Изобретение относится к области листовой штамповки и может быть использовано для вытяжки различных деталей из листовых материалов. Преимущественная область применения - штамповка кузовных деталей автомобилей, сельхозмашин и другой техники.
Известен способ вытяжки деталей с прижимом из штучной плоской заготовки, при котором сначала прижимают краевую часть заготовки, а затем осуществляют втягивание этой краевой части заготовки в зазор между пуансоном и матрицей с образованием стенки пространственной детали (Романовский В.П. Справочник по холодной штамповке. Л.: Машиностроение, 1979, с.86, табл.29).
Недостатком известного способа является небольшая предельная глубина вытяжки, а при попытке вытянуть деталь большей глубины происходит разрыв заготовки. Расчленение процесса вытяжки глубокой детали на несколько переходов увеличивает трудоемкость, снижает производительность штамповки и ухудшает качество поверхности вытягиваемой детали, так как на ней остаются следы (отпечатки) от мест изгиба и спрямления заготовки при формоизменении.
Кроме того, при осуществлении известного процесса вытяжки центральная часть заготовки после контакта с рабочей поверхностью пуансона практически прекращает растягиваться (этому препятствуют силы трения), что приводит к необходимости излишне увеличивать размеры заготовки и норму расхода листового материала.
Технической задачей изобретения является снижение трудоемкости процесса вытяжки и повышение качества изготавливаемой детали.
Техническим результатом использования предлагаемого технического решения является увеличение предельной глубины вытяжки и экономия листового материала.
Указанный технический результат может быть реализован двумя вариантами.
Вариант 1.
Технический результат достигается за счет того, что при вытяжке деталей из листового материала способом, при котором сначала прижимают краевую часть заготовки, затем осуществляют втягивание этой краевой части заготовки в зазор между пуансоном и матрицей, для того чтобы увеличить предельную глубину вытяжки и получить экономию листового материала, непосредственно после прижима краевой части заготовки осуществляют формовку углублений в центральной части заготовки, обеспечивая предварительный набор поверхности заготовки за счет утонения материала, а затем, на этом же переходе вытяжки, осуществляют разглаживание и втягивание набранной поверхности заготовки одновременно с втягиванием краевой части заготовки в зазор между пуансоном и матрицей, с образованием стенки пространственной детали.
Вариант 2.
Технический результат достигается за счет того, что при вытяжке деталей из листового материала способом, при котором сначала прижимают краевую часть заготовки, затем осуществляют втягивание этой краевой части заготовки в зазор между пуансоном и матрицей, для того чтобы увеличить предельную глубину вытяжки и получить экономию листового материала, прижим краевой части заготовки и дальнейшее втягивание краевой части заготовки в зазор между пуансоном и матрицей осуществляют при ходе ползуна пресса вниз, при этом после прижима краевой части заготовки осуществляют начальную стадию вытяжки на неполную глубину детали, а затем формовку углублений в центральной части заготовки, обеспечивая предварительный набор поверхности заготовки за счет утонения материала, а затем на конечной стадии вытяжки осуществляют разглаживание и втягивание набранной поверхности заготовки, одновременно с втягиванием краевой части заготовки в зазор между пуансоном и матрицей, с образованием стенки пространственной детали.
Предварительный набор поверхности в центральной части заготовки позволяет увеличить предельную глубину вытяжки, а дополнительное утонение центральной части заготовки при формовке углублений и наборе поверхности позволяет уменьшить размеры заготовки и за счет этого получить экономию листового материала.
Сущность предлагаемого способа поясняется чертежами.
Вариант 1.
На фиг.1а изображен осевой продольный разрез штампа для осуществления способа на прессе простого действия в момент окончания формовки углублений в центральной части заготовки 1 (слева от оси штампа) и в момент окончания процесса вытяжки (справа от оси штампа).
На фиг.1в пуансон закреплен вверху на ползуне пресса простого действия, а матрица - внизу, на неподвижном столе пресса.
Вариант 2.
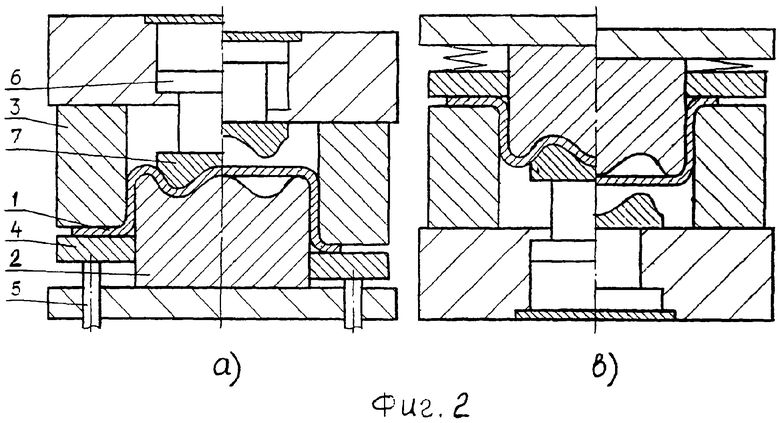
На фиг.2а изображен осевой продольный разрез штампа для осуществления способа на прессе простого действия в момент окончания формовки углублений в центральной части заготовки 1 (слева от оси штампа) и в момент окончания процесса вытяжки (справа от оси штампа).
На фиг.2в пуансон закреплен вверху на ползуне пресса простого действия, а матрица - внизу, на неподвижном столе пресса.
Штамп для осуществления способа содержит: заготовку 1, пуансон 2, закрепленный внизу на неподвижном столе пресса, матрицу 3, закрепленную вверху на ползуне пресса, прижим 4, который через толкатель 5 опирается на подушку пресса (не показана), поршень 6 и вспомогательный пуансон 7.
Способ осуществляется следующим образом.
Вариант 1.
При ходе ползуна пресса вниз осуществляют прижим краевой части заготовки 1 между прижимными поверхностями матрицы 3 и прижима 4. В этот момент под действием жидкости высокого давления (сжатого воздуха, рычагов или других средств) перемещают поршень 6 и жестко связанный с ним вспомогательный пуансон 7, который осуществляет формовку углублений в центральной части заготовки 1 за счет пластического растяжения и утонения материала (фиг.1а, в, слева). Далее вспомогательный пуансон 7 отводят в исходное положение и, при дальнейшем ходе ползуна пресса вниз, осуществляют разглаживание и втягивание набранной поверхности заготовки одновременно с втягиванием краевой части заготовки в зазор между пуансоном 2 и матрицей 3, с образованием стенки пространственной детали.
При ходе ползуна пресса вверх вытянутую деталь снимают с пуансона 2 прижимом 4 и выталкивают из матрицы 3 при помощи поршня 6 и вспомогательного пуансона 7 (фиг.1а, в, справа).
Вариант 2.
При ходе ползуна пресса вниз осуществляют прижим краевой части заготовки 1 между прижимными поверхностями матрицы 3 и прижима 4 и начальную стадию вытяжки на неполную глубину детали. Затем под действием жидкости высокого давления (сжатого воздуха, рычагов или других средств) перемещают поршень 6 и жестко связанный с ним вспомогательный пуансон 7, который осуществляет формовку углублений в центральной части заготовки 1 за счет пластического растяжения и утонения материала (фиг.2а, в, слева). Далее вспомогательный пуансон 7 отводят в исходное положение и, при дальнейшем ходе ползуна пресса вниз на конечной стадии вытяжки, осуществляют разглаживание и втягивание набранной поверхности заготовки одновременно с втягиванием краевой части заготовки в зазор между пуансоном 2 и матрицей 3, с образованием стенки пространственной детали.
При ходе ползуна пресса вверх вытянутую деталь снимают с пуансона 2 прижимом 4 и выталкивают из матрицы 3 при помощи поршня 6 и вспомогательного пуансона 7 (фиг.2а, в, справа).
Вместо вспомогательного пуансона 7 формовка углублений в центральной части заготовки может быть осуществлена другими способами, например при помощи эластичных сред (резина, полиуретан, жидкость, сжатый воздух, газ и т.п.) или магнитного поля.
Таким образом, данный способ, по сравнению с известным, обеспечивает повышение предельной степени деформации заготовки и возможность использования заготовки меньших размеров.
Аналогично данный способ вытяжки реализуется на прессах двойного и тройного действия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ ПОЛУСФЕРИЧЕСКИХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2392079C1 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛИ | 1992 |
|
RU2049579C1 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ПРОСТРАНСТВЕННОЙ ДЕТАЛИ С ПРИЖИМОМ КРАЕВОЙ ЧАСТИ ПОЛОВИНЫ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2457059C2 |
| Способ вытяжки листовых деталей | 1990 |
|
SU1794538A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ПРОСТРАНСТВЕННОЙ ДЕТАЛИ С ПРИЖИМОМ КРАЕВОЙ ЧАСТИ ПОЛОВИНЫ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2457058C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ, ФОРМОВКИ И ПРАВКИ ДЕТАЛИ С РЕБРАМИ ЖЕСТКОСТИ (ВАРИАНТЫ) | 2013 |
|
RU2545875C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| Способ вытяжки сложного крупногабаритного пространственного полуфабриката (Варианты) | 2016 |
|
RU2661982C2 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНОЙ ДЕТАЛИ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 2013 |
|
RU2550474C2 |
| Устройство для испытания листовых материалов (варианты) | 2015 |
|
RU2677839C2 |
Изобретение относится к области листовой штамповки. Способ включает прижим краевой части заготовки и дальнейшее втягивание краевой части заготовки в зазор между пуансоном и матрицей. По первому варианту после прижима краевой части заготовки осуществляют формовку углублений в центральной части заготовки с обеспечением предварительного набора поверхности заготовки за счет утонения материала, а затем, на этом же переходе вытяжки, осуществляют разглаживание и втягивание набранной поверхности заготовки и одновременное втягивание краевой части заготовки в зазор между пуансоном и матрицей, с образованием стенки пространственной детали. По второму варианту способа прижим краевой части заготовки и дальнейшее втягивание краевой части заготовки в зазор между пуансоном и матрицей осуществляют при ходе ползуна пресса вниз, при этом после прижима краевой части заготовки осуществляют начальную стадию вытяжки на неполную глубину детали, затем проводят формовку углублений в центральной части заготовки с обеспечением предварительного набора поверхности заготовки за счет утонения материала, а затем, на конечной стадии вытяжки, осуществляют разглаживание и втягивание набранной поверхности заготовки и одновременное втягивание краевой части заготовки в зазор между пуансоном и матрицей, с образованием стенки пространственной детали. Достигается снижение трудоемкости процесса вытяжки и повышение качества изготавливаемой детали за счет увеличения предельной глубины вытяжки. 2 н.п. ф-лы, 2 ил.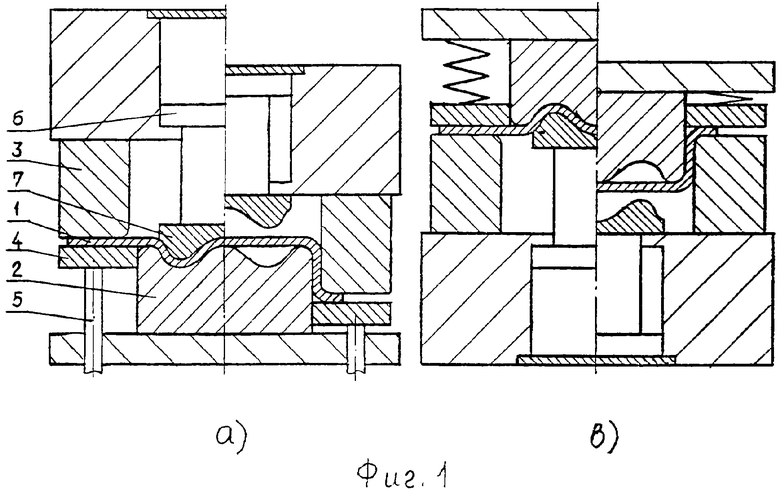
| РОМАНОВСКИЙ В.П | |||
| Справочник по холодной штамповке | |||
| Л.: Машиностроение, 1979, с.86, табл.29 | |||
| Способ штамповки днищ | 1990 |
|
SU1804933A1 |
| Штамп для реверсивной вытяжки | 1986 |
|
SU1386335A1 |
| Способ изготовления полого изделия | 1975 |
|
SU588042A1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2217257C2 |
| КОНТАКТНЫЙ ПРОВОД, ТОКОСЪЕМНИК И КОНТАКТНО-ПРОВОДНАЯ СИСТЕМА | 2009 |
|
RU2497698C2 |

