Изобретение относится к машиностроению и может быть использованы в соединениях полос с ленточным материалом, способах и устройствах для их осуществления.
Известно соединение полос с ленточным материалом посредством пронизывающих его остроконечных шиповых элементов, загнутых на нем, их концами [1]
Известное соединение реализуется способом соединения полосы с ленточным материалом, а также устройством для его осуществления. Известные способ и устройство включают просечку полосы с образованием и вдавливанием остроконечных шиповых элементов в ячейки ленточного материала с последующим загибом их концов, осуществляемое пуансоном с матрицей, и средство загибки концов шиповых элементов.
Недостатком известных решений является совмещение операций загиба концов остроконечных шиповых элементов с их просечкой, что приводит к смятию остроконечных шиповых элементов и внедрению в ленточный материал, к его травмированию и уменьшению надежности соединения.
Основной задачей изобретения является создание соединения полос с ленточным материалом посредством пронизывающих его остроконечных шиповых элементов, выполненных только в полосах.
Техническим результатом, который может быть получен от использования изобретения, является упрощение конструкции и повышение надежности соединения.
Другой основной задачей изобретения является создание способа осуществления соединения полос с ленточным материалом посредством пронизывающих его остроконечных шиповых элементов без пробивки отверстий и образования утолщения вокруг кромок самого ленточного материала.
Техническим результатом, который может быть получен от использования изобретения на способ, является повышение качества и надежности соединения завальцовкой концов остроконечных шиповых элементов вокруг кромок отверстий в ленточном материале.
Следующей основной задачей изобретения является создание устройства для осуществления способа соединения полос с ленточным материалом посредством пронизывающих его остроконечных шиповых элементов.
Техническим результатом, который может быть получен от использования изобретения на устройство для осуществления способа, является также повышение качества и надежности соединения полос с ленточным материалом, упрощение конструкции устройства, повышение эффективности его функционирования в условиях непрерывной подачи и протяжки полос с ленточным материалом при просечке.
Указанные задачи решаются тем, что в соединении полос с ленточным материалом посредством пронизывающих его остроконечных шиповых элементов ленточный материал выполнен из армирующих стеклонитей, расположенных вдоль и поперек полос так, что остроконечные шиповые элементы расположены загибами их концов вокруг находящихся с ними в контакте параллельных стеклонитей. При этом материал с армировкой из стеклонитей может быть выполнен и в виде упруго-податливой тканой ленты, пропитанной полимерным, например, эпоксифенольным связующим.
В способе соединения полос с ленточным материалом путем просечки на полосах с вдавливанием в ленточный материал остроконечных шиповых элементов просечку производят на упруго-податливом ленточном материале, выполненном из армирующих стеклонитей, расположенных вдоль и поперек относительно полос, с вдавливанием остроконечных шиповых элементов в ячейки между ними, а загиб из концов вокруг соответствующих параллельных стеклонитей, находящихся с ними в контакте. Загиб концов шиповых элементов вокруг стеклонитей армировки осуществляют в профилированном калибрующем канале между подпружиненными одна относительно другой параллельными пластинами. При этом способ соединения полос может быть осуществлен и с упруго-податливым материалом с армировкой из стеклонитей в виде тканой ленты, пропитанной полимерным, например, эпоксифенольным связующим.
Устройство для осуществления способа соединения полос с ленточным материалом, содержащее пуансоны и матрицу для просечки и вдавливания в ленточный материал остроконечных шиповых элементов и загиба их концов, снабжено парой параллельных пластин с передними профилированными заходными кромками и калибрующим щелевым каналом между ними.
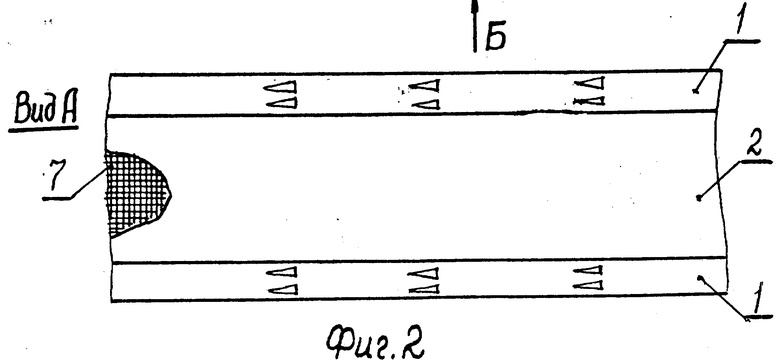
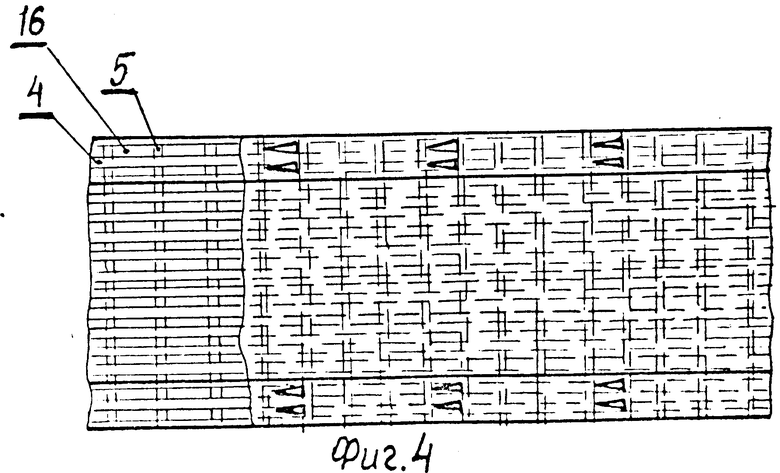
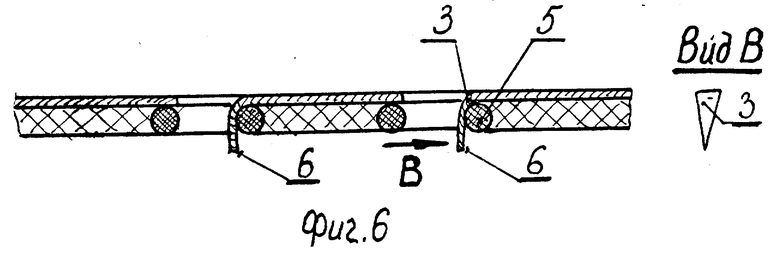
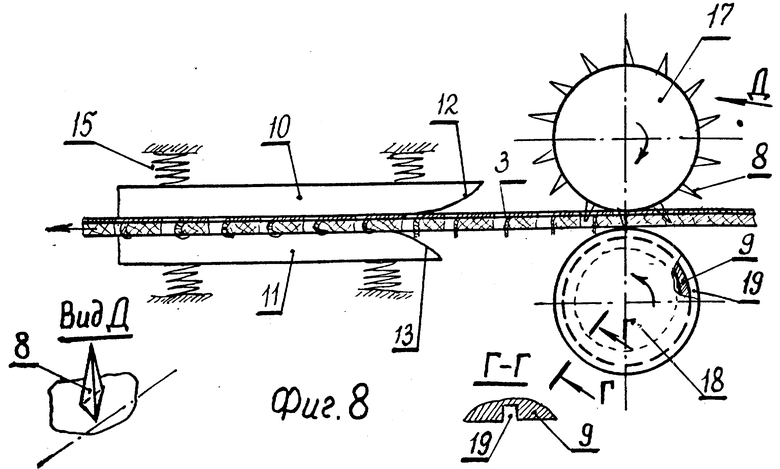
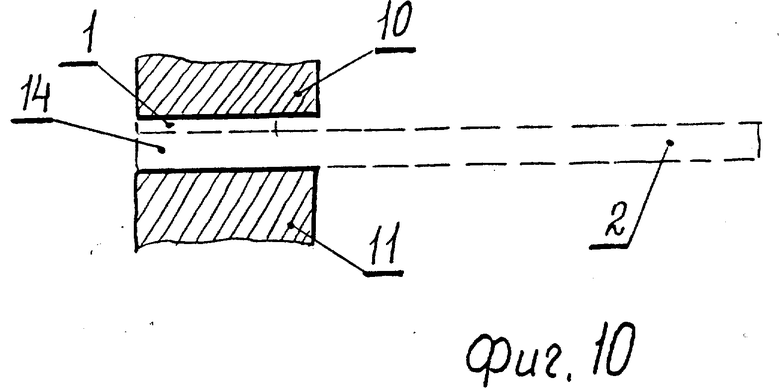
На фиг. 1 представлено соединение полос с ленточным материалом в продольном сечении; на фиг. 2 соединение полос с ленточным материалом (вид сверху); на фиг. 3 соединение полосы с ленточным материалом (вид снизу); на фиг. 4 схема расположения армировки в ленточном материале; на фиг. 5 в увеличенном масштабе принципиальная схема завальцовки концов остроконечных шиповых элементов вокруг стеклонитей армировки; на фиг. 6 соединение полосы с ленточным материалом после просечки остроконечных шиповых элементов; на фиг. 7 принципиальная схема последовательного загибания и завальцовки концов остроконечных шиповых элементов; на фиг. 8 принципиальная схема устройства для осуществления способа соединения полос (общий вид); на фиг. 9 - калибрующий щелевой канал в увеличенном масштабе; на фиг. 10 поперечное сечение калибрующего щелевого канала.
Соединение полос 1 с ленточным материалом 2 содержит пронизывающие ленточный материал 2 остроконечные шиповые элементы 3, армировку в ленточном материале 2, выполненную в виде стеклонитей 4 и 5, расположенных соответственно вдоль и поперек полос 1 так, что концы 6 остроконечных шиповых элементов 3 загнуты вокруг находящихся с ними в контакте параллельных нитей 5. При этом армировка материала может быть выполнена в виде упруго-податливой тканой ленты 7, пропитанной полимерным, например, эпоксифенольным связующим.
Устройство для осуществления способа соединения полос 1 с ленточным материалом 2 содержит пуансоны 8 и матрицу 9 для просечки и вдавливания в ленточный материал 2 остроконечных шиповых элементов 3. Оно содержит также пару параллельных пластин 10 и 11 с передними профилированными заходными кромками 12 и 13 и калибрующим щелевым каналом 14 между ними для последовательного загиба концов 6 остроконечных шиповых элементов 3, установленные на выходе ленточного материала 2 с полосами 1 из-под просечки под пуансонами 8 в матрице 9, подпружиненными одна относительно другой посредством пружин 15 с возможностью изменения сечения профилированного щелевого канала 14.
Способ соединения полос 1 с ленточным материалом 2 включает их совместную подачу для просечки между пуансонами 8 и матрицей 9 так, что при движении по матрице 9 пуансоны 8 периодически смыкаются с ней и просекают в полосах 1 остроконечные шиповые элементы 3 с продавливанием их в ячейки 16 между стеклонитями 4 и 5 армировки, расположенными вдоль и поперек полос 1, и при движении ленточного материала 2 с полосами 1 остроконечные шиповые элементы 3 своими выступающими концами 6 находят на заходную профилированную кромку 13 нижней пластины 11, подпружиненной к пластине 10. Пластина 10 смещена вперед относительно пластины 11 и при подходе остроконечных шиповых элементов создает со стороны полосы 1 неподвижную опору. В результате чего остроконечный шиповой элемент 3 отклоняется от вертикального положения с изгибом и охватом своим концом 6 стеклонити 5 с последующим загибом при протяжке в канале 14 с образованием надежного соединения полосы 1 с ленточным материалом 2. Полоса 1 представляет собой латунную или медную фольгу, ленточный материал 2 стеклоткань, имеющую уточные и основные нити, расположенные в соединении поперек и вдоль полос 1. Стеклоткань может быть пропитана эпоксифенольным связующим, наполненным сажей, графитом или коксом. В соединенном виде ленточный материал 2 с полосами 1 может представлять собой заготовку для получения неметаллического резистивного слоя для электронагревательной панели с внешними электроизоляционными слоями, используемой, например, в бытовых приборах как сушилки, обогревателя и др.
Устройство для осуществления способа соединения полос 1 с ленточным материалом 2 представляет собой единую совокупность синхронно работающих механизмов и средств в виде пуансонов 8 и матрицы 9 с параллельными подпружиненными пластинами 10 и 11 с калибрующим щелевым каналом 14 между ними и приводами для смыкания и размыкания пуансонов 8 с матрицей 9, подачи и приема ленточного материала 2 с полосами 1 (не показано). Пуансоны 8 выполнены с деформирующими элементами в виде остроконечных трехгранных пирамид. Он имеет вертикальное перемещение при неподвижной матрице 9, либо пуансоны 8 и матрица 9 могут быть выполнены на синхронно вращающихся валках 17 и 18, причем валок 18 имеет кольцевые проточки 19, являющиеся по существу кольцевой матрицей для просечки.
Работа устройства заключается в следующем.
При непрерывной подаче полос 1 и ленточного материала 2 пуансоны 8 периодически смыкаются с матрицей 9. Деформирующие элементы в виде остроконечных трехгранных пирамид просекают в полосах 1 остроконечные шиповые элементы относительно гнезд в матрице 9 или кольцевых проточек 19 на вращающемся валке 18 с вдавливанием их в ячейки 16 между стеклонитями 4 и 5 армировки ленточного материала 2. При прохождении калибрующего щелевого канала 14 концы 6 остроконечных шиповых элементов 3 загибаются вокруг находящихся с ними в контакте параллельных стеклонитей 5 с образованием надежного соединения.
Простота конструкции соединения, способа и устройства для его осуществления позволяют достичь указанный технический результат с использованием предложенных существенных отличий без применения специальных отдельных соединительных средств. При этом ленточный материал не подвергается травмированию, его надежность не ухудшается. При многократном изгибе ленточного материала 2 с прикрепленными к нему полосами 1 полосы 1 не отслаиваются и не отсоединяются от ленточного материала 2 и обеспечивают с ним надежный контакт при длительном сроке эксплуатации. При защите ленточного материала 2 с прикрепленными к нему полосами 1 внешними слоями изоляции (не показано) надежность его работы многократно повышается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНЕНИЕ ЛИСТОВЫХ ПАНЕЛЕЙ, СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2156384C2 |
| ГЕРМЕТИЧНАЯ ТРУБА-ОБОЛОЧКА (ВАРИАНТЫ) | 2000 |
|
RU2184898C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБОМАШИНЫ | 2011 |
|
RU2507033C2 |
| НАНОГИБРИДНЫЙ ЗАЩИТНЫЙ КОМПОЗИТ | 2009 |
|
RU2420704C1 |
| УСТРОЙСТВО ДЛЯ ВАКУУМНОЙ ФОРМОВКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2336167C2 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ДЛЯ СТЕКЛОПЛАСТИКОВЫХ ТРУБ | 2010 |
|
RU2483926C2 |
| ОБЛЕГЧЕННАЯ ШТУРМОВАЯ ЛЕСТНИЦА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ ШТУРМОВОЙ ЛЕСТНИЦЫ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2499873C1 |
| АРМИРОВАННАЯ ТРУБА-ОБОЛОЧКА ДЛЯ ВЫСОКОГО ДАВЛЕНИЯ | 1998 |
|
RU2147355C1 |
| ЛИНЕЙНЫЙ ОГНЕТУШИТЕЛЬ | 1993 |
|
RU2101058C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОДОЛАЗНОГО ШЛЕМА ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ, ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВОДОЛАЗНОГО ШЛЕМА ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ И ВОДОЛАЗНЫЙ ШЛЕМ ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2011 |
|
RU2453468C1 |




Использование: соединение полос с ленточным материалом. Сущность изобретения: соединение полос с ленточным материалом содержит остроконечные шиповые элементы, выполненные в полосе при ее просечке пуансоном и матрицей. Скрепление шиповых элементов с ленточным материалом производят их загибом через ячейки в ленточном материале при прохождении ленточного материала с полосой через калибрующий щелевой канал между параллельными пластинами, расположенными за пуансоном с матрицей. Ленточный материал выполнен из армирующих стеклонитей, расположенных вдоль и поперек относительно полосы с образованием ячеек. 3 с. п. ф-лы, 10 ил.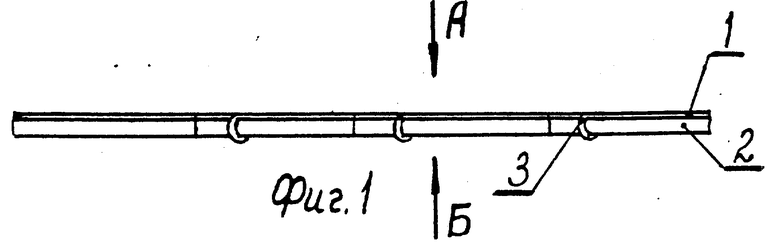
| DE, патент, 2342332, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
