Изобретение относится к листовой штамповке и может быть использовано в прессовых производствах для штамповки крупногабаритных деталей из листовых материалов (металлов и неметаллов), преимущественно для штамповки-вытяжки крупногабаритных кузовных деталей автомобилей, тракторов, сельхозмашин, бытовой и другой техники на прессах простого, двойного и тройного действия, а также на многопозиционных пресс-автоматах.
Известен традиционный штамп для вытяжки детали без фланца на прессе двойного действия в штампе, содержащем пуансон, закрепленный на внутреннем ползуне пресса, матрицу, закрепленную на нижней неподвижной плите штампа, и прижим, закрепленный на наружном ползуне пресса (Романовский В.П. Справочник по холодной штамповке. - С.-Пб.: Машиностроение, 1979, с.441, рис.346).
Известен также штамп для вытяжки детали с фланцем на прессе двойного действия в штампе, содержащем пуансон, закрепленный на внутреннем ползуне пресса, матрицу, закрепленную на нижней неподвижной плите штампа, и прижим, закрепленный на наружном ползуне пресса (Нефедов А.П. Конструирование и изготовление штампов. М.: Машиностроение, 1973, с.64, рис.46).
Общим недостатком этих известных штампов для вытяжки является необходимость прижима краевой части по всему периметру листовой заготовки, что излишне увеличивает массу идущего в отход технологического припуска и норму расхода материала на одну деталь, а также увеличивает сложность и массу штампа для вытяжки.
Задачей изобретения является разработка штампа для вытяжки сложной крупногабаритной пространственной детали с прижимом краевой части только половины листовой заготовки. По сравнению с традиционным штампом новый штамп вытяжки дает уменьшение отходов и нормы расхода листового материала на одну деталь, снижение сложности и массы штампа для вытяжки, что, в целом, снижает себестоимость изготовления листоштампованной детали.
Поставленная задача решается за счет того, что прижим штампа имеет половину конструкции для прижима краевой части половины листовой заготовки между развертывающимися прижимными поверхностями матрицы и прижима, а матрица имеет выступающие по высоте части, чтобы по закруглениям этих частей пуансон изгибал не прижатую - свободную половину листовой заготовки, расположенную напротив прижатой половины листовой заготовки, одновременно перемещая свободную часть листовой заготовки к прижатой части и тем самым осуществляя набор материала в центральной части листовой заготовки перед последующей рельефной формовкой этой части листовой заготовки.
Сущность изобретения по вариантам характеризуется фиг.1-5.
На фиг.1 показаны: исходная листовая заготовка 1, контур полуфабриката после вытяжки 2, линия обрезки 3 технологического припуска на полуфабрикате, ось симметрии 4 левого и правого, расположенного зеркально по отношению к левому, полуфабрикатов, из которых на последующих операциях будут отштампованы соответственно левая и правая детали, 5 - линия, по которой после обрезки технологического припуска на последней операции штамповки одна, свободная при вытяжке, половина полуфабриката для левой или правой детали будет изогнута по отношению к другой, прижатой при вытяжке, половине полуфабриката на угол, например, равный 90 градусов, после чего будет получена готовая листоштампованная деталь, идущая далее на сборку изделия.
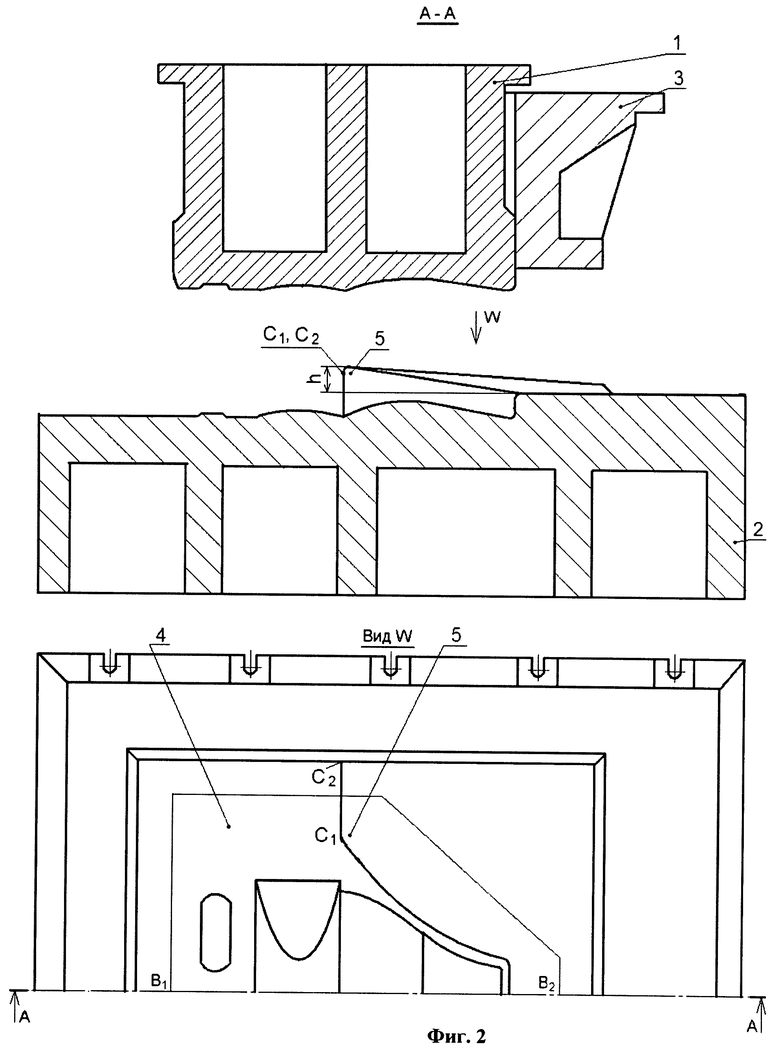
На фиг.2 показан разрез нового штампа для вытяжки полуфабриката на прессе двойного или тройного действия в момент загрузки листовой заготовки, по половине периметра вокруг пуансона, закрепленного на внутреннем ползуне пресса, закрепленный на наружном ползуне пресса прижим штампа имеет половину конструкции для прижима краевой части половины листовой заготовки между развертывающимися прижимными поверхностями матрицы и прижима, где 1 - пуансон, 2 - матрица, 3 - прижим, 4 - листовая заготовка, 5 - выступающие на высоту "h" две симметрично расположенные части матрицы 2; на виде сверху W штампа верхняя линия С1-С2 вертикальной плоскости проецируется на главный вид спереди А-А в точку С1, С2; точками B1 и B2 обозначены точки пересечения осевой линии с контуром исходной листовой заготовки.
На фиг.3 показано сечение нового штампа для вытяжки полуфабриката на прессе двойного или тройного действия в нижнем крайнем положении обоих ползунов пресса и верхней половины штампа в момент окончания процесса вытяжки листовой заготовки; на виде W изображена нижняя половина штампа с вытянутым полуфабрикатом 4.
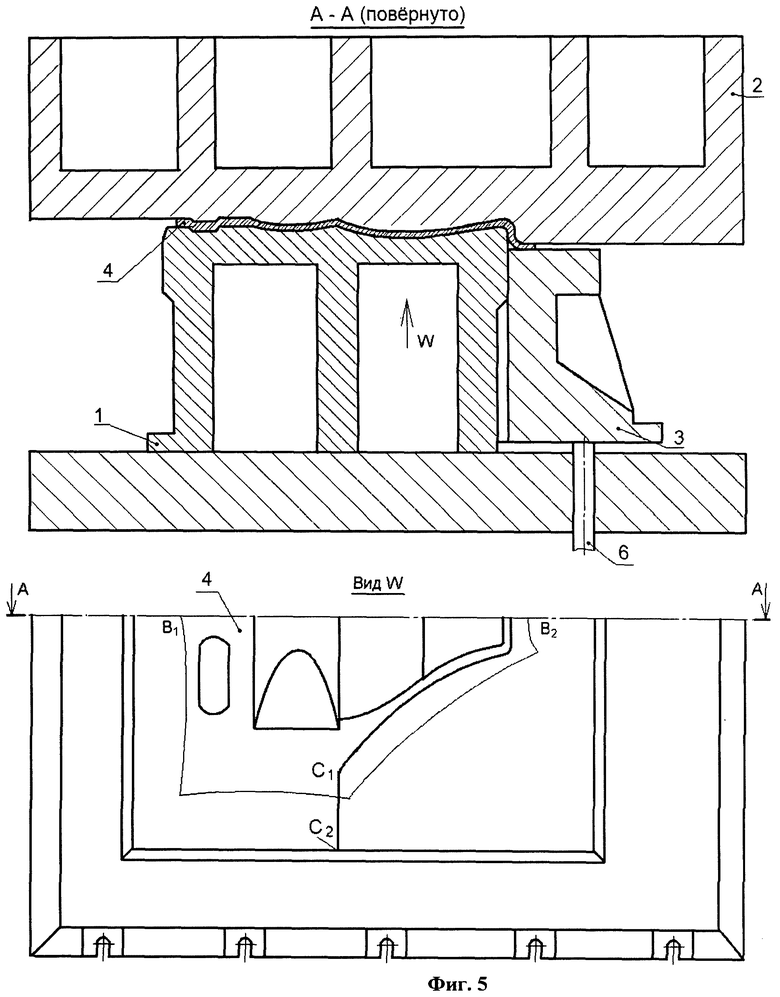
На фиг.4 показан разрез нового штампа для вытяжки полуфабриката на прессе простого действия или многопозиционном пресс-автомате в момент загрузки листовой заготовки, по половине периметра вокруг пуансона, закрепленного на неподвижной нижней плите штампа, прижим штампа имеет половину конструкции для прижима краевой части лишь половины листовой заготовки между развертывающимися прижимными поверхностями матрицы и прижима, где 1 - пуансон, 2 - матрица, 3 - прижим, 4 - листовая заготовка, 5 - выступающие на высоту "h" две симметрично расположенные части матрицы, 6 - толкатели, через которые подушка пресса передает силу прижима на прижим 3 штампа для вытяжки; на виде W штампа верхняя линия С1-С2 вертикальной плоскости проецируется на главный вид спереди А-А в точку С1, С2; точками B1 и B2 обозначены точки пересечения осевой линии с контуром исходной листовой заготовки.
На фиг.5 дано сечение нового штампа для вытяжки полуфабриката на прессе простого действия или многопозиционном пресс-автомате в нижнем крайнем положении ползуна пресса и верхней половины штампа в момент окончания процесса вытяжки листовой заготовки; на виде W изображена верхняя половина штампа с вытянутым полуфабрикатом 4.
По варианту 1 на прессе двойного или тройного действия штамп работает следующим образом (фиг.2 и 3). Вырубленную из листового материала заготовку 4 укладывают на матрицу 2. При ходе наружного ползуна пресса при помощи закрепленного на этом ползуне прижима штампа осуществляют формоизменение и прижим краевой части половины листовой заготовки 4 между развертывающимися прижимными поверхностями матрицы 2 и прижима 3; в крайнем нижнем положении наружный ползун пресса останавливается, удерживая прижатой краевую часть половины листовой заготовки до конца вытяжки. При ходе внутреннего ползуна пресса закрепленный на этом ползуне пуансон 1 сначала изгибает свободную половину листовой заготовки 4, расположенную напротив прижатой половины листовой заготовки, по закруглениям выступающих на высоту "h" двух симметрично расположенных частей 5 матрицы 2, одновременно перемещая свободную часть листовой заготовки к прижатой части и тем самым осуществляя набор материала в центральной части листовой заготовки перед последующей рельефной формовкой этой части листовой заготовки. При дальнейшем ходе внутреннего ползуна пуансон 1 по матрице 2 вытягивает стенки полуфабриката из-под прижатой половины листовой заготовки и одновременно за счет набранного материала осуществляет рельефную формовку центральной части листовой заготовки и уже в самом конце хода выполняет правку давлением всей находящейся под пуансоном центральной части вытянутого полуфабриката по рабочей поверхности центральной части полости матрицы 2.
По варианту 2 на прессе простого действия или многопозиционном пресс-автомате штамп работает следующим образом (фиг.4 и 5). Вырубленную из листового материала заготовку 4 укладывают на прижим 3. При ходе ползуна пресса при помощи закрепленной на этом ползуне матрицы 2 осуществляют формоизменение и прижим краевой части половины листовой заготовки 4 между развертывающимися прижимными поверхностями матрицы 2 и прижима 3, опирающегося через толкатели 6 на подушку пресса (подушка пресса не показана). При дальнейшем ходе ползуна пресса закрепленная на этом ползуне матрица 2 сначала изгибает по пуансону 1 свободную половину листовой заготовки 4, расположенную напротив прижатой половины листовой заготовки, по закруглениям выступающих на высоту "h" двух симметрично расположенных частей 5 матрицы 2, одновременно перемещая свободную часть листовой заготовки к прижатой части и тем самым осуществляя набор материала в центральной части листовой заготовки перед последующей рельефной формовкой этой части листовой заготовки. При дальнейшем ходе ползуна матрица 2 по пуансону 1 вытягивает стенки полуфабриката из-под прижатой половины листовой заготовки и одновременно за счет набранного материала осуществляет рельефную формовку центральной части листовой заготовки и уже в самом конце хода выполняет правку давлением всей центральной части вытянутого полуфабриката между рабочими поверхностями матрицы 2 и пуансона 1.
Участок "h" с номером 5 (по высоте вытянутой стенки полуфабриката), на который две симметрично расположенные части матрицы выступают над остальной вытянутой стенкой полуфабриката, при проектировании процесса вытяжки может изменяться по отношению к пуансону в зависимости от угла поворота поверхности полости матрицы вокруг линии 5 (фиг.1) будущей гибки полуфабриката на последней операции гибки. Значение этого участка "h" с номером 5 по высоте вытянутой стенки полуфабриката может быть определено при помощи компьютерного моделирования процесса вытяжки и уточнено экспериментальным путем.
Поскольку по обоим вариантам на свободной части листовой заготовки отсутствует прижим, вследствие чего нет необходимости вытягивать заготовку из-под прижима, то технологический припуск на обрезку на свободной части листовой заготовки имеет значительно меньшие размеры и массу, чем при использовании традиционного штампа для вытяжки с прижимом краевой части по всему периметру листовой заготовки, за счет чего при использовании нового штампа для вытяжки достигается экономия листового материала. И так как при изготовлении нового штампа для вытяжки необходимо изготовить не целый прижим, а только половину, то масса штампа для вытяжки и его стоимость значительно уменьшаются.
Все варианты данного штампа для вытяжки, по сравнению с традиционным штампом для вытяжки, дают уменьшение нормы расхода листового материала на одну деталь и себестоимости детали, а также массы, трудоемкости и стоимости изготовления штампа для вытяжки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ПРОСТРАНСТВЕННОЙ ДЕТАЛИ С ПРИЖИМОМ КРАЕВОЙ ЧАСТИ ПОЛОВИНЫ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2457059C2 |
| Способ вытяжки сложного крупногабаритного пространственного полуфабриката (Варианты) | 2016 |
|
RU2661982C2 |
| Способ предварительной гибки заготовки с последующей вытяжкой полуфабриката | 2015 |
|
RU2623521C2 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНОЙ ДЕТАЛИ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 2013 |
|
RU2550474C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ПНЕВМОСЪЕМНИКАМИ В МАТРИЦЕ (ВАРИАНТЫ) | 2011 |
|
RU2479374C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ (ВАРИАНТЫ) | 2011 |
|
RU2501618C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КРУПНОГАБАРИТНОЙ ДЕТАЛИ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 2013 |
|
RU2567966C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ (ВАРИАНТЫ) | 2011 |
|
RU2481913C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ПНЕВМОСЪЕМНИКАМИ В МАТРИЦЕ (ВАРИАНТЫ) | 2011 |
|
RU2480305C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2013 |
|
RU2570685C2 |


Изобретение относится к листовой штамповке. Штамп содержит пуансон, матрицу и прижим. В первом варианте штамп предназначен для установки на прессе двойного или тройного действия, содержащем внутренний ползун и наружный ползун. Пуансон закреплен на внутреннем ползуне пресса. Прижим штампа закреплен на наружном ползуне пресса и имеет половину конструкции для прижима краевой части половины листовой заготовки между развертывающимися прижимными поверхностями матрицы и прижима. Во втором варианте штамп предназначен для установки на прессе простого действия или многопозиционном пресс-автомате и содержит неподвижную нижнюю плиту. Пуансон закреплен на нижней плите штампа. Матрица в двух вариантах имеет выступающие по высоте части, выполненные с закруглениями для обеспечения изгибания пуансоном свободной половины листовой заготовки, одновременного перемещения свободной части листовой заготовки к прижатой части и осуществления набора материала в центральной части листовой заготовки. В результате обеспечивается уменьшение нормы расхода листового материала на одну деталь и снижение трудоемкости изготовления штампа. 2 н.п. ф-лы, 5 ил.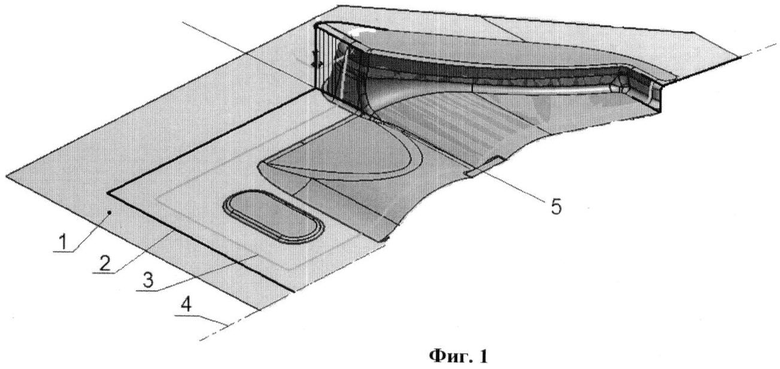
1. Штамп для вытяжки сложной крупногабаритной пространственной детали, содержащий пуансон, матрицу и прижим, отличающийся тем, что он предназначен для установки на прессе двойного или тройного действия, содержащем внутренний ползун и наружный ползун, при этом пуансон закреплен на внутреннем ползуне пресса, а прижим штампа закреплен на наружном ползуне пресса и имеет половину конструкции для прижима краевой части половины листовой заготовки между развертывающимися прижимными поверхностями матрицы и прижима, а матрица имеет выступающие по высоте части, выполненные с закруглениями для обеспечения изгибания пуансоном свободной половины листовой заготовки, расположенной напротив прижатой половины листовой заготовки, одновременного перемещения свободной части листовой заготовки к прижатой части и осуществления набора материала в центральной части листовой заготовки перед последующей рельефной формовкой этой части листовой заготовки.
2. Штамп для вытяжки сложной крупногабаритной пространственной детали, содержащий пуансон, матрицу и прижим, отличающийся тем, что он предназначен для установки на прессе простого действия или многопозиционном прессе-автомате и содержит неподвижную нижнюю плиту, на которой закреплен пуансон, при этом прижим штампа имеет половину конструкции для прижима краевой части половины листовой заготовки между развертывающимися прижимными поверхностями матрицы и прижима, а матрица имеет выступающие по высоте части, выполненные с закруглениями для обеспечения изгибания пуансоном свободной половины листовой заготовки, расположенной напротив прижатой половины листовой заготовки, одновременного перемещения свободной части листовой заготовки к прижатой части и осуществления набора материала в центральной части листовой заготовки перед последующей рельефной формовкой этой части листовой заготовки.
| НЕФЕДОВ А.П | |||
| Конструирование и изготовление штампов | |||
| - М.: Машиностроение, 1973, с.64, рис.346 | |||
| Штамп для вытяжки на прессе двойного действия | 1986 |
|
SU1402388A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2006 |
|
RU2353457C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2302919C2 |
| DE 19504649 C1, 22.08.1996 | |||
| EP 1698409 A1, 06.09.2006. | |||

