Изобретение относится к изготовлению оптических покрытий осаждением на подложку путем конденсации паров пленкообразующего материала, а также может быть использовано в микроэлектронике и квантовой электронике.
Известен способ изготовления оптических покрытий с помощью вакуумного напыления [1] В соответствии с этим способом, температура нагрева подложек при осаждении материала поддерживается постоянной и в зависимости от материалов покрытия и подложки может быть в пределах 50 600oC. При этом скорость осаждения материалов на подложку выбирают в пределах от доли ангстрема до нескольких нм/с. Оптические покрытия, изготовленные этим способом, имеют невысокое качество, а именно: значительное поглощение и рассеяние излучения, невысокую лучевую прочность и низкую стойкость к термомеханическим воздействиям. Это вызвано тем, что осаждаемые при постоянной температуре слои обычно имеют столбчатую структуру и значительные внутренние напряжения. В частности, напыление слоев толщиной λ/4 для CO2 лазеров, l 10,6 мкм, из материалов YF3, GeF3, BiF3, которые могли бы обеспечить высокие оптические характеристики, практически невозможно, так как внутренние напряжения разрушают покрытие.
Многочисленные исследовательские работы (например [2]), которые проводились с целью повышения характеристик оптических покрытий, заключались, в основном, в выборе оптимальной постоянной температуры нагрева подложек и скорости напыления при осаждении материала для получения минимального поглощения покрытий, максимальной адгезии, лучевой прочности. Все эти работы и решения большей частью были полезны, многие из них нашли применение в промышленности, но эффективного способа получения качественных покрытий не определили, в частности для покрытий, работающих в ближней и средней ИК-области спектра при высоких плотностях мощности лазерного излучения.
Известен способ получения покрытий [3] являющийся прототипом предлагаемого способа, по которому пленки получают путем конденсации паров исходного материала на нагретую подложку, а затем для уменьшения термических напряжений в слоях охлаждают подложку со скоростью 2 10oC/ч. Недостатком данного способа является то, что операцию, уменьшающую термические напряжения, проводят после осаждения покрытия, структура которого уже сформировалась и, следовательно, возможны только частичные улучшения его свойств, так как для изменения микроструктуры пленок (столбчатой структуры на аморфную или монокристаллическую) и соответственного улучшения связанных с микроструктурой свойств покрытий, медленного охлаждения пленки после осаждения недостаточно.
Цель изобретения получение покрытий с минимальным поглощением и рассеянием излучения, высокой лучевой и термомеханической прочностью за счет получения ненапряженных слоев покрытия с аморфной или монокристаллической структурой.
Эта цель достигается тем, что в способе изготовления тонкопленочных покрытий, включающем нагрев подложки, осаждение на нее по меньшей мере одного слоя пленкообразующего материала путем конденсации паров и охлаждение подложки, при изготовлении каждого слоя покрытия подложку нагревают до температуры, не превышающей температуру разрушения и изменения структуры материалов подложки и предыдущих слоев покрытия, и охлаждают подложку со скоростью 0,3 2oC/с, преимущественно до температуры 50 100 oC, а осаждение слоя покрытия ведут со скоростью 0,5 3 нм/с на охлаждаемую подложку в диапазоне температур, верхней границей которого является критическая температура конденсации осаждаемого материала, а нижней границей - температура, преимущественно 150 200oC.
В отличии от использовавшихся ранее способов изготовления оптических покрытий осаждение материала каждого слоя ведут на подложку, температура которой уменьшается. Постоянно существующая при этом разность температур на локальных участках поверхности подложки, вызванная изменением температуры от поверхности подложки к ее центру, при осаждении материала обеспечивает высокую подвижность атомов, диффундирующих по поверхности подложки, что увеличивает скорость зародышеобразования и двумерный рост пленки, а далее по законам ориентированного нарастания образует монокристаллическую структуру всей пленки.
Скорость осаждения выбирают в пределах 0,5 3 нм/c, чтобы процесс осаждения нужной толщины пленки укладывался по времени в заданный интервал температур охлаждения подложки.
При изготовлении толстого слоя возможно проведение нескольких температурных циклов нагрева и охлаждения, а осаждение слоя ведут при каждом ее охлаждении. После осаждения материала требуемой толщины продолжают охлаждать подложку. Изготовление следующих слоев ведут при аналогичном температурном цикле.
Для каждого напыляемого материала определяется оптимальный режим осаждения: максимальную температуру нагрева подложки, температуру начала осаждения, температуру подложки в конце осаждения, минимальную температуру термоцикла и скорость осаждения.
Нагрев подложки перед осаждением пленкообразующего материала осуществляют до максимально высокой температуры. Предельной температурой при этом является температура разрушения подложки или предыдущих слоев покрытия. Максимальная температура нагрева является верхним пределом термического цикла, оказывающего существенное влияние на внутренние напряжения покрытий, адгезию, микроструктуру и связанные с этим свойства покрытий.
Температуру начала осаждения ограничивает критическая температура конденсации, выше которой практически невозможно появление конденсированного осадка. Поэтому осаждение материала ведут при охлаждении подложки от температуры ниже критической температуры конденсации до температуры преимущественно 150 -200 oC. Температура нагрева подложки перед осаждением является температурой начала осаждения, если критическая температура конденсации данного слоя выше температуры разрушения подложки и предыдущих слоев покрытия.
Температура подложки в конце осаждения материала выбрана 150 180oC по практическим результатам, так как ниже этих температур в существующих промышленных установках естественная скорость охлаждения подложек меньше 0,3 - 2oC/с и для поддержания необходимой скорости требуется принудительное охлаждение, а процесс осаждения при охлаждении подложек с меньшей скоростью становится аналогичным процессу осаждения с постоянной температурой подложки.
Минимальная температура термоцикла преимущественно равна 50 100oC.
Высокую скорость осаждения 0,5 3 нм/с, выбирают из условия, что увеличение скорости осаждения приводит к увеличению скорости зародышеобразования и к образованию более мелких островков и что в среднем непрерывная пленка образуется при меньших толщинах. Высокая скорость обязательна при осаждении толстых слоев, в частности толщиной l/4 при l 10,6 мкм, так как время осаждения таких слоев должно соответствовать заданному температурному диапазону охлаждения подложки при осаждении.
Предлагаемый температурный режим нагрева подложек предназначен для наиболее широко распространенных пленкообразующих материалов с относительно высокой температурой плавления и парообразования.
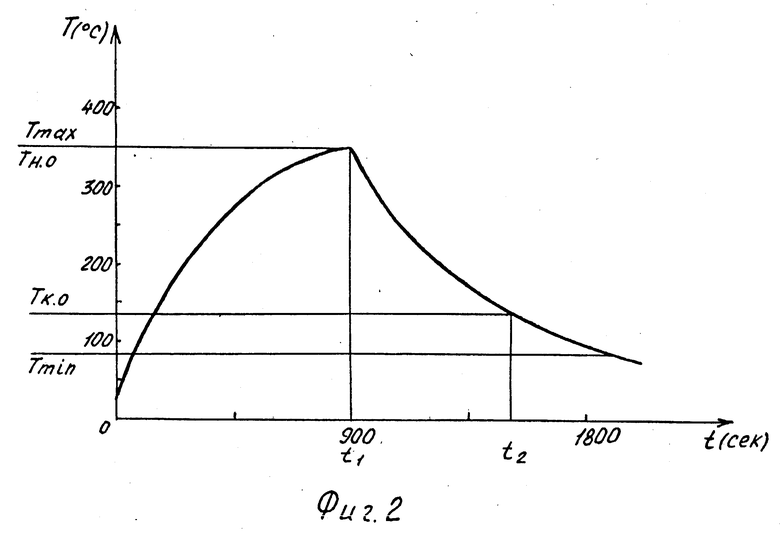
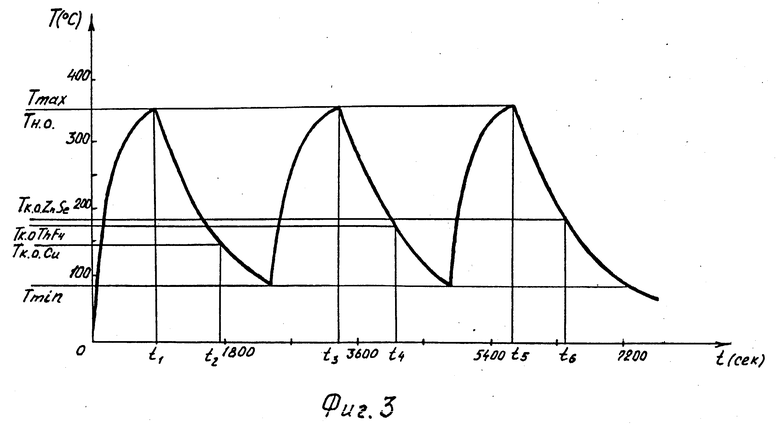
На фиг. 1 представлена циклограмма температурного режима и времени осаждения слоев при изготовлении четырехслойного покрытия чередующихся слоев толщиной l/4 из материалов BaF2 и ZnSe; нa фиг. 2 циклограмма температурного режима и времени осаждения меди на подложку из молибдена; на фиг. 3 циклограмма температурного режима и времени осаждения на подложке из молибдена, слоя меди и двух слоев толщиной l/4 из материалов ThF4 и ZnSe.
Пример 1. Для CO2 лазеров на длину волны l 10,6 мкм изготавливают на подложке из ZnSe светоделительное покрытие, имеющее четырехслойную конструкцию из чередующихся слоев толщиной l/4 из материалов BaF2 и ZnSe. Температурный режим и время осаждения слоев представлены на фиг. 1, где:
Тp. температура разрушения монокристаллической подложки из ZnSe, при которой возможны дислокации кристаллов в крупные блоки;
Тmax максимальная температура нагрева подложки равна 350oC;
Тн.о. температура начала осаждения слоев равна 350 oС, так как при большей температуре возможны изменения в структуре подложки из ZnSe;
Тк.о. BaF2 конечная температура подложки при осаждении 1-го и 3-го слоев из ВаF2, равна 170 oC;
Тк.о. ZnSe конечная температура подложки при осаждении 2-го и 4-го слоев из ZnSe, равна 180oC;
Tmin минимальная температура термоцикла;
t1 t2 интервал времени напыления 1-го слоя из BaF2;
t3 t4 интервал времени напыления 2-го слоя из ZnSe;
t5 t6 интервал времени напыления 3-го слоя из BaF2;
t7 t8 интервал времени напыления 4-го слоя из ZnSe.
Изготовленное зеркало сравнивалось с зеркалом, имеющим аналогичную конструкцию покрытия, слои которого напыляли при постоянной температуре равной 150oC.
Визуально прозрачность изготовленного зеркала сравнима с прозрачностью подложки из ZnSe, а покрытие зеркала-аналога значительно менее прозрачно, имеет темный коричневый цвет.
Поглощение покрытий на l 10,6 мкм: изготовленное зеркало 0,2% зеркало-аналог 0,5%
Диффузное рассеивание на l 0,63 мкм: изготовленное зеркало < 0,2% зеркало-аналог 0,4%
Микроструктура слоев у изготовленного зеркала -монокристаллическая, а у зеркала-аналога столбчатая.
Адгезия у изготовленного зеркала и механическая прочность лучше чем у зеркала-аналога.
Изготовленное зеркало и зеркало-аналог выдерживают термоудар от +240 до -196oC.
Лучевая прочность на l 10,6 мкм: изготовленное зеркало 10 кВт/см2, зеркало-аналог -8 кВт/см2.
Для CO2 лазеров изготавливают покрытия с использованием пленкообразующего материала YF3, слои которого имеют высокие внутренние напряжения. При изготовлении такого покрытия предлагаемым способом YF3 напыляют по режиму температуры подложки и времени осаждения, соответствующему BaF2 в примере 1. Зеркало на подложке из ZnSe и четырехслойного покрытия с чередующимися слоями из YF3 и ZnSe выдерживает термоудар от +240 до -196oC.
Пример 2. Пленку меди толщиной 1 мкм, на подложке из Mo изготавливают по температурному режиму, представленному на фиг. 2, где:
Тmax максимальная температура нагрева подложки равна 350oC;
Тн.о. температура начала осаждения меди равна 350oC;
Тк.o. конечная температура подложки при осаждения меди равна 170oC;
Tmin минимальная температура термоцикла равна 80oС;
t1 t2 время напыления слоя меди.
Изготовленное зеркало сравнивалось с зеркалом-аналогом, у которого медное покрытие на подложке из Мо напылено при постоянной температуре равной 140oC. У изготовленного зеркала лучше адгезия меди с молибденом, медная пленка сплошная, без трещин. Отражение на l 10,6 мкм, у изготовленного зеркала равно 99,1% а у зеркала-аналога 98,9%
Пример 3. Для CO2 лазеров на длину волны l 10,6 мкм, на подложке из Мо изготавливают высокоотражающее покрытие, состоящее из слоя меди толщиной 1 мкм, слоя ThF4 толщиной l/4 и слоя ZnSe толщиной l/4. Температурный режим представлен на фиг. 3, где:
Тmax максимальная температура нагрева подложки равна 350oC.
Тн.о. температура начала осаждения слоев равна 350oC;
Тк.о. Cu конечная температура подложки при осаждении 1-го слоя из Cu равна 140oC;
Тк.оThF4 конечная температура подложки при осаждении 2-го слоя из ThF4 равна 170oC;
Tк.о. ZnSe конечная температура подложки при осаждении 3-го слоя из ZnSe равна 180oC;
Tmin минимальная температура термоцикла равна 80oC;
t1 t2 интервал времени напыления 1-го слоя из Cu;
t3 t 4 интервал времени напыления 2-го слоя из ThF4;
t5 t6 интервал времени напыления 3-го слоя из ZnSe.
Таким образом, использование предлагаемого способа изготовления тонкопленочных покрытий обеспечивает по сравнению с существующими способами следующие преимущества: минимальное поглощение и рассеяние излучения, высокую лучевую и термомеханическую прочность за счет получения ненапряженных слоев покрытия с аморфной или монокристаллической структурой.
Литература:
1. Майсел Л. Технология тонких пленок, т. М. Советское Радио, 1977, с. 9.
2. Болошин Ю.А. и др. Разработка и исследование диэлектрических покрытий для импульсных CO лазеров с повышенной лучевой прочностью, ЖТФ, т. 57, 1987, с. 2261 2264.
3. Авторское свидетельство N 1054461, кл. C 30 B 23/02, 1983.
Использование: для изготовления оптических покрытий в микроэлектронике и квантовой электронике. Сущность изобретения: при изготовлении каждого слоя покрытия подложку нагревают до температуры, не превышающей температуру разрушения и изменения структуры материалов подложки и предыдущих слоев покрытия, и охлаждают подложку со скоростью 0,3 - 2oC/с, преимущественно до температуры 50 - l00oC, а осаждение слоя покрытия ведут со скоростью 0,5 - 3 нм/с на охлаждаемую подложку в диапазоне температур, верхней границей которого является критическая температура конденсации осаждаемого материала, а нижней границей - температура, преимущественно 150 - 200oC. 3 ил.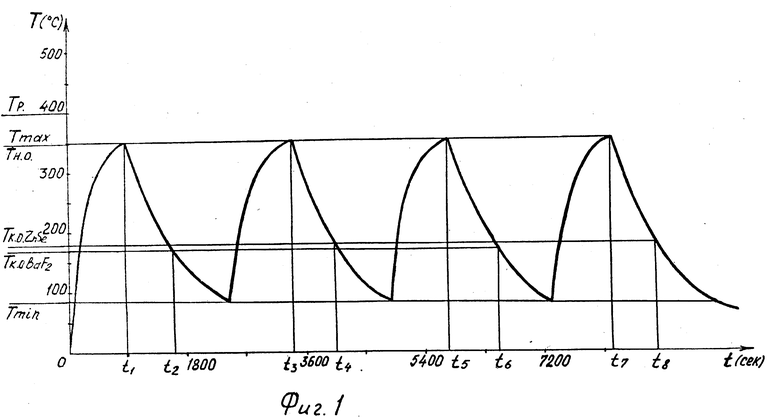
Способ изготовления тонкопленочных покрытий, включающий нагрев подложки, осаждение на нее по меньшей мере одного слоя пленкообразующего материала путем конденсации паров и охлаждение подложки, отличающийся тем, что при изготовлении каждого слоя покрытия подложку нагревают до температуры, не превышающей температуру разрушения и изменения структуры материалов подложки и предыдущих слоев покрытия, и охлаждают подложку со скоростью 0,3 2oС/с преимущественно до температуры 50 100oС, а осаждение слоя покрытия ведут со скоростью 0,5 3 нм/с на охлаждаемую подложку в диапазоне температур, верхней границей которого является критическая температура конденсации осаждаемого материала, а нижней границей температура преимущественно 150 - 200oС.
| SU, авторское свидетельство, 1054461, кл | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |

