Изобретение относится к строительству, а именно к производству железобетонных изделий, и может быть использовано при выборочном или сплошном неразрушающем контроле готовых строительных изделий из железобетона.
Известен способ неразрушающего контроля качества готового железобетонного изделия (Временная инструкция по контролю качества готовых железобетонных изделий, деталей и конструкций неразрушающим методом. ВСН-6630-72. Минстрой СССР, 1976), включающий установку контролируемого изделия на опорах в соответствии с условиями эксплуатации, возбуждение в нем изгибных колебаний, определение резонансной частоты колебаний изделия, сравнение полученного значения динамического параметра контролируемого изделия с тем же показателем, полученным на эталонном изделии. Известный способ позволяет произвести оценку жесткости и несущей способности контролируемого изделия лишь по одному параметру - частоте колебаний.
Недостаток этого способа заключается в том, что он обладает невысокой точностью и недостаточной информативностью. Действительно, установка изделий на опорах приводит к тому, что в изделиях при динамическом контроле возникают паразитные крутильные колебания, приводящие к двугорбости амплитудно-частотной характеристики, а следовательно, к дополнительной погрешности при определении резонансной частоты. Кроме того, при установке изделий на опорах резонансная частота изделия лежит в низкочастотном звуковом диапазоне, то есть измерения проводятся в условиях паразитной наводки от электрической сети.
Известен также способ неразрушающего контроля качества готового железобетонного изделия (Методические рекомендации по оценке прочности, жесткости и трещиностойкости готовых предварительно напряженных изделий и конструкций серийного выпуска неразрушающим динамическим методом, ТбилЗНИИЭП, Мецниереба, 1973, с. 7 - 29), включающий установку контролируемого изделия на опорах в соответствии с условиями эксплуатации, возбуждение в нем изгибных колебаний, определение частоты и декремента колебаний, сравнение полученных значений динамических параметров контролируемого изделия со значениями тех же параметров, полученных на эталонном при тех же режимах контроля и определение по результатам сравнения показателей качества готового изделия.
Этот способ позволяет произвести оценку не только жесткости, несущей способности, но и трещиностойкости изделий, однако он не позволяет получить высокую точность при определении динамических параметров изделий из-за низкой помехозащищенности. Кроме того, необходимость закрепления контролируемых изделий на опорах приводит к усложнению самой процедуры контроля.
В основу изобретения поставлена задача разработать способ неразрушающего качества готового железобетонного изделия с такими условиями, обеспечивающими протекание действий, входящих в состав способа, при которых отсутствовали бы побочные колебания в изделиях, улучшилась бы форма регистрируемых колебаний, снизилась бы энергия, необходимая для возбуждения колебаний, то есть повысились бы точность, необходимая для возбуждения колебаний, то есть повысились бы точность и информативность контроля при одновременном упрощении его процесса.
Решение поставленной задачи обеспечивается тем, что в способе неразрушающего контроля качества готового железобетонного изделия, включающем установку контролируемого изделия, возбуждение в нем изгибных колебаний и определение частоты и декремента колебаний, установку контролируемого изделия осуществляют путем подвешивания его на гибких элементах, расположенных попарно в двух плоскостях, перпендикулярных продольной оси контролируемого изделия, расстояние между плоскостями подвеса не превышает расстояния между сечениями, соответствующими опорным в условиях эксплуатации изделия, при этом определяют зависимость частоты и декремента колебаний от расстояния между плоскостями подвеса, по которой оценивают качество готового железобетонного изделия.
При определении зависимости частоты и декремента колебаний от расстояния между плоскостями повеса, целесообразно расстояние между плоскостями подвеса изменять симметрично относительно опорных сечений изделия от максимального (минимально допустимого) значения в сторону уменьшения (увеличения) до минимально допустимого (максимального) значения, а затем в сторону увеличения (уменьшения) до максимального (минимально допустимого) значения. В этом случае качество готового железобетонного изделия оценивают по величине параметра, характеризующего степень гистерезисности зависимостей частоты и декремента колебаний при одноцикличном изменении расстояния между плоскостями подвеса. Необходимо пояснить, что под минимально допустимым расстоянием между плоскостями подвеса следует понимать минимальное расстояние, при котором контролируемое изделие, установленное на подвесах, еще будет находиться в состоянии устойчивого равновесия, то есть его можно будет испытывать предлагаемым способом. Выбор же граничных значений диапазона изменения расстояния между подвесами сделан в связи с необходимостью обеспечения изменения расстояния между плоскостями подвеса в максимально возможном диапазоне, поскольку при этом, как показали проведенные эксперименты, наблюдаемый эффект наиболее выражен.
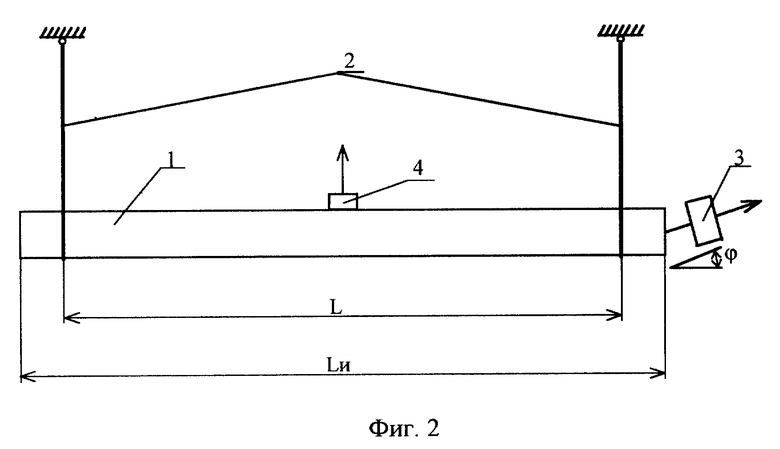
Выгодно осуществлять возбуждение изгибных колебаний с одного из торцов контролируемого изделия излучателем, расположенным под углом 5 - 20o относительно продольной оси изделия.
Преимущество предлагаемого способа заключается в том, что закрепление контролируемого изделия на гибких связях позволяет:
упростить саму процедуру закрепления контролируемого изделия;
избавиться от побочных колебаний, например, крутильных, а также от побочных резонансов, приводящих к двугорбости амплитудно-частотной характеристики изделия;
улучшить форму регистрируемых колебаний из-за отсутствия сухого трения в опорных сечениях;
снизить величину энергии, необходимую для возбуждения в изделиях колебаний, за счет снижения потерь, связанных с диссипацией колебательной энергии в опорах;
- повысить помехозащищенность и улучшить условия труда операторов за счет возможности проведения измерений в более высокочастотном диапазоне;
- снизить акустическую связь опорных зон как между собой, так и непосредственно с испытуемым изделием.
Иными словами, предложенный способ позволяет повысить точность контроля железобетонных изделий динамическим методом и одновременно упростить процесс проведения.
Дополнительное преимущество предлагаемого способа заключается в возможности определения зависимости динамических параметров контролируемого изделия от расстояния между плоскостями подвеса, что повышает информативность контроля. Действительно, при одноцикличном изменении расстоянии между плоскостями подвеса наблюдается неоднозначная зависимость частоты и декремента колебаний от указанного выше расстояния, иными словами, имеет место гистерезис. При этом, как показали эксперименты, степень гистерезисности определяемых зависимостей однозначно взаимосвязана с качеством готового железобетонного изделия.
Возбуждение же изгибных колебаний с одного из торцов изделия позволяет при ориентации излучателя в указанном выше диапазоне углов обеспечить приблизительно те же результаты, что и при возбуждении колебаний с помощью излучателя, расположенного в середине пролета контролируемого изделия. Однако возбуждение колебаний с торца изделия существенно упрощает процедуру контроля, так как отпадает необходимость в обеспечивании доступа к нижней поверхности изделия.
На фиг. 1 изображена блок-схема устройства, реализующего предлагаемый способ; на фиг.2 - схема возбуждения изгибных колебаний с одного из торцов изделия; на фиг.3 изображены зависимости частоты f (сплошная линия) и декремента колебаний (штрих-пунктирная) при одноцикличном изменении расстояния между плоскостями подвеса для двух изделий: А и Б.
Устройство для осуществления способа неразрушающего контроля качества готового железобетонного изделия включает контролируемое железобетонное изделие 1, подвешенное на гибких элементах 2. излучатель 3 и приемник 4 механических колебаний, генератор 5 и измерительный блок 6.
Способ осуществлялся следующим образом.
Контролируемое железобетонное изделие 1 подвешивают на гибких элементах 2, которые располагают попарно в двух плоскостях, перпендикулярных продольной оси контролируемого изделия 1. Расстояние между плоскостями подвеса не должно превышать расстояния между сечениями, соответствующими опорным в условиях эксплуатации изделия 1. После этого на противоположных поверхностях контролируемого изделия 1 устанавливают излучатель 3 и приемник 4 механических колебаний, которые затем подключают соответственно к генератору 5 и измерительному блоку 6.
Затем осуществляется возбуждение в контролируемом изделии 1 изгибных колебаний путем подачи на излучатель 3 механических колебаний электрического сигнала заданного уровня от генератора 5. Колебания контролируемого изделия 1 преобразуют с помощью приемника 4 механических колебаний в электрический сигнал, по величине которого (измеренного с помощью измерительного блока 6) судят об амплитуде колебаний контролируемого изделия 1. Изменяя частоту электрического сигнала, подаваемого от генератора 5 на излучатель 3 механических колебаний, измеряют амплитудно-частотную характеристику контролируемого изделия 1, по которой определяют резонансную частоту и декремент колебаний (для режима вынужденных колебаний). Здесь следует отметить, что при измерении амплитудно-частотной характеристики изделия 1 величину энергии, подаваемой на излучатель 3 механических колебаний, поддерживают на заданном уровне. Если по условиям контроля необходимо измерить также частоту и логарифмической декремент колебаний изделия 1 в режиме свободных затухающих колебаний, то после измерения амплитудно-частотной характеристики контролируемое изделие вводят в резонансный режим и отключают излучатель 3 механических колебаний от генератора 5, в результате чего в изделии 1 устанавливаются свободные затухающие колебания, которые регистрируются с помощью измерительного блока 6.
Благодаря подвеске контролируемого изделия 1 на гибких элементах 2, например, тросах, не препятствующих виброперемещениям, повышается точность контроля, так как в изделии 1 не возникает каких-либо других колебаний помимо изгибных, например, крутильных; улучшается форма регистрируемых колебаний, так как на результаты измерений не влияет сухое трение в опорах. Кроме того, регистрируемая амплитудно-частотная характеристика смещается в область более высоких частот, что снижает уровень наводки от электрической сети и упрощает процесс контроля.
Далее, не изменяя схемы измерений, осуществляют определение резонансной частоты и/или частоты свободных колебаний контролируемого изделия 1, а также декремента колебаний при другом расстоянии между плоскостями подвеса контролируемого изделия 1. Изменяя ступенчато и симметрично относительно опорных сечений изделия 1 расстояние между плоскостями подвеса от максимального Lmax до минимально допустимого Lmin, определяют зависимость частоты и декремента колебаний от расстояния между плоскостями подвеса при уменьшении этого расстояния. После этого определяют те же зависимости, но при ступенчатом увеличении расстояния между плоскостями подвеса от минимального допустимого до максимального значения.
Указанные зависимости могут быть определены и при других режимах, а именно сначала расстояние между плоскостями подвеса ступенчатого увеличивают от минимального допустимого до максимального, равного расстоянию между сечениями, соответствующими опорным в условиях эксплуатации изделия, а затем уменьшают ступенчато от максимального до минимально допустимого.
На фиг. 3 представлены зависимости частоты и декремента колебаний при одноцикличном изменении расстояния между плоскостями подвеса. Как следует из представленных зависимостей, они имеют четко выраженный гистерезисный характер, причем у изделия А, изготовленного с точным соблюдением всех условий технологических операций, параметр, характеризующий степень гистерезисности (например, площадь незамкнутой петли гистерезиса), имеет меньшее значение, чем у изделия Б, изготовленного с нарушением условий технологических операций.
Использование параметра, характеризующего степень гистерезисности зависимостей частоты и декремента колебаний при одноцикличном изменении расстояния между плоскостями подвеса, позволяет, во-первых, получить однозначную зависимость между измеряемым параметром и качеством готового изделия, а во-вторых, повысить информативность результатов контроля благодаря тому, что сужение о качестве изделия выносится на основании не одного, а нескольких измерений одних и тех же величин.
Возбуждение изгибных колебаний с одного из торцов контролируемого изделия с помощью излучателя, расположенного под углом 5 - 20o относительно продольной оси изделия, может, в принципе, быть осуществлено при любой установке контролируемого изделия. Однако при подвеске контролируемого изделия 1 на гибких элементах 2 предлагаемый режим возбуждения колебаний существенно упрощает сам процесс контроля. Действительно, подвешивание контролируемого изделия может быть осуществлено не обязательно как в прототипе в специально оборудованном месте, где установлены опоры, а отсутствие необходимости обеспечения доступа к нижней поверхности изделия позволяет существенно сократить время на подготовку к испытаниям.
Таким образом, предлагаемый способ позволяет обеспечить высокую точность и информативность контроля готовых железобетонных изделий и одновременно упростить процесс его проведения. .

Способ относится к области строительства и предназначен для использования при выборочном или сплошном неразрушающем контроле готовых изделий из железобетона. При реализации способа контролируемое изделие подвешивают на гибких элементах, расположенных попарно в двух плоскостях, перпендикулярных продольной оси контролируемого изделия. Расстояние между плоскостями подвеса не превышает расстояния между сечениями, соответствующими опорным в условиях эксплуатации изделия. Возбуждают в контролируемом изделии изгибные колебания. Качество готового железобетонного изделия оценивают по зависимости частоты и декремента колебаний от расстояния между плоскостями его подвеса. Качество изделия оценивают также по величине параметра, характеризующего степень гистерезисности зависимой частоты и декремента колебаний при одноцикличном изменении расстояния между плоскостями подвеса. Возбуждение изгибных колебаний можно осуществлять с одного из торцов изделия излучателем, расположенным под углом 5 - 20o относительно продольной оси изделия. Технический результат заключается в повышении точности и информативности контроля при одновременном упрощении его процесса. 4 з.п.ф-лы, 3 ил.
| Методические рекомендации по оценке прочности, жесткости и трещиностойкости готовых предварительно напряженных изделий и конструкций серийного выпуска неразрушающим динамическим методом | |||
| ТбилЗНИИЭП, Мециниереба, 1973, с.7-29 | |||
| Устройство поиска шумоподобного сигнала | 1973 |
|
SU495780A1 |
