимум одно технологическое отверстие в зоне глубокой центральной выштамповки. Технологические отверстия располагаются в окнах детали, идущих после обрезки в отход.
В начальный момент вытяжки нижний прижим 4 находится в верхнем положении на одном уровне с прижимной поверхностью под действием силовых цилиндров 5.
При ходе наружного ползуна пресса прижимное кольцо 2 опускается и прижимает периферийную часть заготовки 6 к прижимной поверхности матрицы 3. Далее при ходе внутреннего ползуна пресса пуансон 1 опускается и воздействует на заготовку. При этом пуансоном 1 осуществляется прижим центральной части заготовки, воздействуя при рабочем ходе на нижний внутренний прижим 4 и утапливая его при противодействие силовых цилиндров 5. Нижний внутренний прижим 4 выполнен по периметру центральной выштамповки детали.
При ходе пуансона 1 осуществляется вытяжка заготовки 6, а при смыкании рабочих частей пуансона 1 и матрицы 3 происходит окончательное формообразование готовой детали 7. В последний момент вытяжки силовые цилиндры 5 отключаются, чтобы после подъема пуансона 1 и прижимного кольца 2 исключить деформирование вытяжной детали 7 при ее удалении из штампа. В зоне глубокой центральной выштамповки 8 выполнена эквидистантно поверхности центральной выштамповки 9 прижимная поверхность 10, чтобы исключить деформирование заготовки при ее прижиме. Внутри линии проема 11 (фиг. 6) речь идет о теоретической прижимной поверхности, которую занимает заготовка 6 под действием прижимного кольца 2 (фиг. 2).
На прижимных поверхностях матрицы 3 и внутреннего нижнего прижима 4 могут быть расположены перетяжные ребра 12 или пороги для увеличения интенсивности торможения заготовки при вытяжке.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2072270C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1994 |
|
RU2092260C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2576981C2 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2627318C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 1994 |
|
RU2082526C1 |
| СПОСОБ ВЫТЯЖКИ С РАСТЯЖЕНИЕМ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1992 |
|
RU2016686C1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2096116C1 |
| Штамп для вытяжки крупногабаритных деталей | 2016 |
|
RU2631070C2 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛИ | 1992 |
|
RU2049579C1 |
Использование: в области листовой штамповки для вытяжки различных деталей из листовых материалов. Сущность изобретения: способ вытяжки кузовных деталей сложной формы с глубоким выштамповками заключается в том, что периферийную и центральную части заготовки прижимают. При этом заготовка имеет предварительно вырубленное как минимум одно технологическое отверстие в зоне глубокой выштамповки. Прижим центральной части заготовки осуществляют пуансоном, воздействуя при его рабочем ходе на нижний внутренний прижим, выполненный по периметру центральной выштамповки детали и находящийся в начальный момент вытяжки на уровне прижимной поверхности под действием силовых цилиндров и в процессе вытяжки отключающихся в последний момент до момента удаления отштампованной детали. Прижимная поверхность в зоне центральной выштамповки выполнена эквидистантно поверхности центральной выштамповки деталей. 1 з.п. ф-лы, 7 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Серепьев В.В | |||
| Опыт построение вытяжных переходов для облицовочных деталей автомобилей | |||
| - М.: Машиздат, 1958, с.10, 29, 47 и 49, рис.3, 4, 36 и 37 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Нефедов А.П | |||
| Конструирование и изготовление штампов | |||
| - М.: Машиздат, 1973, с.75 - 79, рис.56 и 58 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Пташкин И.Т | |||
| Штамп вытяжной с пневматическим прижимом: Экспресс-информация, филиал НИИНАавтопрома.- Тольятти: 1975, N 12, с.16 и 17 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Кальманович З.М | |||
| Современные конструкции штампов для холодной штамповки | |||
| - М.: Машиздат, 1949, с.229 и 230, фиг.135. | |||

