Изобретение относится к строительству, а именно к производству железобетонных изделий, и может быть использовано при выборочном или сплошном неразрушающем контроле готовых строительных изделий из железобетона.
Известен способ неразрушающего контроля качества готового железобетонного изделия (Временная инструкция по контролю качества готовых железобетонных изделий, деталей и конструкций неразрушающим методом. ВСН 6630-72, Минстрой СССР, 1976), включающий установку контролируемого изделия на опорах в соответствии с условиями эксплуатации, возбуждение в нем изгибных колебаний, определение частоты колебаний изделия, сравнение полученного значения динамического параметра контролируемого изделия с тем же показателем, полученным на эталонном изделии. Известный способ позволяет произвести оценку жесткости и несущей способности контролируемого изделия лишь по одному параметру - частоте колебаний.
Недостаток этого способа заключается в том, что он обладает невысокой точностью проводимых в процессе неразрушающего контроля измерений и недостаточной информативностью самого контроля. Действительно, оценка жесткости и несущей способности изделий осуществляется лишь по одному динамическому параметру - частоте колебаний, что приводит к снижению надежности и достоверности результатов контроля. Кроме того, данный способ не позволяет получить информацию о трещиностойкости контролируемых изделий.
Известен также способ неразрушающего контроля качества готового железобетонного изделия (Методические рекомендации по оценке прочности, жесткости и трещиностойкости готовых предварительно напряженных изделий и конструкций серийного выпуска неразрушающим динамическим методом, ТбилЗНИИЭП, Мецниереба, 1973, с. 7-29), включающий установку контролируемого изделия на опорах в соответствии с условиями эксплуатации, возбуждение в нем изгибных колебаний, определение частоты и декремента колебаний, сравнение полученных значений динамических параметров контролируемого изделия со значениями тех же параметров, полученных на эталонном изделии при тех же режимах контроля и определение по результатам сравнения показателей качества готового изделия.
Этот способ позволяет произвести оценку не только жесткости, несущей способности, но и трещиностойкости, однако он не позволяет получить высокую точность при определении динамических параметров контролируемых изделий из-за погрешности измерений, вносимой в процессе неразрушающего контроля побочными колебаниями, а также не позволяет обеспечить достаточную информативность самого контроля, поскольку оценку физико-механических характеристик контролируемого и эталонного изделий производят путем сравнения единичных значений их динамических параметров.
В основу изобретения поставлена задача - разработать способ неразрушающего контроля качества готового железобетонного изделия, применение которого на практике позволило бы повысить точность проводимых в процессе неразрушающего контроля измерений при одновременном повышении его информативности.
Решение поставленной задачи обеспечивается тем, что в способе неразрушающего контроля качества готового железобетонного изделия, включающем установку контролируемого изделия на опорах в соответствии с условиями эксплуатации, возбуждение в нем колебаний, определение частоты и декремента этих колебаний, сравнение полученных значений динамических параметров контролируемого изделия со значениями тех же параметров, полученных на эталонном изделии, определение по результатам сравнения показателей качества готового изделия, в контролируемом изделии осуществляют возбуждение колебаний с изменяющейся частотой, требуемой формой, заданными режимными параметрами и кратностью повторения этих колебаний, определяют зависимость значений динамических параметров изделия от величины скорости изменения частоты колебаний для заданного уровня энергии возбуждения, при этом производят сравнение величины изменения значений динамических параметров контролируемого изделия в зависимости от величины скорости изменения частоты колебаний с соответствующими изменениями значений динамических параметров эталонного изделия, полученных при тех же режимах контроля.
Кроме того, получение технического результата по предлагаемому способу может быть достигнуто, если при возбуждении колебаний в изделии осуществляют изменение частоты этих колебаний в рамках границ используемого частотного диапазона сначала в сторону увеличения от минимального значения до максимального, соответственно определяющих нижнюю и верхнюю границы частотного диапазона, а затем наоборот в сторону уменьшения от максимального значения до минимального, при этом производят усреднение зависимостей значений динамических параметров изделия от величины скорости изменения частоты колебаний, соответственно полученных при изменении частоты этих колебаний от минимального до максимального значений границ частотного диапазона и наоборот от максимального до минимального значений этого диапазона, а также в том случае, если при возбуждении в изделии колебаний величину энергии возбуждения задают набором фиксированных значений и поддерживают их на каждом заданном уровне как для эталонного, так и для контролируемого изделий, измеряют зависимость изменения значений динамических параметров изделий от величины уровня энергии возбуждения в них колебаний, при этом дополнительно производят сравнение величины изменения значений соответствующих динамических параметров в зависимости от уровня энергии возбуждения колебаний.
Преимущество заявляемого способа заключается в том, что благодаря применению предложенных режимных операций контроля можно достичь следующее:
- повысить точность проводимых в процессе неразрушающего контроля измерений за счет повышения их помехозащищенности путем исключения влияния на результаты контроля посторонних колебаний (например, шумового характера или вызванных помехами и наводками), лежащих за пределами используемого диапазона;
- повысить информативность неразрушающего контроля, а тем самым надежность и достоверность его результатов за счет использования для оценки качества контролируемой продукции широкого набора значений динамических параметров (а не их единичных значений), возможности многократных статистических повторений, полностью исключающих влияние на результаты контроля различных случайных факторов;
- снизить величину энергии, необходимую для возбуждения колебаний в изделии за счет возможности изменения ее величины и длительности приложения;
- повысить техническую культуру и условия труда оператора при проведении вибрационных испытаний за счет применения в процессе контроля средств вычислительной техники, а также благодаря оперативности проведения самих измерений, особенно при контроле изделий в инфразвуковом частотном диапазоне, вредном для здоровья оператора;
- обеспечить оперативное задание необходимого режима контроля благодаря возможности осуществления однократного или многократного качания частоты возбуждаемых колебаний, задания требуемой формы сигнала возбуждения (например, синусоидальной, прямоугольной, треугольной и т. д.), его режимных параметров и закона их изменения (например, линейного, логарифмического, экспоненциального и др.);
- осуществлять оперативное определение частоты собственных колебаний в широком диапазоне колебательной энергии, вводимой в контролируемое изделие, путем использования усредненной зависимости частоты контролируемого изделия от величины скорости изменения частоты колебаний, полученной при изменении частоты этих колебаний от минимального до максимального значений границ используемого частотного диапазона и наоборот.
На фиг. 1 изображена блок-схема устройства, реализующего предлагаемый способ, применительно к возбуждению в контролируемом изделии изгибных колебаний; на фиг. 2-5 приведены графики, поясняющие реализацию заявляемого способа и отражающие поведение динамических параметров конкретного железобетонного изделия относительно эталонного изделия такого же типа.
Устройство для осуществления способа неразрушающего контроля качества готового железобетонного изделия включает контролируемое железобетонное изделие 1, закрепленное на шарнирных опорах 2 вибрационного стенда (на фиг. 1 не показан) в соответствии с условиями эксплуатации, излучатель 3 и приемник 4 механических колебаний, установленные в середине пролета изделия 1, усилитель 5, блок ввода-вывода аналоговых сигналов 6, персональный компьютер 7, цифровой вольтметр 8, предварительный усилитель 9, полосовой фильтр 10, коммутатор 11 и электронный осциллограф 12.
Персональный компьютер 7 посредством блока ввода-вывода аналоговых сигналов 6 через усилитель 5 подключен к излучателю 3 механических колебаний, а выход приемника 4 механических колебаний через предварительный усилитель 9, полосовой фильтр 10, коммутатор 11 (или напрямую через коммутатор 11, минуя полосовой фильтр 10) соединен с электронным осциллографом 12 и параллельно через блок ввода-вывода аналоговых сигналов 6 с персональным компьютером 7. Выход усилителя 5 соединен со входом цифрового вольтметра 8.
Способ осуществляется следующим образом.
Контролируемое изделие 1 устанавливают на опоры 2 в соответствии с условиями эксплуатации и после выверки плотности опирания его на опорах 2 закрепляют излучатель 3 и приемник 4 механических колебаний на противоположных поверхностях в середине пролета изделия 1. Затем осуществляют возбуждение в контролируемом изделии 1 изгибных колебаний с изменяющейся частотой, требуемой формой, заданными режимными параметрами и кратностью повторения этих колебаний путем подачи на излучатель 3 механических колебаний усиленного усилителем 5 аналогового электрического сигнала, поступающего с выхода цифроаналогового преобразователя (ЦАП) блока ввода-вывода аналоговых сигналов 6 и предварительно программно формируемого в цифровом виде персональным компьютером 7. При этом величину энергии, подводимой к излучателю 3, устанавливают на заданном уровне по показаниям цифрового вольтметра 8.
Колебания контролируемого изделия 1 преобразуют с помощью приемника 4 механических колебаний в электрический сигнал, усиливают предварительным усилителем 9, подают через полосовой фильтр 10 и коммутатор 11 (или напрямую через коммутатор 11, минуя полосовой фильтр 10) на электронный осциллограф 12 и вход аналого-цифрового преобразователя (АЦП) блока ввода-вывода аналоговых сигналов 6 соответственно для контроля формы изгибных колебаний в изделии 1 и ввода этого сигнала в персональный компьютер 7 для последующей программной обработки, отображения и хранения регистрируемой информации. Программно формируя ту или иную форму сигнала, его характер воздействия, значения режимных параметров и закон их изменения с помощью персонального компьютера 7, измеряют амплитудно-частотные характеристики (АЧХ) контролируемого изделия 1, соответствующие конкретным режимам контроля. По полученным АЧХ определяют зависимость значений динамических параметров (частоты и декремента колебаний) изделия 1 от величины скорости изменения частоты колебаний для заданного уровня энергии возбуждения, после чего производят сравнение величины изменения значений динамических параметров контролируемого изделия 1 в зависимости от величины скорости изменения частоты колебаний с соответствующими изменениями значений динамических параметров эталонного изделия, полученных при тех же режимах контроля.
Подключение полосового фильтра 10 рекомендуется осуществлять на начальном этапе проведения контроля с целью исключения возможного влияния на результаты измерения посторонних сигналов (в том числе помех и шумов), частоты которых лежат за пределами используемого частотного диапазона. При этом применение полосового фильтра 10 не должно приводить к искажениям регистрируемых АЧХ изделия 1. Коммутатор 11 определяет режимы работы полосового фильтра 10 (линейный режим или режим фильтрации).
В дальнейшем описанную выше процедуру контроля качества готового железобетонного изделия 1 производят с использованием дополнительных режимных операций, при которых при возбуждении колебаний в изделии 1 осуществляют изменение частоты этих колебаний в рамках границ используемого частотного диапазона сначала в сторону увеличения от минимального значения до максимального, соответственно определяющих нижнюю и верхнюю границы частотного диапазона, а затем наоборот в сторону уменьшения от максимального значения до минимального, при этом производят усреднение зависимостей значений динамических параметров изделия 1 от величины скорости изменения частоты колебаний, соответственно полученных при изменении частоты этих колебаний от минимального до максимального значений границ частотного диапазона и наоборот от максимального до минимального значений этого диапазона.
Процедуру контроля качества готового железобетонного изделия, реализуемую рассмотренными выше двумя способами достижения технического результата, целесообразно также проводить с применением таких режимных операций, при которых при возбуждении в изделии 1 колебаний величину энергии возбуждения задают набором фиксированных значений и поддерживают их на каждом заданном уровне как для эталонного, так и для контролируемого изделий, измеряют зависимость изменения значений динамических параметров изделий от величины уровня энергии возбуждения в них колебаний, при этом дополнительно производят сравнение величины изменения значений соответствующих динамических параметров в зависимости от уровня энергии возбуждения колебаний.
В последнем случае вышеописанную процедуру повторяют при воздействии на излучатель 3 механических колебаний электрической энергии другого заданного уровня, причем необходимое количество уровней энергии может быть задано вручную или автоматически с помощью персонального компьютера 7.
Реализация заявляемого способа применительно к продольным колебаниям состоит в возбуждении механических колебаний излучателем 3 с одного из торцов контролируемого изделия 1 (в направлении его продольной оси) и регистрации этих колебаний на противоположном торце приемником 4 механических колебаний. В остальном функциональная схема, основанная на использовании продольных колебаний, полностью идентична представленной на фиг. 1, в связи с чем ее изображение и описание в материалах заявки не приводятся.
Примером практической реализации предлагаемого способа могут служить результаты динамических неразрушающих испытаний железобетонных балок размером 1200х120х50 мм. Возбуждение изгибных колебаний в контролируемом изделии осуществлялось сигналом, программно формируемым персональным компьютером, причем форма этого сигнала носила синусоидальный характер, а изменение его частоты происходило по линейному закону. Режимными параметрами сигнала возбуждения являлись: fн - начальная частота колебаний (или начальная частота используемого частотного диапазона); Vк - скорость изменения частоты колебаний, Тк - период качания частоты колебаний (параметр, с помощью которого выбирают конечное значение частоты fк, определяющее верхнюю границу частотного диапазона, fк = fн + VкTк/2.
На фиг.2, 3 представлены графические зависимости частоты f и декремента δ изгибных колебаний для серийного и эталонного изделий от скорости изменения частоты колебаний Vк при постоянном значении начальной частоты fн и таких значениях периода качания колебаний Тк, при которых используемый частотный диапазон оставался неизменным. При этом энергия механических колебаний, подводимых к излучателю механических колебаний, поддерживалась на одном строго заданном уровне (мощность электрического сигнала, подаваемого на излучатель, составляла 0,4 Вт). Определение каждой пары значений динамических параметров производилось по измеренным АЧХ для каждого конкретного значения параметра Vк, причем в одном случае для зависимостей f - Vк и δ - Vк изменение частоты колебаний Vк осуществлялось от минимального до максимального значений в рамках границ используемого частотного диапазона (графики fпр(с) - Vк, fпр(э) - Vк и δпр(с) - Vк, δпр(э) - Vк, определяющие прямую ветвь этих зависимостей; индексы "с" и "э" соответствуют серийному и эталонному изделиям). Другому же случаю, когда изменение параметра Vк происходило в противоположном направлении, соответствуют обратные ветви отмеченных выше зависимостей (графики fобр(с) - Vк, fобр(э) - Vк и δобр(с) - Vк, δобр(э) - Vк). Кроме того, на фиг.2 приведены усредненные зависимости fуср(с) - Vк, fуср(э) - Vк, представляющие собой частоты собственных колебаний при соответствующих уровнях их энергии и полученные в общем случае как (fпр + fобр)/2.
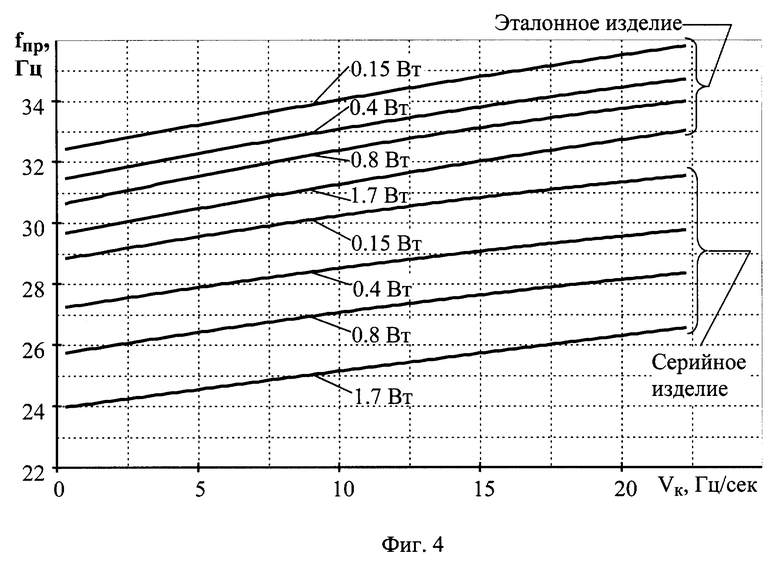
На фиг.4, 5 приведены семейства зависимостей fпр(с) - Vк, fпр(э) - Vк и δпр(с) - Vк, δпр(э) - Vк для серийного и эталонного изделий, построенные в качестве примера при изменении частоты колебаний Vк (в рамках границ используемого частотного диапазона) от минимального до максимального значений, но для ряда фиксированных значений уровня энергии возбуждаемых колебаний.
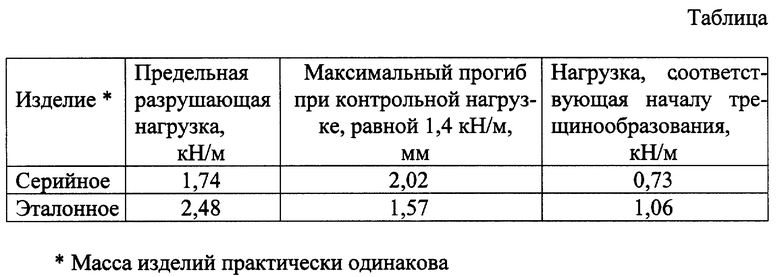
Результаты статических (разрушающих) испытаний, приведенные в таблице для серийного и эталонного изделий (железобетонных балок), полностью согласуются с результатами их неразрушающих динамических испытаний, что подтверждает достижение технического результата по заявляемому способу.
Заявляемый способ может быть также использован при проведении более глубоких исследований по установлению достоверной взаимосвязи физико-механических свойств контролируемых объектов (как модельных, так и натурных) с их динамическими параметрами. При использовании данного способа для целей заводского контроля вместо персонального компьютера может быть успешно применен более дешевый специализированный микроконтроллер. Кроме того, этот способ может быть распространен и на изделия из металлов, пластмасс и т.д., а также может применяться при проведении обследования железобетонных элементов, эксплуатирующихся в составе действующих сооружений.
Таким образом, предлагаемый способ позволяет повысить точность проводимых в процессе неразрушающего контроля измерений при одновременном повышении его информативности.



Изобретение относится к производству железобетонных изделий и может быть использовано при выборочном или сплошном неразрушающем контроле готовых строительных изделий из железобетона. Способ неразрушающего контроля качества готового железобетонного изделия состоит из следующих этапов. Сначала устанавливают контролируемое изделие на опорах в соответствии с условиями эксплуатации и осуществляют возбуждение колебаний с изменяющейся частотой, требуемой формой, заданными режимными параметрами и кратностью повторения этих колебаний. Затем определяют зависимость значений динамических параметров изделия от величины скорости изменения частоты колебаний для заданного уровня энергии возбуждения, при этом производят сравнение величины изменения значений динамических параметров контролируемого изделия в зависимости от величины скорости изменения частоты колебаний с соответствующими изменениями значений динамических параметров эталонного изделия, полученных при тех же режимах контроля. Достигаемым техническим результатом является повышение точности проводимых в процессе неразрушающего контроля измерений при одновременном повышении его информативности. 2 з.п.ф-лы, 5 ил., 1табл.
| Методические рекомендации по оценке прочности, жесткости и трещиностойкости готовых предварительно напряженных изделий и конструкций серийного выпуска неразрушающим динамическим методом, ТбилЗНИИЭП, Мецниереба, 1973, с.7-29 | |||
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ГОТОВОГО ЖЕЛЕЗОБЕТОННОГО ИЗДЕЛИЯ | 1996 |
|
RU2131599C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТРЕЩИНОСТОЙКОСТИ | 1993 |
|
RU2066860C1 |
