Изобретение относится к машиностроению, в частности к способам изготовления уплотнений зазоров проточной части турбомашин, длительно работающих в условиях повышенных температур и высокочастотных вибраций.
Эффективность работы газотурбинных двигателей и установок, а также паровых турбин зависит герметичности уплотнения между вращающимися лопатками и внутренней поверхностью корпуса в вентиляторе, компрессоре и турбине. Одним из основных видов подобных уплотнений являются истираемые уплотнения, герметичность которых обеспечивается за счет прорезания выступами на торцах лопаток канавок в истираемом уплотнительном материале. Уплотнения турбин выполняют например, используя плетеные металлические волокна, соты [патент США N 5080934, МПК. F01D 11/08, 427/271, 1991] или спеченные металлические частицы. Приработка этих уплотнений происходит за счет его высокой пористости и его низкой прочности. Последнее обуславливает невысокую эрозионную стойкость уплотнительных материалов, что приводит к быстрому износу уплотнения. В качестве прирабатываемых уплотнений в современных двигателях и установках используют также газотермические покрытия, имеющих, по сравнению с вышеописанными материалами, меньшую трудоемкость изготовления.
Известен способ изготовления прирабатываемого уплотнения турбомашины [патент США №4291089], методом газотермического напыления порошкового материала. При этом уплотнение формируется в виде покрытия, которое наносится непосредственно на кольцевой элемент корпуса турбомашины в зону уплотнения между корпусом и лопаткой.
Недостатком известного уплотнения является невозможность одновременного обеспечения высокой прирабатываемости и прочностных свойств уплотнения.
Известен также способ изготовления прирабатываемого уплотнения турбомашины [патент США №4936745], путем его формирования в виде высокопористого керамического слоя с пористостью от 20 до 35 объемных %.
Недостатком известного уплотнения является низкая эрозионная стойкость и прочность.
Известен также способ изготовления уплотнения турбомашин с прирабатываемым покрытием на статоре турбомашины (патент РФ №2033527, кл. F01D 11/08, опубл. 20.04.1995). Уплотнение формируют путем соединения со статором слоя сотовой структуры. Однако гребешки на роторе при взаимодействии с сотовой структурой притупляются, что снижает герметичность уплотнения. Ячейки сотовой структуры могут иметь различные форму и размер площади поперечного сечения, глубину и толщину стенок. Сотовая структура, может быть выполнена из стальной жаростойкой фольги, или сверлением, прожигом, травлением или литьем. При значительной толщине стенок ячеек сот условия работы гребешков ужесточаются. Сильный износ гребешков так или иначе связан с необоснованно высокой прочностью материалов, используемых для производства сот, а также методов их изготовления вызывающих утолщение толщины стенок ячеек.
Наиболее близким по технической сущности и достигаемому результату к заявляемому является способ изготовления армированного прирабатываемого уплотнения турбомашины, включающий формирование элемента уплотнения заданной формы и размеров путем заполнения пресс-формы порошком прирабатываемого материала и его прессование в пресс-форме до образования формоустойчивой заготовки с последующим спеканием образованной заготовки в вакууме или защитной среде [патент РФ №2039631, МПК B22F 3/10, Способ изготовления истираемого материала, 1995]. Однако наличие в элементе сотовой структуры, выполненной из прочного материала ведет к износу или повреждению гребешков. Известный способ изготовления уплотнения, предусматривает его выполнение в виде жестко соединенного со статором слоя сотовой структуры. При этом слой сотовой структуры может быть закреплен на элементе турбомашины методом сварки или пайки [например, патент РФ №2277637, МПК F01D 11/08, 2006 г.].
В этой связи, задачей настоящего изобретения является создание уплотнения выполненного из спеченного порошкового материала, имеющего внутренний армирующий элемент, обеспечивающий повышение механической прочности уплотнения, допускающий врезание в него выступов лопатки и снижение их износа в процессе эксплуатации, что привело бы к дальнейшему повышению эффективности работы турбомашин.
Техническим результатом заявляемого изобретения является одновременное обеспечение высокой прирабатываемости, механической прочности и износостойкости уплотнения, а также снижения трудоемкости его изготовления по сравнению с существующими сотовыми уплотнениями.
Технический результат достигается тем, что в способе изготовления армированного прирабатываемого уплотнения турбомашины, включающем формирование элемента уплотнения заданной формы и размеров путем заполнения пресс-формы порошком прирабатываемого материала и его прессование в пресс-форме до образования формоустойчивой заготовки с последующим спеканием образованной заготовки в вакууме или защитной среде, в отличие от прототипа, перед заполнением пресс-формы порошком в ней размещают армирующий элемент заданных размеров и формы, выполненный из металлической сетки с возможностью деформирования совместно с порошком прирабатываемого материала в процессе его сжатия при прессовании, а формирование элемента уплотнения осуществляют совместным прессованием порошка прирабатываемого материала и армирующего элемента, при этом в качестве металлической сетки используют гофрированную металлическую сетку, выполненную из проволоки диаметром от 0,2 до 0,4 мм, с размерами ячеек от 0,5 мм до 3 мм, а гофры выполняют высотой от 0,5 до 3,5 мм, шагом от 1,5 мм до 9 мм, причем в качестве материала сетки используют либо медь или медные сплавы, либо нержавеющую сталь, либо сплавы на основе никеля или кобальта, причем используют металлическую сетку либо с квадратными, либо с прямоугольными, либо с шестиугольными, либо с ромбическими ячейками, при этом используют металлическую сетку либо тканую, либо сборную, либо сварную, либо щелевую, либо плетенную.
Технический результат достигается также тем, что в способе изготовления армированного прирабатываемого уплотнения турбомашины армирующий элемент размещают на периферийной части пресс-формы, располагая гофры армирующего элемента поперек направления прессования.
Технический результат достигается также тем, что в способе изготовления армированного прирабатываемого уплотнения турбомашины используют металлическую сетку с квадратными ячейками, с гофрами расположенными по диагонали квадратов ячеек, а при размещении армирующего элемента в пресс-форме ориентируют гофры элемента поперек направления прессования, причем армирующий элемент размещают на периферийной части пресс-формы.
Технический результат достигается также тем, что в способе изготовления армированного прирабатываемого уплотнения турбомашины гофры на сетке армирующего элемента формируют путем подачи в зону контакта двух валков, один из которых снабжен зубьями, размерами и конфигурацией соответствующими формируемым гофрам, а другой имеет податливую упругую поверхность, обеспечивающую полное упругое внедрение в него зубьев первого валка через сетку и формирование на последней гофр.
Технический результат достигается также тем, что в способе изготовления армированного прирабатываемого уплотнения турбомашины в качестве прирабатываемого материала берут сплав состава, в вес.%: Cr - от 10,0 до 18,0%, Mo - от 0,8 до 3,7%, Fe или Ti или Cu или их комбинации - остальное или сплав состава, в вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Ni - остальное или сплав состава, в вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Co - от 16% до 30%; Ni - остальное, с размерами частиц порошка от 15 мкм до 180 мкм в механической смеси с порошковым, с размерами частиц порошка менее 1 мкм, гексагональным нитридом бора - BN в количестве от 1,0% до 1,5% от общего объема смеси и фторидом кальция - CaF2, с размерами частиц порошка от 1 мкм до 25 мкм, в количестве от 6,0% до 8,0% от общего объема смеси, причем спекание частиц порошка прирабатываемого материала проводят при температуре от 1100 до 1200°C либо в вакууме, либо в одной из следующих в газовых сред: либо в среде аммиака, либо в среде смеси аргона и аммиака, либо в среде смеси водорода и азота, либо в среде смеси водорода, аргона и азота, а в качестве смеси водорода и азота используют смесь в объемных %, состава: водород - от 65 до 75%, атомарный азот - от 2 до 5%, остальное азот, а в качестве смеси водорода, аргона и азота используют смесь, в объемных %, состава: водород - от 65 до 75%, атомарный азот - от 2 до 5%, остальное аргон.
Технический результат достигается также тем, что в способе изготовления армированного прирабатываемого уплотнения турбомашины дополнительно, в виде порошка, размерами частиц от 1 мкм до 25 мкм в механическую смесь добавляют в вес % от общего объема смеси BaSO4 от 0,4% до 3% и/или Ca от 0,01% до 0,2%.
Технический результат достигается также тем, что в способе изготовления армированного прирабатываемого уплотнения турбомашины элементы уплотнения выполняют в виде брусков, размерами и формой, обеспечивающими, при их соединении в кольцо, формирование полного торцевого уплотнения турбомашины, причем размеры элемента составляют: длина от 20 мм до 700 мм, ширина от 10 мм 70 мм, высота от 5 мм до 50 мм и радиус кривизны по длине элемента, по его притираемой поверхности от 200 мм до 2500 мм, а в его поперечном сечении основание элемента выполняют в виде трапеции, а его верхнюю часть в виде прямоугольника, причем расположение армирующего элемента в элементе уплотнения обеспечивает проточку паза в верхней части элемента уплотнения без нарушения целостности армирующего элемента.
Исследованиями авторов было установлено, что в определенных условиях возможно создание прирабатываемых уплотнений обладающих, с одной стороны, достаточно высокими, обеспечивающими заданные функции в условиях эксплуатации, механической прочностью и износостойкостью, а с другой - обладать высокой прирабатываемостью. Совмещение высокой механической прочности и прирабатываемости в разработанном уплотнении, объясняется, в частности, тем, что за счет совместного прессования и последующего спекания армирующей сетки и порошка формируется уплотнительный элемент, который, за счет наличия в нем прирабатываемого порошка легко прирабатывается и при этом спеченная с порошком армирующая сетка придает ей необходимую механическую прочность без ущерба к свойствам прирабатываемости. Для увеличения прочности уплотнения армирующий элемент выполняют из гофрированной сетки. Такое функциональное разделение свойств прирабатываемого элемента на прирабатываемую (порошковый наполнитель с меньшей адгезией частиц) и несущую части (армирующая составляющая, сформированная из армировующей гофрированной сетки, спеченной с частицами порошка прирабатываемого материала) существенно увеличивают прочностные характеристики уплотнительного элемента. Трудоемкость предлагаемого способа получения прирабатываемого уплотнения, по сравнению с традиционными способами получения сотовых уплотнений значительно ниже, поскольку оболочка образуется в результате спекания порошкового материала в валках.
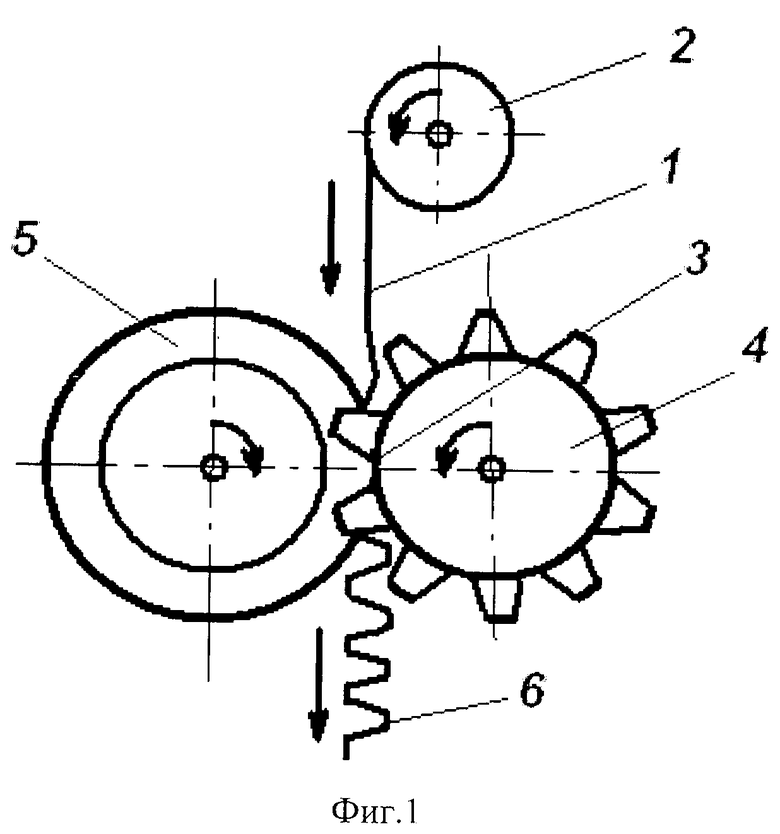
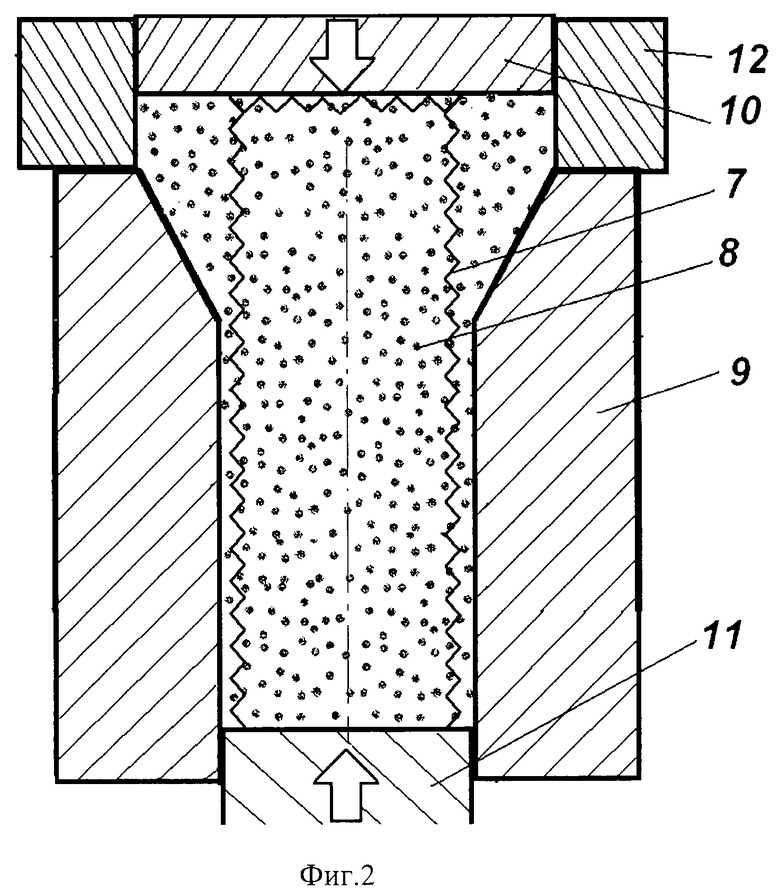
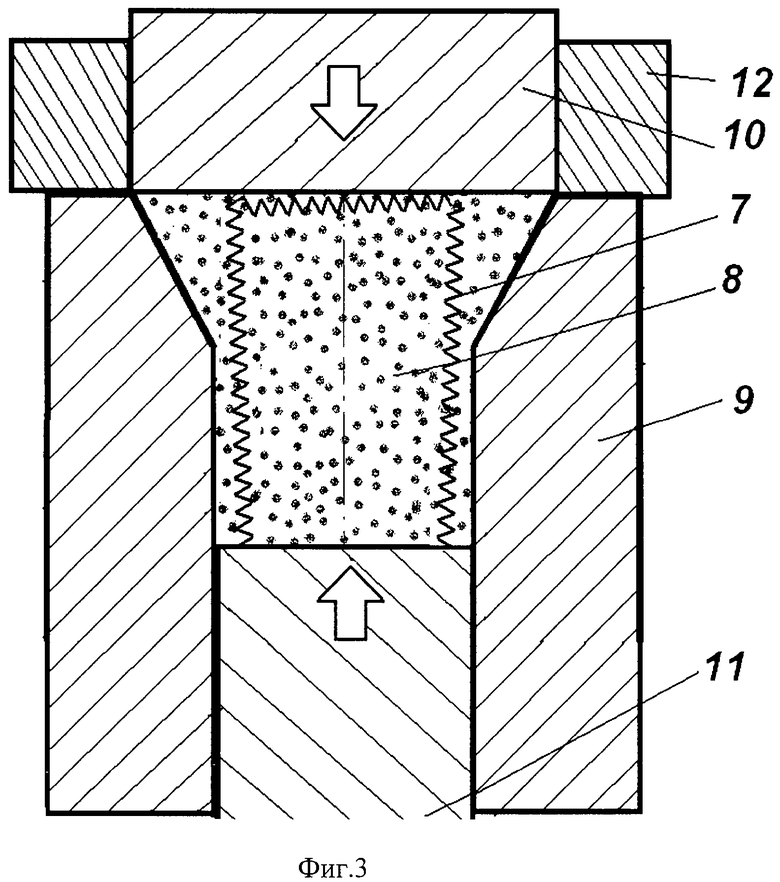
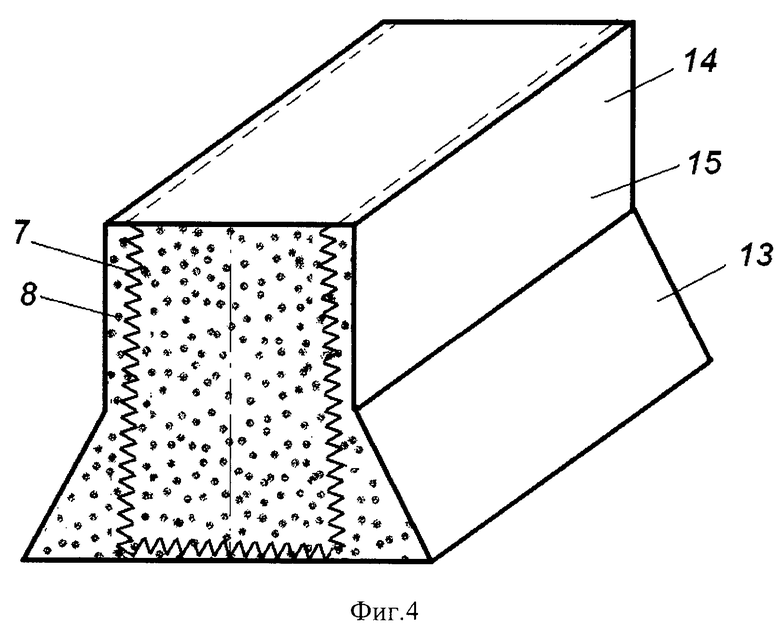
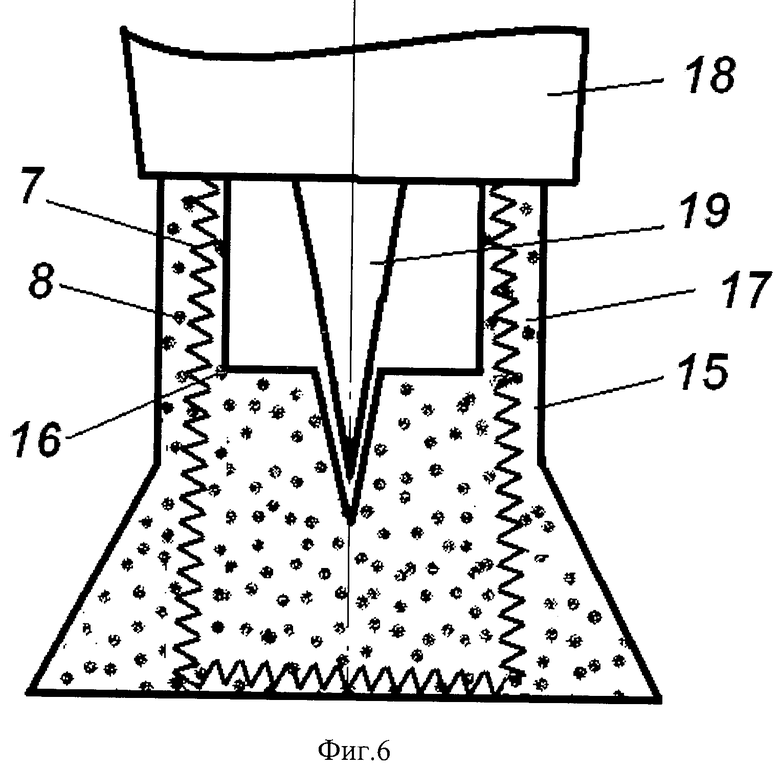
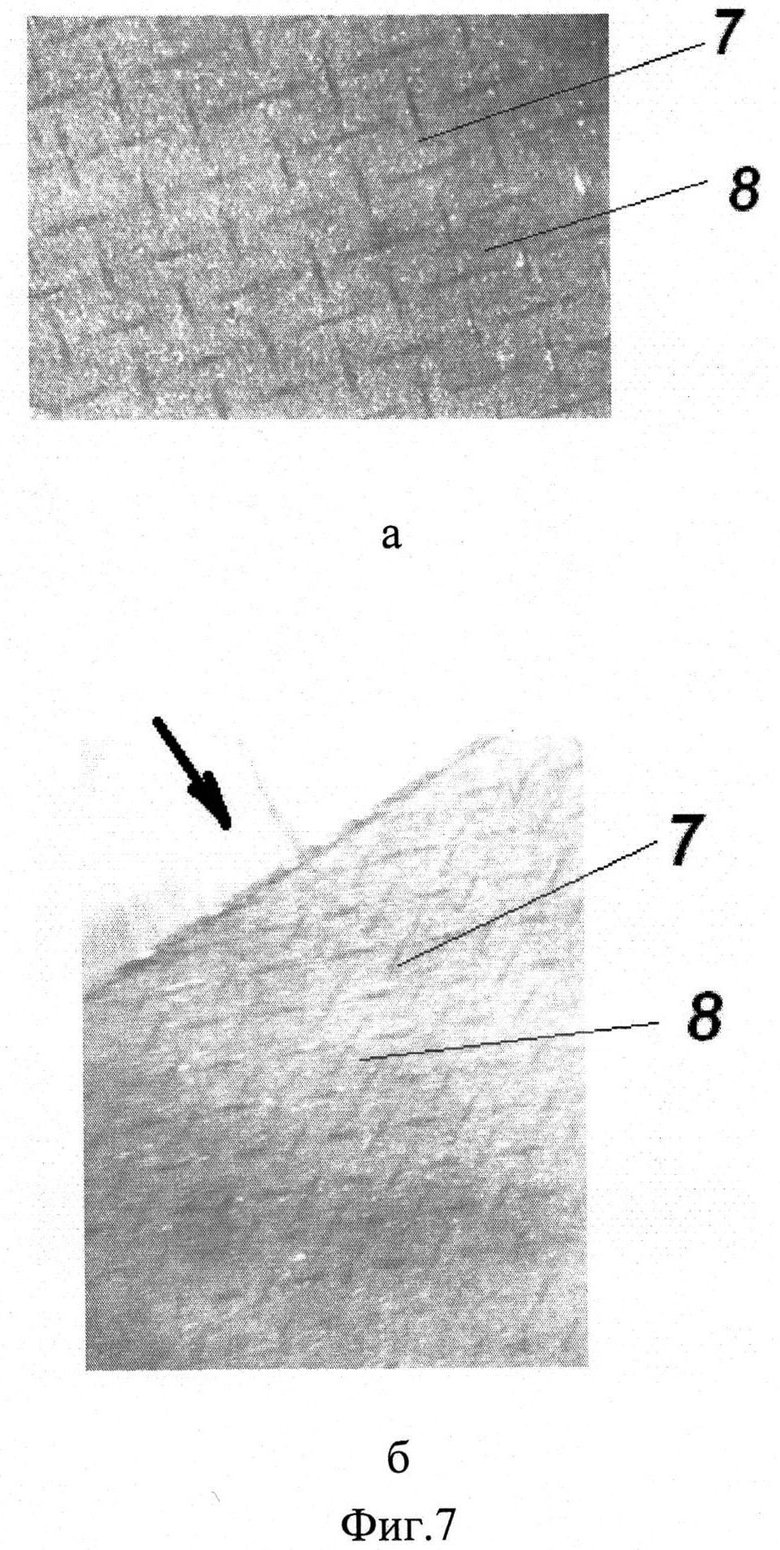
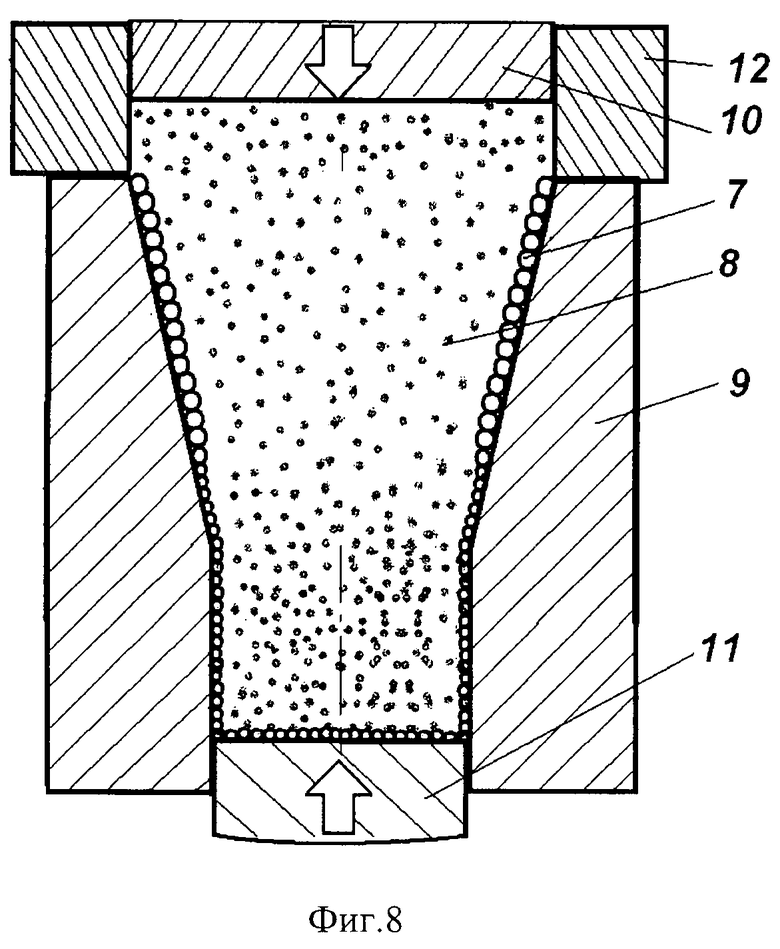
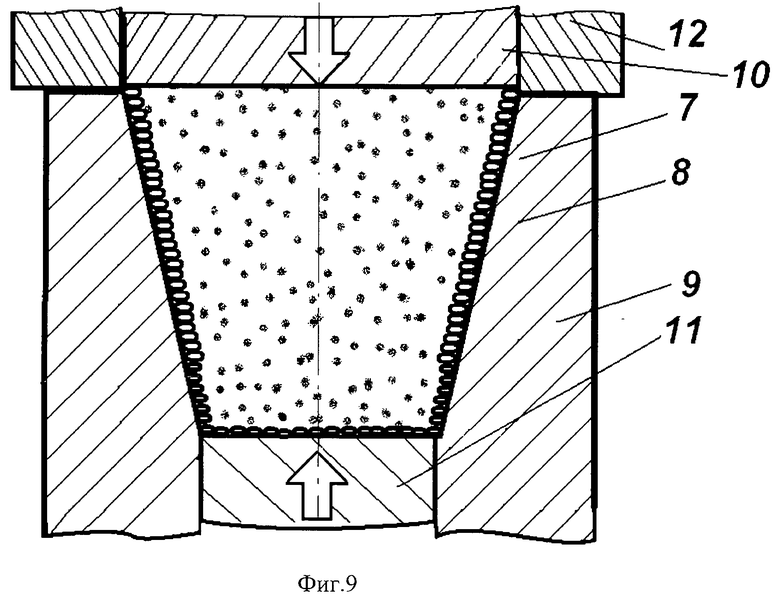
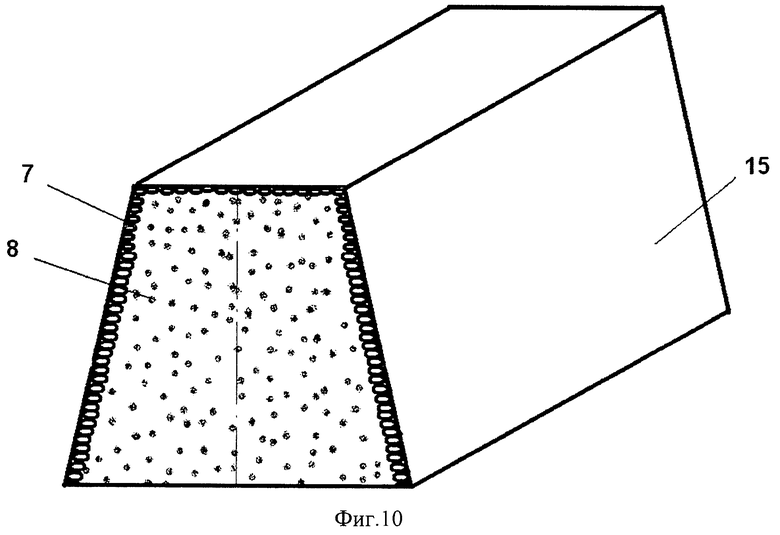
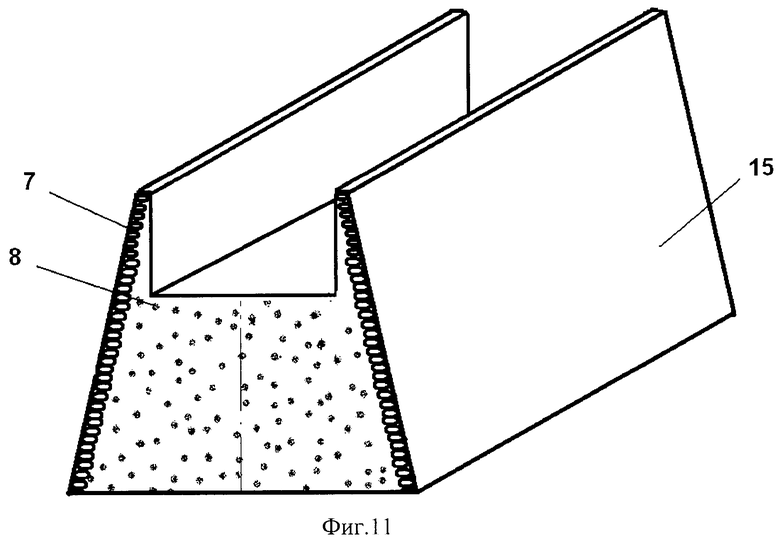
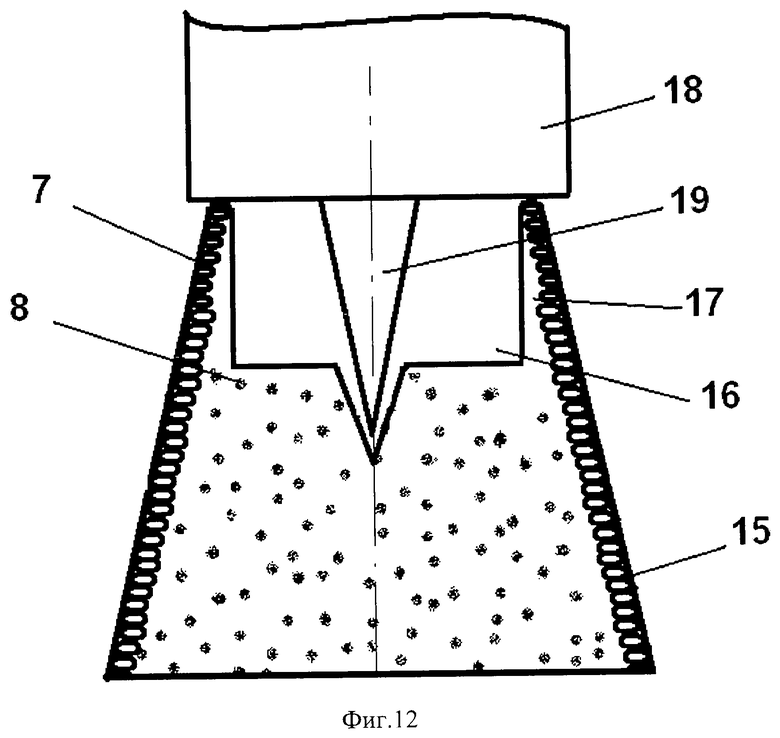
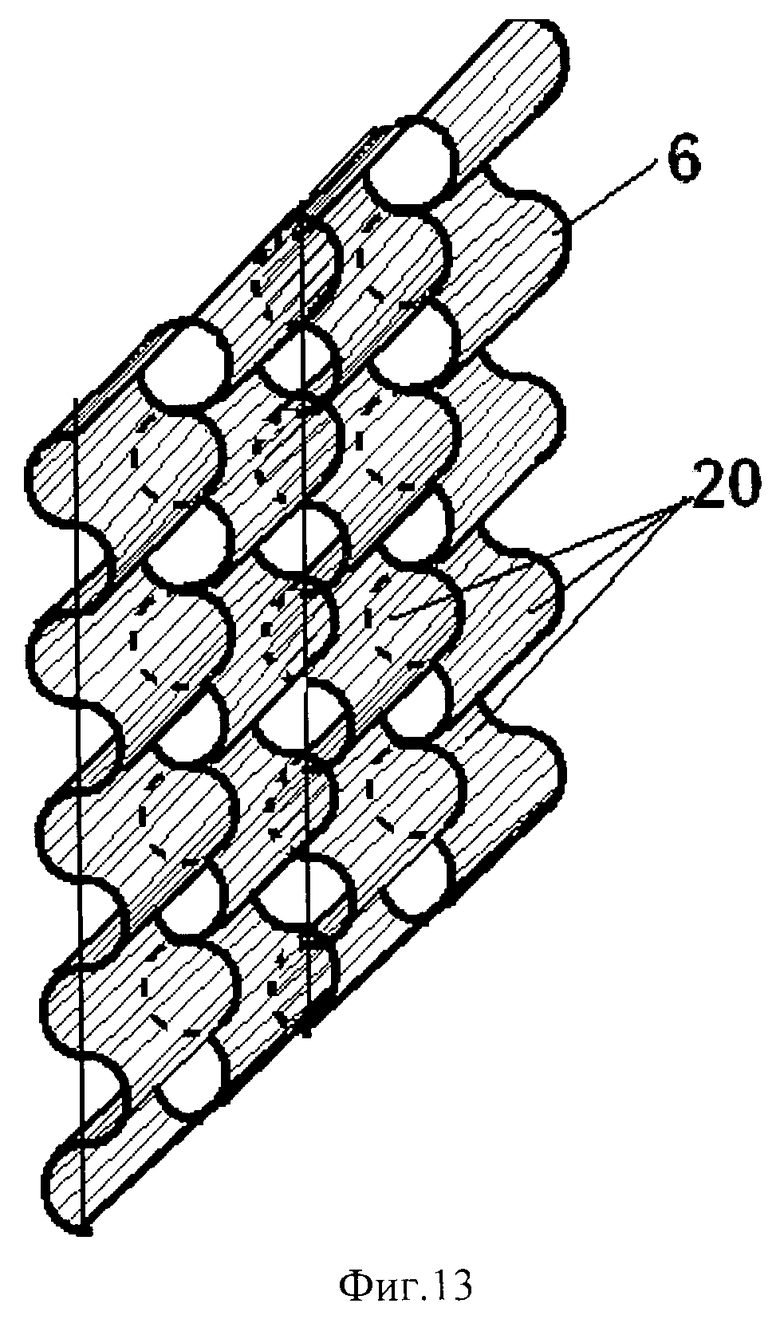
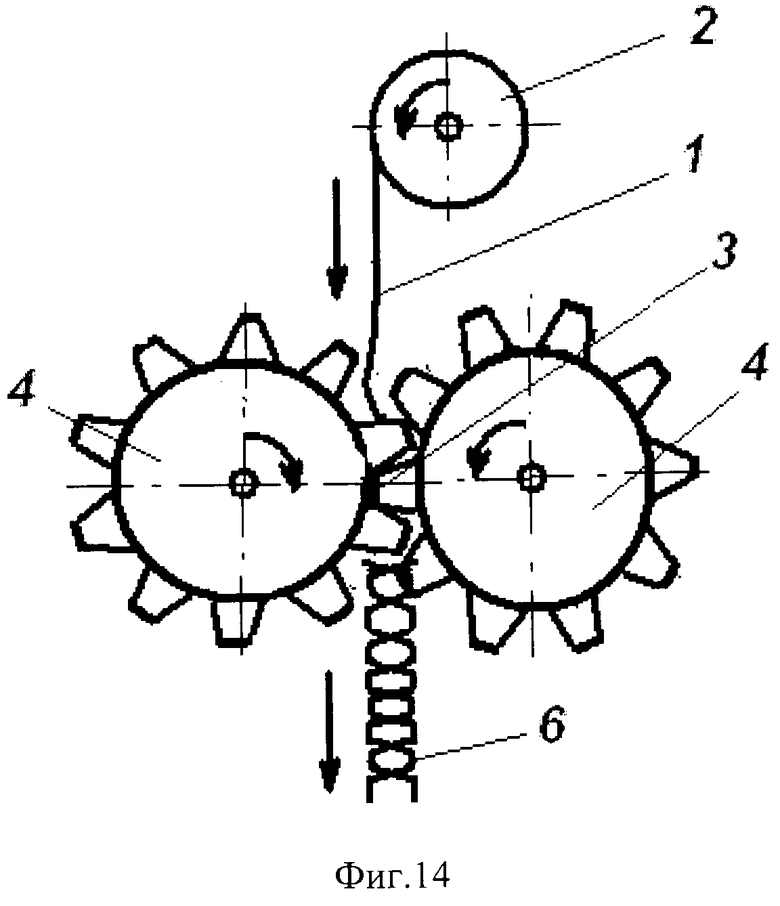
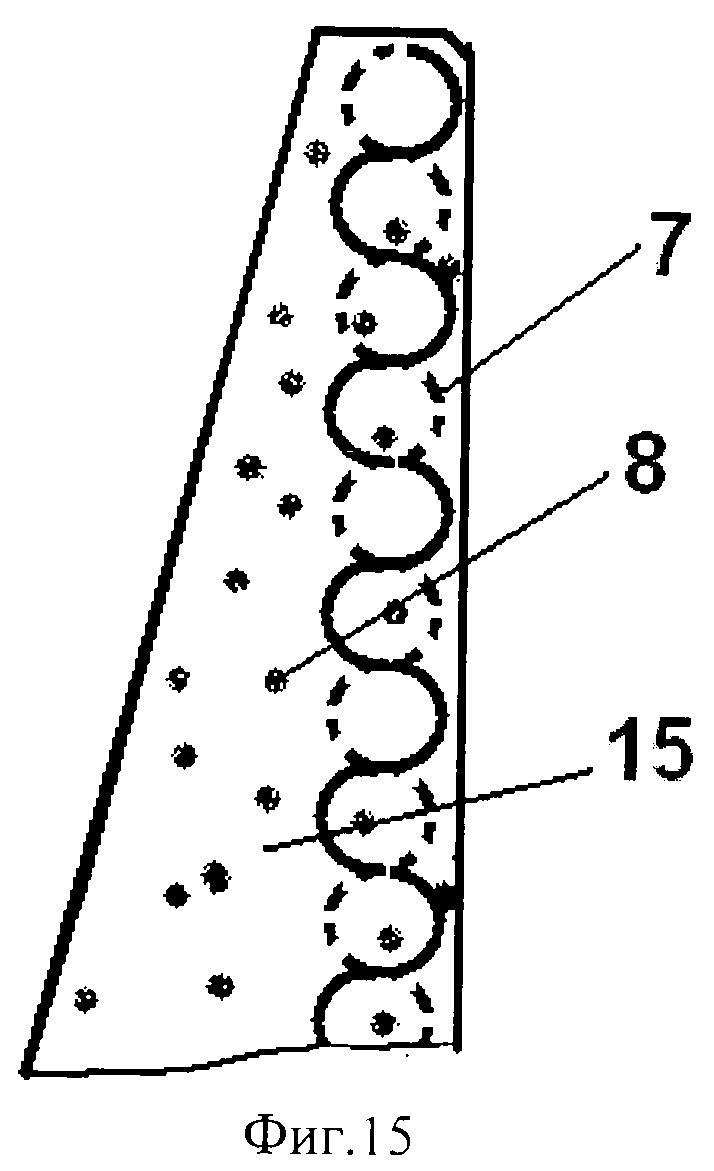
Изобретение иллюстрируется рисунками (фиг.1-15), на которых изображено: На фигурах 1 и 14 представлены схемы формирования гофрированной сетки для изготовления армированного ленты элемента; фигурах 2 и 8 - схемы начальной стадии формирования элемента уплотнения при прессовании порошка прирабатываемого материала совместно с гофрированным армирующим элементом; на фигурах 3 и 9 - схемы формирования элемента уплотнения при завершающей стадии прессовании порошка прирабатываемого материала совместно с гофрированным армирующим элементом; на фигурах 4 и 10 - спеченный армированный элемент уплотнения; на фигурах 5 и 11 - армированный элемент уплотнения с рабочим пазом; на фигурах 6 и 12 - армированный элемент прирабатываемого уплотнения в процессе эксплуатации в контакте с лопаткой; на фигуре 7 - фотография фрагмента армированного элемента уплотнения в зоне расположения армирующей сетки после прессования; на фигуре 13 - двухсторонний гофрированный армирующий элемент; на фигуре 15 - фрагмент стенки рабочего паза уплотнения. На фигурах 1-15 обозначено: 1 - сетка; 2 - барабан с сеткой; 3 - зона контакта валков; 4 - валок с зубьями; 5 - валок с податливой упругой поверхностью; 6 - сетка с гофрами; 7 - армирующий элемент; 8 - порошковый прирабатываемый материал; 9 - пресс-форма; 10, 11 - пуансоны пресс-формы; 12 - направляющая верхнего пуансона; 13 - нижняя часть элемента уплотнения в виде трапеции; 14 - верхняя часть элемента уплотнения в виде прямоугольника; 15 - армированный элемент уплотнения; 16 - рабочий паз уплотнения; 17 - стенки рабочего паза уплотнения; 18 - лопатка турбомашины; 19 - выступающая часть (гребешок) лопатки; 20 - гофры;
Стрелками показано направление вращения валков и барабана. Не закрашенной стрелкой - направление прессования.
Способ осуществляется следующим образом. На первом этапе формируют формоустойчивую заготовку элемента уплотнения путем совместного прессования порошка прирабатываемого материала и армирующего элемента. Для этого вначале изготавливают армирующий элемент уплотнения (фиг.1 или фиг.14) путем гофрирования сетки 1 подачей ее в зону контакта 3 двух валков, один из которых 4 снабжен зубьями, размерами и конфигурацией соответствующими формируемым гофрам, а другой 5 имеет податливую упругую поверхность, обеспечивающую полное упругое внедрение в него зубьев первого валка 4 через сетку 1 и формирование на сетке 1 гофр. Затем гофрированная сетка 6 нарезается и сгибается согласно заданной формы и размеров, обеспечивающих требуемое расположение (фиг.2 или фиг.8) армирующего элемента 7 внутри пресс-формы 9. Далее, размещают армирующий элемент 7 в пресс-форму 9, производят заполнение пресс-формы 9 порошком прирабатываемого материала 8 и осуществляют совместное прессование порошка прирабатываемого материала 8 и армирующего элемента 7 в пресс-форме до образования формоустойчивой заготовки. Прессование производят либо за счет встречного движения пуансонов пресс-формы 10 и 11, либо при движении пуансонов 10 и 11 в одном направлении при отставании движения пуансона 11 относительно пуансона 10 за счет подпружинивания пуансона 11 (на фиг. не показано). В процесс прессования происходит значительное уменьшение первоначального объема порошка за счет уменьшения пористости в результате сильного сжатия. При этом армирующий элемент 7 в процессе прессования также уменьшает свои габариты по высоте (фиг.3 или фиг.9). Для размещения всего количества порошкового материала используется направляющая верхнего пуансона 12. В результате прессования в пресс-форме 9 образуется армированная формоустойчивая заготовка, которую спекают в вакууме или защитной среде и получают армированный уплотнительный элемент 15 (фиг.4 или фиг.10). Спеченный элемент уплотнения (фиг.4 или фиг.10) может быть выполнен в виде брусков, размерами и формой, обеспечивающими, при их соединении в кольцо, формирование полного торцевого уплотнения турбомашины. В поперечном сечении элемента основание элемента 13 выполняют в виде трапеции, а его верхнюю часть 14 в виде прямоугольника (фиг.5 или фиг.11). Для повышения надежности работы уплотнения в нем формируют рабочий паз 16 (фиг.5 или фиг.11), при этом образуются стенки паза 17, которые также выполняют роль дополнительных контактных поверхностей в системе «уплотнение-лопатка». В процессе эксплуатации (фиг.6 или фиг.12) гребешок 19 лопатки 18 врезается в поверхность рабочего паза 16, на которой образуется канавка. При этом стенки 17 рабочего паза уплотнения 15 также взаимодействуют с поверхностью лопатки 18 и создают дополнительный эффект уплотнения.
Сеточный армирующий элемент может быть выполнен также и из не гофрированной сетки (фиг.7).
При прессовании заготовки армирующий элемент 7 размещают на периферийной части пресс-формы 9, располагая гофры армирующего элемента поперек направления прессования. При изготовлении уплотнительного элемента также используют металлическую сетку с квадратными ячейками, с гофрами расположенными по диагонали квадратов ячеек, а при размещении армирующего элемента 7 в пресс-форме 9 ориентируют гофры элемента 7 поперек направления прессования, причем армирующий элемент 7 размещают на периферийной части пресс-формы 9. Расположение гофр элемента 7 поперек направления прессования позволяет легко деформировать армирующий элемент в процессе прессования без какого-либо заметного его смещения от заданного расположения в заготовке элемента уплотнения.
При использовании металлической сетки с квадратными ячейками, с гофрами расположенными по диагонали квадратов ячеек, размещают армирующий элемент в пресс-форме ориентируя гофры элемента поперек направления прессования. А при использовании не гофрированной металлической сетки с квадратными ячейками, размещают армирующий элемент в пресс-форме ориентируя диагонали квадратов ячеек сетки элемента поперек направления прессования. В последней случае сетка также легко деформируется и остается в заданном положении (фиг.7 б).
В качестве прирабатываемого материала берут сплав состава, в вес.%: Cr - от 10,0 до 18,0%, Mo - от 0,8 до 3,7%, Fe или Ti или Cu или их комбинации - остальное или сплав состава, в вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Ni - остальное или сплав состава, в вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Co - от 16% до 30%; Ni - остальное, с размерами частиц порошка от 15 мкм до 180 мкм в механической смеси с порошковым, с размерами частиц порошка менее 1 мкм, гексагональным нитридом бора - BN в количестве от 1,0% до 1,5% от общего объема смеси и фторидом кальция - CaF3, с размерами частиц порошка от 1 мкм до 25 мкм, в количестве от 6,0% до 8,0% от общего объема смеси, причем спекание частиц порошка прирабатываемого материала проводят при температуре от 1100 до 1200°C либо в вакууме, либо в одной из следующих в газовых сред: либо в среде аммиака, либо в среде смеси аргона и аммиака, либо в среде смеси водорода и азота, либо в среде смеси водорода, аргона и азота, причем в качестве смеси водорода и азота используют смесь в объемных %, состава: водород - от 65 до 75%, атомарный азот - от 2 до 5%, остальное азот, а в качестве смеси водорода, аргона и азота используют смесь, в объемных %, состава: водород - от 65 до 75%, атомарный азот - от 2 до 5%, остальное аргон. Пример. В качестве материалов для получения элемента прирабатываемого уплотнения использовался металлический порошок следующих составов:
1) [Cr - 9,0%, Мо - 0,6%, Fe - остальное] - неудовлетворительный результат (Н.Р.);
2) [Cr - 10,0%, Mo - от 0,8%, Fe - остальное] - удовлетворительный результат (У.Р.);
3) [Cr - 14,3%, Mo - 2,6%, Fe - остальное] - (У.Р.);
4) [Cr - 18,0%, Мо - 3,7%, Fe - остальное] - (У.Р.);
5) [Cr - 8,0%, Мо - 0,7%, Ti - остальное] - (Н.Р.);
6) [Cr - 10,0%, Мо - от 0,8%, Ti - остальное] - (У.Р.);
7) [Cr - 14,3%, Мо - 2,6%, Ti - остальное] - (У.Р.);
8) [Cr - 18,0%, Мо - 3,7%, Ti - остальное] - (У.Р.);
9) [Cr - 9,0%, Мо - 0,7%, Cu - остальное] - (Н.Р.);
10) [Cr - 10,0%, Мо - от 0,8%, Cu - остальное] - (У.Р.);
11) [Cr - 15,2%, Мо - 2,4%, Cu - остальное] - (У.Р.);
12) [Cr - 18,0%, Мо -3,7%, Cu - остальное] - (У.Р.);
13) [Cr - от 16%; Al - 2,5%; Y - от 0, 1%; Ni - остальное] - (Н.Р.);
14) [Cr - от 18%; Al - 3%; Y - 0, 2%; Ni - остальное] - (У.Р.);
15) [Cr - 34%; Al - 16%; Y - 0,7%; Ni - остальное] - (У.Р.);
16) [Cr - 16%; Al - от 2%; Y - 0, 1%; Со - 14%; Ni - остальное] - (Н.Р.);
17) Cr -18%; Al - 3%; Y - 0, 2%; Со - 16%; Ni - остальное] - (У.Р.);
18) Cr - 34%; Al - 16%; Y - 0,7%; Co 30%; Ni - остальное] - (У.Р.).
Размеры частиц составляли величины: 10 мкм; 30 мкм; 63 мкм; 100 мкм; 160 мкм; 180 мкм. Наилучшие результаты при содержании фракций порошка размерами: менее 40 мкм - от 30% до 40%, от 40 мкм до 70 мкм - 40% до 50%, от 70 мкм до 140 мкм - 10% до 20%, более 140 мкм - остальное. Механическая смесь из металлического порошка состава, в вес.%: Cr - от 10,0 до 18,0%, Мо - от 0,8 до 3,7%, Fe или Ti или Cu или их комбинации - остальное или из сплава состава, в вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Ni - остальное или из сплава состава, в вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Со - от 16% до 30%; Ni - остальное, содержала гексагональный нитрид бора (BN) размерами частиц порошка менее 1 мкм в количестве: 0,5% - (Н.Р.);; 1,0% - (У.Р.); 1,5% - (У.Р.); 1,8% - (Н.Р.) и фторид кальция - CaF2, с размерами частиц порошка от 1 мкм до 25 мкм, в количестве от общего объема смеси: 5% - (Н.Р.); 6,0% - (У.Р.); 8,0% - (У.Р.); 9% - (Н.Р.). Кроме того, были использованы порошковые материалы вышеуказанных составов с дополнительными добавками следующих компонентов: 1) BaSO4: 0,4%; 1,2%; 3%. 2) Ca: 0,01%; 0,2%.
При формировании армирующего элемента использовалась металлические сетки, изготовленные из: нержавеющей стали, латуни, меди, никелевого и кобальтового сплавов. Использовались сетки, выполненные из проволоки диаметрами: 0,1 мм - (Н.Р.); 0,2 мм - (У.Р.); 0,3 мм - (У.Р.); 0,4 мм - (У.Р.); 0,5 мм - (Н.Р.), с размерами ячеек: 0,4 мм - (Н.Р.); 0,5 мм - (У.Р.);. 1,2 мм - (У.Р.); 3,0 мм - (У.Р.);. 3,5 мм - (Н.Р.). Применялись следующие типы металлических сеток: тканая, сборная, сварная, щелевая, плетенная, со следующим видом ячеек: квадратными, прямоугольными, ромбическими, шестиугольными. Гофры выполняли высотой от 0,5 мм до 3,5 мм (0,3 мм - (Н.Р.); 0,5 мм - (У.Р.); 1,5 мм - (У.Р.); 3,5 мм - (У.Р.); 4,5 мм - (Н.Р.);), шагом от 1,5 мм до 9 мм (1,0 мм - (Н.Р.); 1,5 мм - (У.Р.); 3,5 мм - (У.Р.); 9,0 мм - (У.Р.); 10,5 мм - (Н.Р.)).
Размеры элемента прирабатываемого уплотнения составляли: длина: 20 мм; 50 мм; 100 мм; 200 мм; 500 мм; 700 мм; ширина: 10 мм; 20 мм; 40 мм; 70 мм; высота: 5 мм; 10 мм; 30 мм; 50 мм; радиус кривизны по длине элемента, по его притираемой поверхности: 200 мм; 400 мм; 1200 мм; 2300 мм; 2500 мм.
Давление прессования при изготовлении заготовок прирабатываемого уплотнения было равным: 40 кгс/мм2; 50 кгс/мм2; 60 кгс/мм2; 70 кгс/мм2. Элемент прирабатываемого уплотнения был изготовлен спеканием в вакууме, при остаточном давлении в камере не хуже 10-2 мм рт.ст., а также в газовых средах смеси водорода и азота состава: водород 55% - (Н.Р.); 65% - (У.Р.); 70% - (У.Р.); 75% - (У.Р.); 85% - (Н.Р.).; атомарный азот: 0,5% - (Н.Р.); 2% - (У.Р.); 4% - (У.Р.); 5% - (У.Р.); 7% - (Н.Р.), остальное - азот и газовых смесях водорода, аргона и азота состава: водород - 55% - (Н.Р.); 65% - (У.Р.); 70% - (У.Р.); 75% - (У.Р.); 85% - (Н.Р.).; атомарный азот: 0,5% - (Н.Р.); 2% - (У.Р.); 4% - (У.Р.); 5% - (У.Р.); 7% - (Н.Р.), остальное аргон. Механические свойства полученного материала составили: твердость НВ от 129 до 148; σв=26,7…37,6 кгс/мм; σт,=16,4…26,5 кгс/мм2 ударная вязкость 1,10…1,63 кгм/см2.
Результаты испытаний образцов уплотнений из разработанного материала в условиях эксплуатации показали сочетание высоких прочностных характеристик уплотнений, с хорошей прирабатываемостью.
Таким образом, использование в предлагаемом способе изготовления армированного прирабатываемого уплотнения турбомашины, следующих признаков: формирование элемента уплотнения заданной формы и размеров путем заполнения пресс-формы порошком прирабатываемого материала и его прессование в пресс-форме до образования формоустойчивой заготовки с последующим спеканием образованной заготовки в вакууме или защитной среде; перед заполнением пресс-формы порошком в ней размещают армирующий элемент заданных размеров и формы, выполненный из металлической сетки с возможностью деформирования совместно с порошком прирабатываемого материала в процессе его сжатия при прессовании; формирование элемента уплотнения осуществляют совместным прессованием порошка прирабатываемого материала и армирующего элемента; в качестве металлической сетки используют гофрированную металлическую сетку, выполненную из проволоки диаметром от 0,2 до 0,4 мм, с размерами ячеек от 0,5 мм до 3 мм; гофры выполняют высотой от 0,5 до 3,5 мм, шагом от 1,5 мм до 9 мм; в качестве материала сетки используют либо медь или медные сплавы, либо нержавеющую сталь, либо сплавы на основе никеля или кобальта; используют металлическую сетку либо с квадратными, либо с прямоугольными, либо с шестиугольными, либо с ромбическими ячейками; используют металлическую сетку либо тканую, либо сборную, либо сварную, либо щелевую, либо плетенную; армирующий элемент размещают на периферийной части пресс-формы, располагая гофры армирующего элемента поперек направления прессования; используют металлическую сетку с квадратными ячейками, с гофрами расположенными по диагонали квадратов ячеек, а при размещении армирующего элемента в пресс-форме ориентируют гофры элемента поперек направления прессования, причем армирующий элемент размещают на периферийной части пресс-формы; гофры на сетке армирующего элемента формируют путем подачи в зону контакта двух валков, один из которых снабжен зубьями, размерами и конфигурацией соответствующими формируемым гофрам, а другой имеет податливую упругую поверхность, обеспечивающую полное упругое внедрение в него зубьев первого валка через сетку и формирование на последней гофр; в качестве прирабатываемого материала берут сплав состава, в вес.%: Cr - от 10,0 до 18,0%, Мо - от 0,8 до 3,7%, Fe или Ti или Cu или их комбинации - остальное или сплав состава, в вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Ni - остальное или сплав состава, в вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Со - от 16% до 30%; Ni - остальное, с размерами частиц порошка от 15 мкм до 180 мкм в механической смеси с порошковым, с размерами частиц порошка менее 1 мкм, гексагональным нитридом бора - BN в количестве от 1,0% до 1,5% от общего объема смеси и фторидом кальция - CaF2, с размерами частиц порошка от 1 мкм до 25 мкм, в количестве от 6,0% до 8,0% от общего объема смеси, причем спекание частиц порошка прирабатываемого материала проводят при температуре от 1100 до 1200°C либо в вакууме, либо в одной из следующих в газовых сред: либо в среде аммиака, либо в среде смеси аргона и аммиака, либо в среде смеси водорода и азота, либо в среде смеси водорода, аргона и азота; в качестве смеси водорода и азота используют смесь в объемных %, состава: водород - от 65 до 75%, атомарный азот - от 2 до 5%, остальное азот, а в качестве смеси водорода, аргона и азота используют смесь, в объемных %, состава: водород - от 65 до 75%, атомарный азот - от 2 до 5%, остальное аргон; дополнительно, в виде порошка, размерами частиц от 1 мкм до 25 мкм в механическую смесь добавляют в вес % от общего объема смеси BaSO4 от 0,4% до 3% и/или Са от 0,01% до 0,2%; элементы уплотнения выполняют в виде брусков, размерами и формой, обеспечивающими, при их соединении в кольцо, формирование полного торцевого уплотнения турбомашины, причем размеры элемента составляют: длина от 20 мм до 700 мм, ширина от 10 мм 70 мм, высота от 5 мм до 50 мм и радиус кривизны по длине элемента, по его притираемой поверхности от 200 мм до 2500 мм, а в его поперечном сечении основание элемента выполняют в виде трапеции, а его верхнюю часть в виде прямоугольника, причем расположение армирующего элемента в элементе уплотнения обеспечивает проточку паза в верхней части элемента уплотнения без нарушения целостности армирующего элемента,
позволяют достичь технического результата заявляемого изобретения, которым является одновременное обеспечение высокой прирабатываемости, механической прочности и износостойкости уплотнения, а также снижения трудоемкости его изготовления по сравнению с существующими сотовыми уплотнениями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ С МНОГОСЛОЙНОЙ ОБОЛОЧКОЙ | 2011 |
|
RU2461449C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ С АРМИРОВАННОЙ ОБОЛОЧКОЙ | 2011 |
|
RU2484925C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ С ОРИЕНТИРОВАННОЙ СТРУКТУРОЙ | 2011 |
|
RU2457071C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБОМАШИНЫ | 2011 |
|
RU2478454C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ СО СТОЛБЧАТОЙ СТРУКТУРОЙ | 2011 |
|
RU2461448C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ | 2011 |
|
RU2457070C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО ЭЛЕМЕНТА ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ | 2011 |
|
RU2457067C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ С СОТОВОЙ СТРУКТУРОЙ | 2011 |
|
RU2457066C1 |
| ЭЛЕМЕНТ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ | 2011 |
|
RU2484924C2 |
| СОСТАВНОЙ СЕГМЕНТ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ | 2012 |
|
RU2498879C1 |
Изобретение относится к порошковой металлургии, в частности к изготовлению прирабатываемых уплотнений турбомашин. Может использоваться в машиностроении, в частности в качестве уплотнений зазоров проточной части турбомашин, длительно работающих в условиях повышенных температур и высокочастотных вибраций. Элемент уплотнения заданной формы и размеров формируют размещения армирующего элемента заданных размеров и формы, выполненного из металлической сетки с возможностью деформирования совместно с порошком прирабатываемого материала в процессе его сжатия при прессовании. В качестве металлической сетки используют гофрированную металлическую сетку, а при размещении ее в пресс-форме ориентируют гофры элемента поперек направления прессования. Заполняют пресс-форму порошком прирабатываемого материала, прессуют до образования формоустойчивой заготовки и спекают заготовку в вакууме или защитной среде. 23 з.п. ф-лы, 15 ил., 1 пр.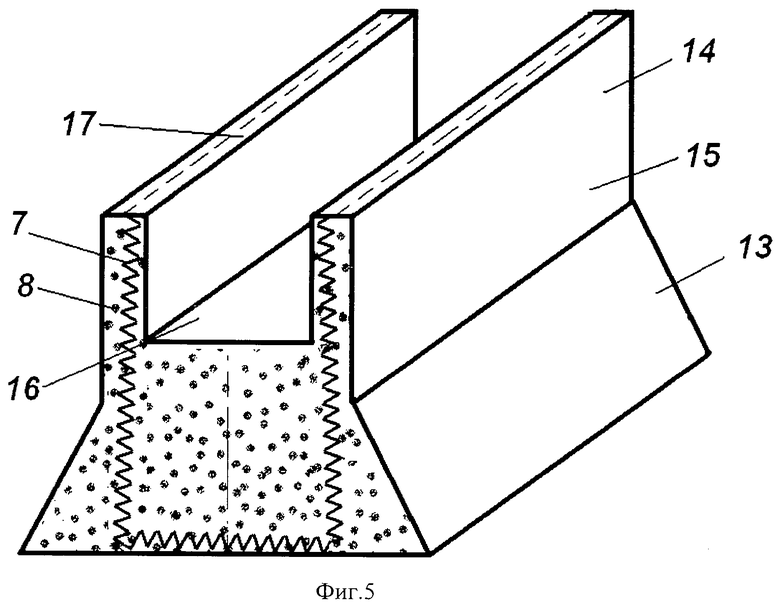
1. Способ изготовления армированного прирабатываемого уплотнения турбомашины, включающий формирование элемента уплотнения заданной формы и размеров путем заполнения пресс-формы порошком прирабатываемого материала, его прессование в пресс-форме до образования формоустойчивой заготовки и последующее спекание образованной заготовки в вакууме или защитной среде, отличающийся тем, что перед заполнением пресс-формы порошком в ней размещают армирующий элемент заданных размеров и формы, выполненный из металлической сетки с возможностью деформирования совместно с порошком прирабатываемого материала в процессе его сжатия при прессовании, а формирование элемента уплотнения осуществляют совместным прессованием порошка прирабатываемого материала и армирующего элемента, причем в качестве металлической сетки используют гофрированную металлическую сетку, а при размещении армирующего элемента в пресс-форме ориентируют гофры элемента поперек направления прессования.
2. Способ по п.1, отличающийся тем, что в качестве металлической сетки используют гофрированную металлическую сетку, выполненную из проволоки диаметром от 0,2 до 0,4 мм, с размерами ячеек от 0,5 мм до 3 мм, а гофры выполняют высотой от 0,5 до 3,5 мм, шагом от 1,5 мм до 9 мм, причем в качестве материала сетки используют либо медь или медные сплавы, либо нержавеющую сталь, либо сплавы на основе никеля или кобальта.
3. Способ по п.1, отличающийся тем, что используют металлическую сетку либо с квадратными, либо с прямоугольными, либо с шестиугольными, либо с ромбическими ячейками.
4. Способ по п.2, отличающийся тем, что используют металлическую сетку либо с квадратными, либо с прямоугольными, либо с шестиугольными, либо с ромбическими ячейками.
5. Способ по п.1, отличающийся тем, что используют металлическую сетку либо тканую, либо сборную, либо сварную, либо щелевую, либо плетеную.
6. Способ по п.2, отличающийся тем, что используют металлическую сетку либо тканую, либо сборную, либо сварную, либо щелевую, либо плетеную.
7. Способ по п.3, отличающийся тем, что используют металлическую сетку либо тканую, либо сборную, либо сварную, либо щелевую, либо плетеную.
8. Способ по п.4, отличающийся тем, что используют металлическую сетку либо тканую, либо сборную, либо сварную, либо щелевую, либо плетеную.
9. Способ по любому из пп.1-8, отличающийся тем, что армирующий элемент размещают на периферийной части пресс-формы.
10. Способ по п.1 или 2, отличающийся тем, что используют металлическую сетку с квадратными ячейками, с гофрами, расположенными по диагонали квадратов ячеек, причем армирующий элемент размещают на периферийной части пресс-формы.
11. Способ по любому из пп.1-8, отличающийся тем, что гофры на сетке армирующего элемента формируют путем подачи в зону контакта двух валков, один из которых снабжен зубьями, размерами и конфигурацией соответствующими формируемым гофрам, а другой имеет податливую упругую поверхность, обеспечивающую полное упругое внедрение в него зубьев первого валка через сетку и формирование на последней гофр.
12. Способ по п.9, отличающийся тем, что гофры на сетке армирующего элемента формируют путем подачи в зону контакта двух валков, один из которых снабжен зубьями, размерами и конфигурацией соответствующими формируемым гофрам, а другой имеет податливую упругую поверхность, обеспечивающую полное упругое внедрение в него зубьев первого валка через сетку и формирование на последней гофр.
13. Способ по п.10, отличающийся тем, что гофры на сетке армирующего элемента формируют путем подачи в зону контакта двух валков, один из которых снабжен зубьями, размерами и конфигурацией соответствующими формируемым гофрам, а другой имеет податливую упругую поверхность, обеспечивающую полное упругое внедрение в него зубьев первого валка через сетку и формирование на последней гофр.
14. Способ по любому из пп.1-8, 12, 13, отличающийся тем, что в качестве прирабатываемого материала берут сплав состава, вес.%: Cr - от 10,0 до 18,0%, Мо - от 0,8 до 3,7%, Fe или Ti или Сu или их комбинации - остальное или сплав состава, вес.%: Cr - от 18% до 34%; Аl - от 3% до 16%; Y - от 0,2% до 0,7%; Ni - остальное, или сплав состава, вес.%: Cr - от 18% до 34%; Аl - от 3% до 16%; Y - от 0,2% до 0,7%; Со - от 16% до 30%; Ni - остальное, с размерами частиц порошка от 15 мкм до 180 мкм в механической смеси с порошковым, с размерами частиц порошка менее 1 мкм, гексагональным нитридом бора - BN в количестве от 1,0% до 1,5% от общего объема смеси и фторидом кальция - CaF2, с размерами частиц порошка от 1 мкм до 25 мкм, в количестве от 6,0% до 8,0% от общего объема смеси, причем спекание частиц порошка прирабатываемого материала проводят при температуре от 1100 до 1200°C либо в вакууме, либо в одной из следующих газовых сред: либо в среде аммиака, либо в среде смеси аргона и аммиака, либо в среде смеси водорода и азота, либо в среде смеси водорода, аргона и азота.
15. Способ по п.9, отличающийся тем, что в качестве прирабатываемого материала берут сплав состава, вес.%: Cr - от 10,0 до 18,0%, Мо - от 0,8 до 3,7%, Fe или Ti или Сu или их комбинации - остальное или сплав состава, вес.%: Cr - от 18% до 34%; Аl - от 3% до 16%; Y - от 0,2% до 0,7%; Ni - остальное, или сплав состава, вес.%: Cr - от 18% до 34%; Аl - от 3% до 16%; Y - от 0,2% до 0,7%; Со - от 16% до 30%; Ni - остальное, с размерами частиц порошка от 15 мкм до 180 мкм в механической смеси с порошковым, с размерами частиц порошка менее 1 мкм, гексагональным нитридом бора - BN в количестве от 1,0% до 1,5% от общего объема смеси и фторидом кальция - CaF2, с размерами частиц порошка от 1 мкм до 25 мкм, в количестве от 6,0% до 8,0% от общего объема смеси, причем спекание частиц порошка прирабатываемого материала проводят при температуре от 1100 до 1200°C либо в вакууме, либо в одной из следующих газовых сред: либо в среде аммиака, либо в среде смеси аргона и аммиака, либо в среде смеси водорода и азота, либо в среде смеси водорода, аргона и азота.
16. Способ по п.10, отличающийся тем, что в качестве прирабатываемого материала берут сплав состава, вес.%: Cr - от 10,0 до 18,0%, Мо - от 0,8 до 3,7%, Fe или Ti или Сu или их комбинации - остальное или сплав состава, вес.%: Cr - от 18% до 34%; Аl - от 3% до 16%; Y - от 0,2% до 0,7%; Ni - остальное, или сплав состава, вес.%: Cr - от 18% до 34%; Аl - от 3% до 16%; Y - от 0,2% до 0,7%; Со - от 16% до 30%; Ni - остальное, с размерами частиц порошка от 15 мкм до 180 мкм в механической смеси с порошковым, с размерами частиц порошка менее 1 мкм, гексагональным нитридом бора - BN в количестве от 1,0% до 1,5% от общего объема смеси и фторидом кальция - CaF2, с размерами частиц порошка от 1 мкм до 25 мкм, в количестве от 6,0% до 8,0% от общего объема смеси, причем спекание частиц порошка прирабатываемого материала проводят при температуре от 1100 до 1200°C либо в вакууме, либо в одной из следующих газовых сред: либо в среде аммиака, либо в среде смеси аргона и аммиака, либо в среде смеси водорода и азота, либо в среде смеси водорода, аргона и азота.
17. Способ по п.11, отличающийся тем, что в качестве прирабатываемого материала берут сплав состава, вес.%: Cr - от 10,0 до 18,0%, Мо - от 0,8 до 3,7%, Fe или Ti или Сu или их комбинации - остальное или сплав состава, вес.%: Cr - от 18% до 34%; Аl - от 3% до 16%; Y - от 0,2% до 0,7%; Ni -остальное, или сплав состава, вес.%: Cr - от 18% до 34%; Аl - от 3% до 16%; Y - от 0,2% до 0,7%; Со - от 16% до 30%; Ni - остальное, с размерами частиц порошка от 15 мкм до 180 мкм в механической смеси с порошковым, с размерами частиц порошка менее 1 мкм, гексагональным нитридом бора - BN в количестве от 1,0% до 1,5% от общего объема смеси и фторидом кальция - CaF2, с размерами частиц порошка от 1 мкм до 25 мкм, в количестве от 6,0% до 8,0% от общего объема смеси, причем спекание частиц порошка прирабатываемого материала проводят при температуре от 1100 до 1200°C либо в вакууме, либо в одной из следующих газовых сред: либо в среде аммиака, либо в среде смеси аргона и аммиака, либо в среде смеси водорода и азота, либо в среде смеси водорода, аргона и азота.
18. Способ по п.14, отличающийся тем, что в качестве смеси водорода и азота используют смесь состава, об.%: водород - от 65 до 75%, атомарный азот - от 2 до 5%, остальное - азот, а в качестве смеси водорода, аргона и азота используют смесь состава, об.%: водород - от 65 до 75%, атомарный азот - от 2 до 5%, остальное - аргон.
19. Способ по любому из пп.15-17, отличающийся тем, что в качестве смеси водорода и азота используют смесь, об.%, состава: водород - от 65 до 75%, атомарный азот - от 2 до 5%, остальное азот, а в качестве смеси водорода, аргона и азота используют смесь, об.%, состава: водород - от 65 до 75%, атомарный азот - от 2 до 5%, остальное аргон.
20. Способ по п.14, отличающийся тем, что дополнительно в виде порошка с размерами частиц от 1 мкм до 25 мкм в механическую смесь добавляют в вес.% от общего объема смеси BaSO4 от 0,4% до 3% и/или Са от 0,01% до 0,2%.
21. Способ по любому из пп.15-18, отличающийся тем, что дополнительно в виде порошка с размерами частиц от 1 мкм до 25 мкм в механическую смесь добавляют в вес.% от общего объема смеси BaSO4 от 0,4% до 3% и/или Са от 0,01% до 0,2%.
22. Способ по п.19, отличающийся тем, что дополнительно в виде порошка размерами частиц от 1 мкм до 25 мкм в механическую смесь добавляют в вес.% от общего объема смеси ВаSO4 от 0,4% до 3% и/или Са от 0,01% до 0,2%.
23. Способ по любому из пп.1-8, 12, 13, 15-18, 20, 22, отличающийся тем, что элементы уплотнения выполняют в виде брусков, размерами и формой обеспечивающими, при их соединении в кольцо, формирование полного торцевого уплотнения турбомашины, причем размеры элемента составляют: длина от 20 мм до 700 мм, ширина от 10 мм до 70 мм, высота от 5 мм до 50 мм и радиус кривизны по длине элемента, по его притираемой поверхности от 200 мм до 2500 мм, а в его поперечном сечении основание элемента выполняют в виде трапеции, а его верхнюю часть - в виде прямоугольника, причем расположение армирующего элемента в элементе уплотнения обеспечивает проточку паза в верхней части элемента уплотнения без нарушения целостности армирующего элемента.
24. Способ по п.19, отличающийся тем, что элементы уплотнения выполняют в виде брусков, размерами и формой обеспечивающими, при их соединении в кольцо, формирование полного торцевого уплотнения турбомашины, причем размеры элемента составляют: длина от 20 мм до 700 мм, ширина от 10 мм до 70 мм, высота от 5 мм до 50 мм и радиус кривизны по длине элемента, по его притираемой поверхности от 200 мм до 2500 мм, а в его поперечном сечении основание элемента выполняют в виде трапеции, а его верхнюю часть - в виде прямоугольника, причем расположение армирующего элемента в элементе уплотнения обеспечивает проточку паза в верхней части элемента уплотнения без нарушения целостности армирующего элемента.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСТИРАЕМОГО МАТЕРИАЛА | 1993 |
|
RU2039631C1 |
| 0 |
|
SU402424A1 | |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ СЕТКОЙ ЛЕНТ | 1989 |
|
RU2007489C1 |
| Кинематическая связь между поворотными концами крыльев быстроходных ветродвигателей | 1948 |
|
SU75110A1 |
| Способ определения технологической эффективности смазочной охлаждающей жидкости | 1984 |
|
SU1165941A1 |

