Изобретение относится к щеточному производству, в частности к методам изготовления круглых щеток, используемых для чистки поверхностей от нагара, коррозии и для удаления старых лакокрасочных покрытий и их конструкциям.
Известна круглая резино-проволочная щетка, содержащая слои, каждый из которых состоит из расположенных в вулканизуемом резиноподобном материале параллельно и отдельно друг от друга очистных элементов (DE, патент N 2407490, кл. A 46 B 3/04, 1978). Указанное решение принято в качестве ближайшего аналога.
Недостатками известной щетки является получение шероховатой поверхности после обработки такой щеткой из-за того, что все проволочные пучки воздействуют на обрабатываемую поверхность под одним углом, близким к прямому, т. к. они располагаются радиально к оси вращения щетки, в то время как в большинстве случаев после обработки щеткой требуется глянцевая поверхность, например, для нанесения на нее нового лакокрасочного покрытия.
Известен способ изготовления резино-проволочной круглой щетки, заключающийся в получении заготовок из вулканизуемого разиноподобного материала с параллельно и отдельно друг от друга расположенными очистными элементами и сборке заготовок с последующим прессованием и вулканизацией (DE, патент N 2407490, кл. A 46 B 3/04, 1978). Указанное решение принято в качестве ближайшего аналога второго объекта. Недостатком известного способа является его сложность.
Задачей настоящего изобретения является создание конструкции щетки, обеспечивающей качественную очистку поверхности при простой технологии ее изготовления.
Поставленная задача решена за счет того, что в резино-проволочной круглой щетке, содержащей слои, каждый из которых состоит из расположенных в вулканизуемом резиноподобном материале параллельно и отдельно друг от друга очистных элементов, последний представляет собой стальную проволоку или проволочный пучок, а слои расположены между собой с угловым смещением направлений очистных элементов.
Кроме того, поставленная задача решена и за счет того, что в способе изготовления резино-проволочной круглой щетки, заключающемся в получении заготовок из вулканизуемого резиноподобного материала с параллельно и отдельно друг от друга расположенными очистными элементами и сборке заготовок с последующим прессованием и вулканизацией, заготовки получают путем вырубки дискообразных слоев из вулканизуемого резиноподобного материала с параллельно и отдельно друг от друга расположенными очистными элементами, сборку ведут путем наложения одного дискообразного слоя на другой с угловым смещением направлений очистных элементов, а в качестве очистного элемента используют стальную проволоку или проволочный пучок.
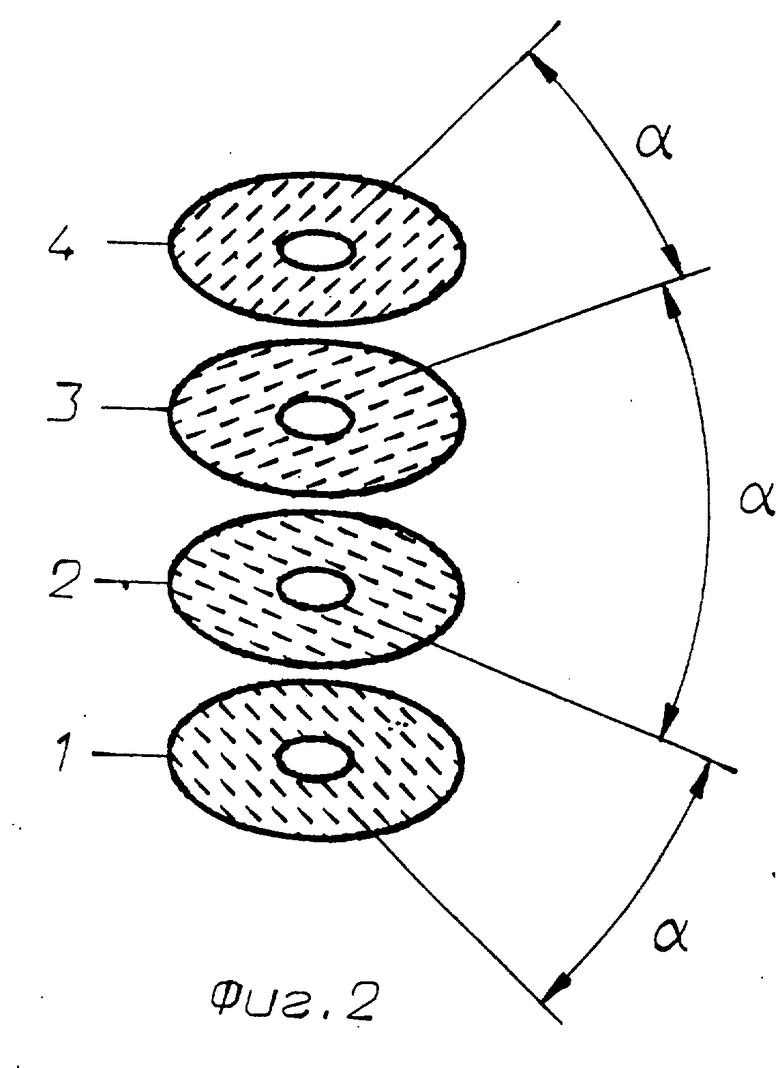
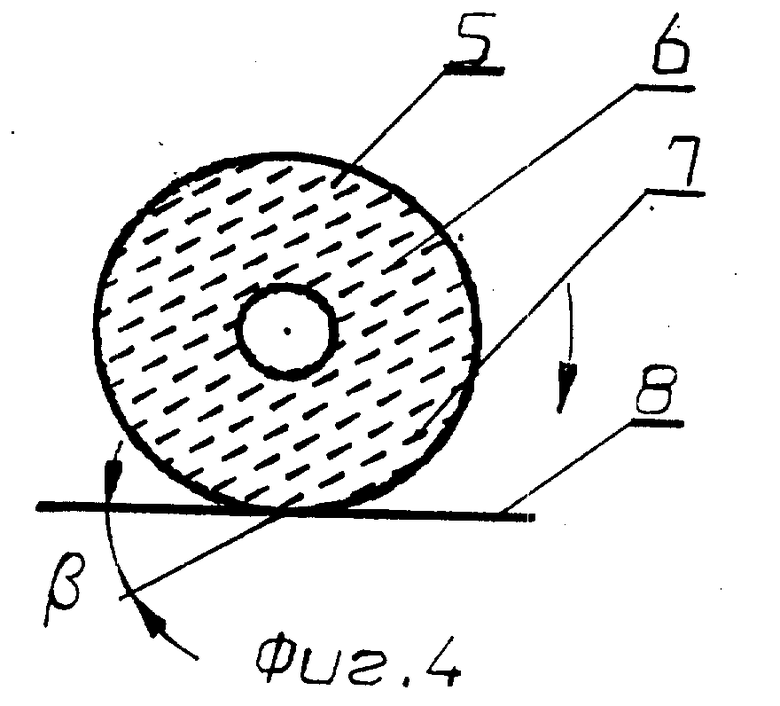
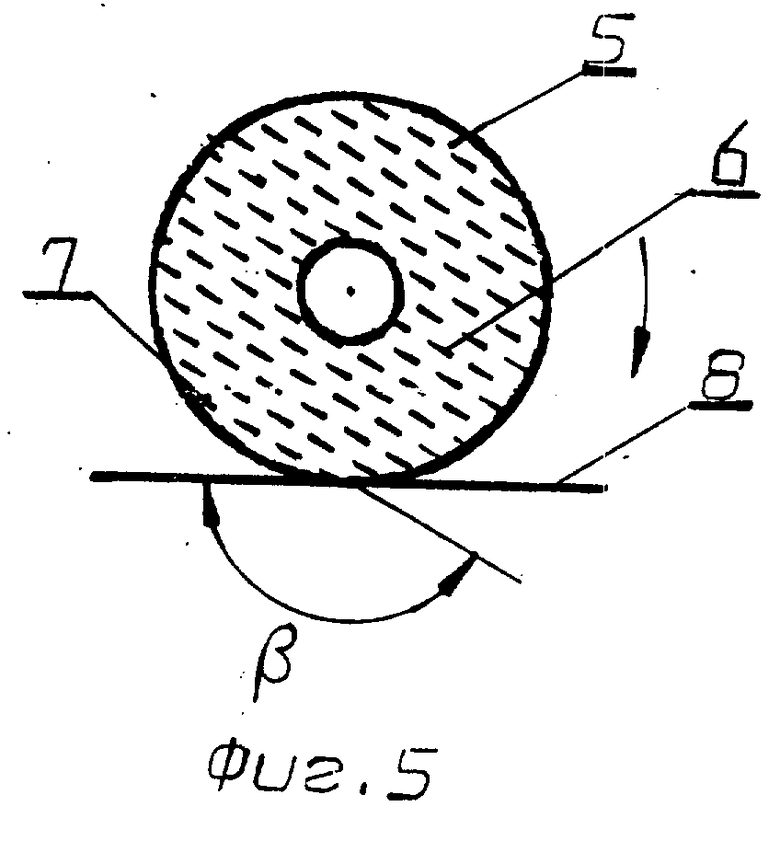
На фиг. 1 изображена предлагаемая щетка в разрезе; на фиг. 2 схема сборки слоев щетки; на фиг. 3 щетка с видом на наружный дискообразный слой в момент взаимодействия с обрабатываемой поверхностью радиально расположенного пучка проволок; на фиг. 4 и 5 то же, в моменты взаимодействия с обрабатываемой поверхностью пучка проволок, смещенных с оси вращения щетки в разных фазах.
Щетка включает в себя свулканизованные слои 1, 2, 3, 4 (фиг. 1) обрезиненных проволок или пучков проволок, содержащие резиновый лист 5 (фиг. 2), в котором параллельно на равном расстоянии друг от друга размещены стальные проволоки или пучки проволок 6, 7, причем слои собраны так, что проволоки каждого слоя расположены между собой под углом α, который практически не должен быть более 45o. Такое расположение проволок 6, 7 в слое позволяет им воздействовать на обрабатываемую поверхность 8 под разными углами b (фиг. 3, 4, 5). Так проволоки 6, расположенные в слое 1, радиально воздействуют на обрабатываемую поверхность 8 под прямым углом (фиг. 3), а проволоки 7, смещенные с оси вращения щетки, воздействуют на обрабатываемую поверхность 8 в зависимости от фаз при вращении под острыми (фиг. 4) и тупыми углами b (фиг. 5). При этом концы проволок под острыми углами стремятся "взрыхлить" обрабатываемую поверхность, а под тупыми углами стремятся как бы "пригладить" взрыхленное место. Таким образом, за один оборот щетки все проволоки дважды воздействуют на обрабатываемую поверхность 8. под разными углами, придавая ей глянцевый вид.
Расположение слоев щетки с угловым смещением направления пучков проволок обеспечивает с одной стороны общую прочность щетки, с другой стороны - равномерный ее износ в процессе эксплуатации и равномерные нагрузки на приводном валу вращающейся щетки.
Способ изготовления круглых резино-проволочных щеток заключается в получении заготовок-слоев путем вырубки на вырубном прессе дискообразных слоев (1, 2, 3, 4) из полотна обрезиненных на многовалковых каландрах проволок, в котором проволоки (пучки) расположены параллельно отдельно друг от друга. Сборку щетки ведут путем наложения одного дискообразного слоя 1 на другой 2, и т.д. в пресс-форме (на чертеже не показана) с угловым смещением направления проволок (пучков). После сборки всех слоев пресс-форму закрывают и щетку вулканизуют на плиточном вулканизационном прессе.
После вулканизации щетку шлифуют по наружной поверхности на круглошлифовальном станке до надежного удаления резиновых наплывов с рабочих концов проволок или пучков.
Таким достаточно простым способом получают резинопроволочные круги щетки, эффективность зачистки которыми, обрабатываемых поверхностей проверена практически.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОЧИСТНАЯ ЩЕТКА | 1992 |
|
RU2041686C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕТКИ ИЗ ПОЛОСКИ ОБРЕЗИНЕННОГО МЕТАЛЛОКОРДА | 1995 |
|
RU2103894C1 |
| ЩЕТКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ | 1998 |
|
RU2136199C1 |
| ИНСТРУМЕНТ ДЛЯ ОЧИСТКИ ПОВЕРХНОСТЕЙ | 2014 |
|
RU2553958C1 |
| УСТРОЙСТВО ДЛЯ ВЗЪЕРОШИВАНИЯ ЗАТЯЖНОЙ КРОМКИ ВЕРХА ОБУВИ | 1992 |
|
RU2069957C1 |
| КАБЕЛЬ СВЯЗИ ПОДВЕСНОЙ | 2017 |
|
RU2673568C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2003 |
|
RU2233737C1 |
| ПОДРЕЛЬСОВАЯ ОПОРА С АМОРТИЗАТОРОМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2432428C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ТРУБЫ | 2020 |
|
RU2773947C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНЫХ ЗАЖИМОВ С ПРОТЕКТОРОМ | 2010 |
|
RU2417496C1 |

Использование: в области очистки поверхностей щетками и технологии их изготовления. Сущность изобретения: резино-проволочная круглая щетка содержит слои, каждый из которых состоит из расположенных в вулканизуемом резиноподобном материале параллельно и отдельно друг от друга очистных элементов. Каждый очистной элемент представляет собой стальную проволоку или проволочный пучок. Слои расположены между собой с угловым смещением направлений очистных элементов. 2 с.п. ф-лы, 5 ил.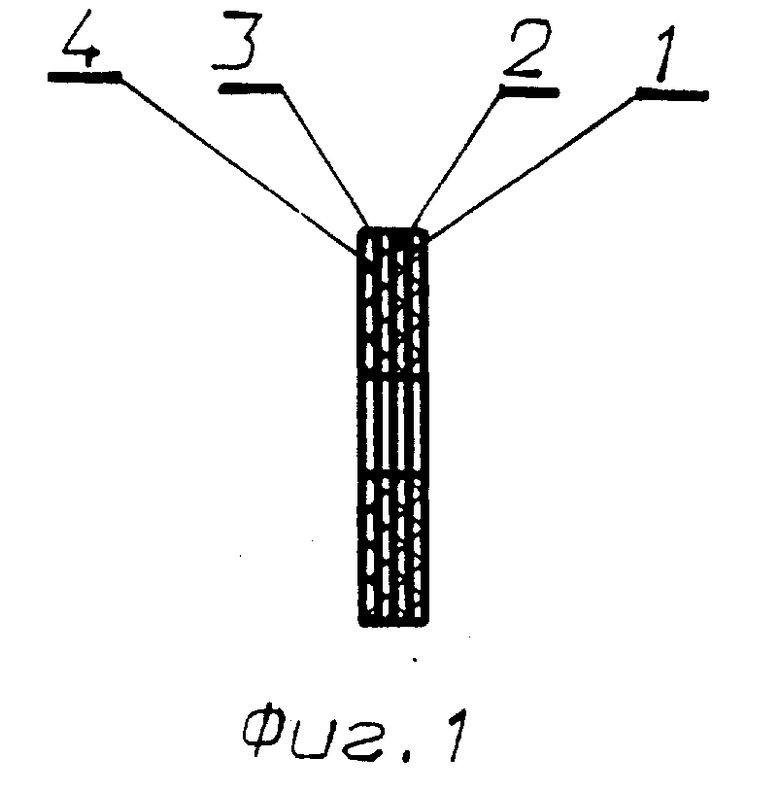
| DE, патент, 2407490, кл | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |

