Изобретение относится к строительству, а именно к производству железобетонных изделий и может быть использовано при выборочном или сплошном неразрушающем контроле готовых строительных изделий из железобетона.
Известен способ неразрушающего контроля качества готового железобетонного изделия (Временная конструкция по контролю качества готовых железобетонных изделий, деталей и конструкций неразрушающим методом. ВСН-6630-72. Минстрой СССР, 1976), включающий закрепление контролируемого изделия на опорах в соответствии с условиями эксплуатации, возбуждение в нем изгибных колебаний, определение частоты колебаний изделия, сравнение полученного значения динамического параметра контролируемого изделия с тем же показателем, полученным на эталонном изделии.
Известный способ позволяет произвести интегрально оценку жесткости и несущей способности контролируемого изделия, но не дает возможности оценить его трещиностойкость и величину преднапряжения арматуры. Кроме того, недостатком этого способа является и то, что он может быть использован только для контроля изделий, подвергающихся изгибающим нагрузкам в условиях эксплуатации, и не может применяться к изделиям, испытывающим другие виды деформаций, включая и сложное сопротивление: внецентренное сжатие (колонны), изгиб с кручением (ригели с односторонним опиранием на них плит) и т.п.
Известен также способ неразрушающего контроля качества готового железобетонного изделия (Методические рекомендации по оценке прочности, жесткости и трещиностойкости готовых предварительно напряженных изделий и конструкций серийного выпуска неразрушающим динамическим методом, ТбилЗНИИЭП, Мецниереба, 1973, с. 7-29), включающий закрепление контролируемого изделия на опорах в соответствии с условиями эксплуатации, возбуждение в нем изгибных колебаний, определение частоты колебаний и логарифмического декремента, сравнение полученных значений динамических параметров контролируемого изделия с значениями тех же параметров, полученных на эталонном изделии при тех же режимах контроля и определение по результатам сравнения показателей качества готового изделия. Известный способ позволяет произвести интегральную оценку несущей способности, жесткости и трещиностойкости контролируемого изделия.
Основными недостатками этого способа являются:
способ не может быть применен к изделиям, испытывающим сложное сопротивление;
способ обладает низкой чувствительностью к местным дефектам и неравномерности натяжения арматурных стержней и не позволяет оценить действительные напряжения в готовом изделии;
для реальных конструкций (плиты, балки и т.п.) способ реализуется при частоте инфразвукового диапазона, что очень вредно влияет на здоровье операторов и не дает возможности организации сплошного вибрационного контроля особенно в режиме вынужденных колебаний;
при использовании способа в работу вовлекаются преимущественно сечения средней зоны изделия (зоны действия наибольших изгибающих моментов); приопорные сечения изделия (вместе со своими возможными дефектами) в меньшей степени влияют на величину динамических параметров (Крылов Н.А. и др. Радиотехнические методы контроля качества железобетона. Л. Стройиздат, 1966. с. 251; Бердичевский Г.И. и др. Неразрушающие методы контроля качества железобетонных конструкций /НИИЖБ Госстроя СССР. М. Изд-во литературы по строительству, 1972. С. 12-13.), поэтому применение способа к контролю качества изделий переменной по длине жесткости не обеспечивает надежного учета этого геометрического фактора;
при испытании плоских изделий (например, плит перекрытия, дорожных плит) сложно осуществить их плотное прилегание к опорным устройствам, что создает существенные погрешности в определении действительных динамических параметров контролируемых изделий;
способ предполагает использование только упругих физико-механических характеристик, в то время как действительная их работа допускает возникновение зон упруго-пластического состояния;
при использовании способа существуют жесткие ограничения по величине начальных отклонений или энергии возбуждения (Сехниашвили Э.А. Интегральная оценка качества и надежности предварительно напряженных конструкций. М. Наука, 1988. с. 153-155);
аппаратурная реализация известного способа сопряжена с использованием дорогостоящих нестандартных или узкоспециализированных устройств, большими энергозатратами и не обеспечивает высокой точности из-за низкой помехозащищенности.
Задача изобретения разработать способ неразрушающего контроля качества готового железобетонного изделия с такими режимными параметрами операций контроля, при которых было бы обеспечено расширение области использования способа неразрушающего динамического контроля, упрощение аппаратурной реализации способа, снижение затрат на проведение испытаний при одновременном повышении точности измерений и улучшении условий труда.
Решение поставленной задачи обеспечивается тем, что в способе неразрушающего контроля качества готового железобетонного изделия, включающем закрепление контролируемого изделия на опорах преимущественно в соответствии с условиями эксплуатации, возбуждение в нем колебаний, определение частоты и логарифмического декремента колебаний, сравнение полученных значений динамических параметров контролируемого изделия с значениями соответствующих параметров эталонного изделия, полученных при тех же режимах контроля и условиях закрепления, и определение по результатам сравнения показателей качества контролируемого изделия, согласно изобретению осуществляют возбуждение в изделиях вынужденных продольных колебаний. Вынужденные продольные колебания возбуждают в диапазоне частот, лежащих в резонансной области контролируемого изделия.
Целесообразно дополнительно измерить зависимость значений динамических параметров изделий от величины уровня энергии возбуждения в них продольных колебаний, для чего необходимо осуществить сравнение величины изменения значений соответствующих динамических параметров в зависимости от уровня энергии возбуждения продольных колебаний.
Выгодно последовательно осуществлять измерение динамических параметров в режимах вынужденных и свободных колебаний, причем динамические параметры, соответствующие режиму свободных колебаний, измеряют на стадии переходного процесса, имеющего место после прекращения действия на них воздействия, возбуждающего вынужденные продольные колебания.
Преимущества предлагаемого способа заключаются в следующем:
в возможности осуществления интегральной оценки показателей качества изделий переменной жесткости, а также изделий, работающих не только в условиях простого напряженно-деформированного состояния, но и в условиях сложного сопротивления (это достигается за счет возможности учета влияния на общее напряженно-деформированное состояние изделия каждого арматурного стержня в отдельности);
в повышении точности и достоверности определения контролируемых параметров качества за счет более полного учета влияния всех сечений изделия, включая и приопорные части;
в ослаблении требований к выполнению строгих граничных условий, поскольку при продольных колебаниях влияние неплотного прилегания нижней грани плоских изделий к опорным устройствам менее существенно;
увеличивается чувствительность способа к отдельным дефектам изделия, особенно к наличию трещин (что проявляется в резком изменении формы регистрируемых колебаний), а также недонапряжению арматурных стержней и нарушению совместности работы бетона с арматурой (это обнаруживается при диагностике каждого арматурного стержня);
в отсутствии каких-либо существенных ограничений по величине вводимой энергии, так как на значения динамических параметров, определяемых по основной гармонике продольных колебаний величина энергии возбуждения колебаний оказывает значительно меньшее влияние по сравнению со способом-прототипом;
в возможности проведения исследований для изделий, находящихся в условиях нагружения и работающих в упруго-пластической стадии;
в упрощении аппаратурной реализации, снижении затрат на проведение испытаний при одновременном повышении точности измерений и улучшении условий труда. (Действительно, увеличение на 1,5-2 порядка измеряемых резонансных частот колебаний, когда проведение неразрушающего контроля изделий по параметрам продольных колебаний происходит в среднечастотном звуковом диапазоне, способствует избавлению: во-первых, от паразитных сетевых наводок, то есть позволяет повысить помехозащищенность, а следовательно и точность измерения контролируемых динамических параметров изделий; во-вторых, от использования дорогостоящих нестандартных или узкоспециализированных устройств первичного преобразования виброперемещений, измерительных и регистрирующих приборов, рассчитанных на низкочастотный звуковой или инфразвуковой диапазоны частот; кроме того, достигается снижение энерго- и материалоемкости вибровозбудителей колебаний, так как при возбуждении продольных колебаний в изделиях требуется значительно меньшая энергия, а сами вибровозбудители указанного выше диапазона имеют существенно меньшую массу по сравнению с низкочастотными для изгибных колебаний).
Способ предполагает идентичность граничных условий контролируемого и эталонного изделий. Если же необходимо контролировать изделия, стоящие в сооружении, то у серийного и эталонного изделий должны быть граничные условия, соответствующие условиям эксплуатации.
На чертеже приведена блок-схема устройства, реализующего предлагаемый способ.
Устройство для реализации способа неразрушающего контроля качества готового железобетонного изделия включает в себя исследуемое железобетонное изделие 1, закрепленное на опорах 2 в соответствии с условиями эксплуатации, излучатель 3 механических колебаний и приемник 4 механических колебаний, установленные на противоположных торцах изделия 1, а также генератор 5, усилитель 6, частотомер 7, электронный осциллограф 8, коммутатор 9, цифровой вольтметр 10, запоминающий электронный осциллограф 11. Выход генератора 5 через усилитель 6 подключен к излучателю 3 механических колебаний, а выход приемника 4 механических колебаний посредством коммутатора 9 подключен в режиме вынужденных колебаний к электронному осциллографу 8 и цифровому вольтметру 10, а в режиме свободных колебаний к запоминающему электронному осциллографу 11. Выход генератора 5 подключен также к частотомеру 7 и второму входу электронного осциллографа 8.
Способ реализуется следующим образом.
Контролируемое изделие 1 устанавливают на опоры 2 преимущественно в соответствии с условиями эксплуатации и после выверки плотности опирания его на опоры 2 устанавливают на противоположных торцах изделия 1 излучатель 3 механических колебаний и приемник 4 механических колебаний. Затем осуществляют возбуждение в изделии 1 продольных колебаний путем подачи на излучатель 3 механических колебаний усиленного усилителем 6 электрического сигнала от генератора 5, при этом величину энергии, подводимую к излучателю 3, устанавливают на заданном уровне. Возбуждение механических колебаний в изделии 1 осуществляют в среднечастотном звуковом диапазоне 0,2-10 кГц. Колебания изделия 1 преобразуют с помощью приемника 4 механических колебаний в электрический сигнал, по величине которого (измеренной цифровым вольтметром 10) судят об амплитуде колебаний изделия 1. С помощью электронного осциллографа 8 контролируют форму механических колебаний в изделии 1.
Плавно или ступенчато изменяют частоту сигнала генератора 5 и для каждого значения частоты (измеренной частотомером 7) измеряют амплитуду продольных колебаний изделия 1. По полученной амплитудно-частотной характеристике продольных колебаний контролируемого изделия 1 определяют резонансную частоту и логарифмический декремент.
Затем с помощью коммутатора 9 отключают питание излучателя 3 механических колебаний, в результате в изделии 1 устанавливаются свободных затухающие колебания, которые регистрируются с помощью запоминающего электронного осциллографа 11. Определяют и два режима свободных затухающих колебаний изделия 1 частоту колебаний и логарифмический декремент.
Вышеописанную процедуру повторяют при воздействии на излучатель 3 механических колебаний электрической энергии другого заданного уровня, причем число уровней энергии задают не менее трех.
Полученные значения динамических параметров контролируемого изделия и/или изменения этих значений в зависимости от уровней энергии возбуждения продольных колебаний сравнивают с значениями соответствующих динамических параметров и/или изменениями этих значений в зависимости от уровня энергии возбуждения эталонного изделия, полученных при тех же режимных параметрах. На основании сравнения значений и/или изменений значений динамических параметров эталонного и контролируемого изделий выносят суждение о прочности, жесткости, трещиностойкости и величине преднапряжения арматуры испытуемого изделия.
Предлагаемый способ может быть использован при изготовлении железобетонных изделий на предприятиях стройиндустрии для интегральной оценки прочности, жесткости, трещиностойкости и величины преднапряжения арматуры изделий постоянной и переменной по длине жесткости, работающих как в условиях поперечного изгиба, так и любом другом напряженном состоянии. Этот способ позволяет более тщательно проконтролировать качество изделия, работающего как в упругой, так и в упруго-пластических стадиях при различных этапах нагружения.
Использование: в производстве железобетонных изделий для строительства. Сущность изобретения: способ основан на определении резонансной частоты изделия и логарифмического декремента колебаний при вынужденных продольных колебаниях изделия, возбуждаемых в диапазоне частот, лежащих в резонансной области контролируемого изделия. Изделие закрепляют на опорах в соответствии с условиями эксплуатации. Показатели качества контролируемого изделия определяют сравнением полученных динамических параметров с соответствующими параметрами эталонного изделия, полученных при тех же условиях контроля. Изобретение обеспечивает возможность интегральной оценки качества изделий переменной жесткости и повышение достоверности определения параметров качества. 2 з.п. ф-лы, 1 ил.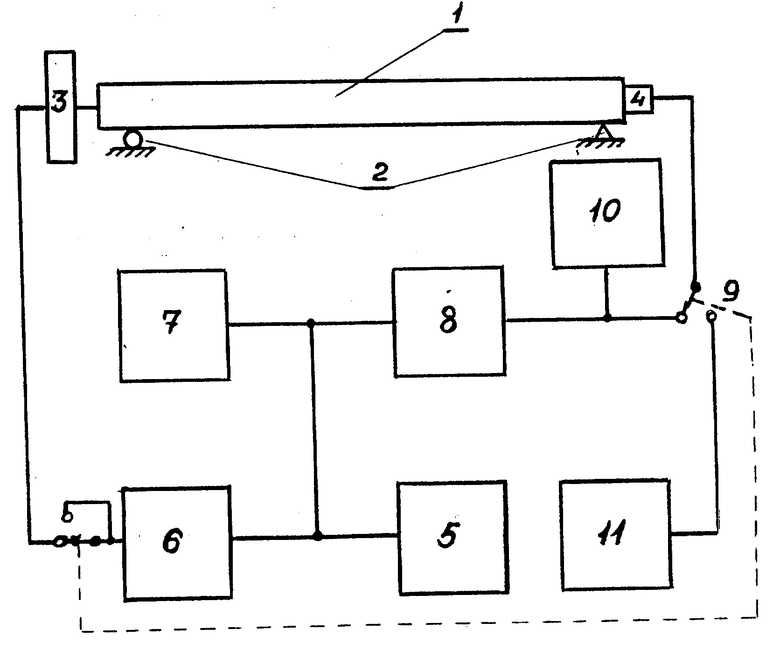
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сехниашвили Э.А | |||
| Интегральная оценка качества и надежности предварительно напряженных конструкций | |||
| - М.: Наука, 1988, с.15 и 16 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с.143 - 148. | |||
