Изобретение относится к машиностроению, а именно к обработке материалов резанием, и может быть использовано на машиностроительных предприятиях для эффективной отделочной чистовой обработки круглых и плоских поверхностей заготовок из различных материалов, предрасположенных к дефектообразованиям в виде прижогов и микротрещин.
Известен способ чистовой обработки поверхностей вращения шлифованием и поверхностным пластическим деформированием и инструмент для его реализации, состоящий из шлифовального круга, у которого периферийная режущая поверхность выполнена прерывистой, а деформирующие элементы размещены в секторах, величина и угловое расположение которых соответствует секторам впадин периферийной поверхности абразивного круга, обеспечивается прерывание контакта обрабатываемая поверхность - шлифовальный круг, что исключает образование прижогов на обрабатываемой поверхности [1].
Недостатком данного способа является кратковременный срок службы инструмента и невозможность восстановления первоначального диаметра шлифовального круга при его износе. Эксплуатация инструмента потребует восстановления и режущих способностей шлифовального круга, которое достигается неоднократной правкой, а это уменьшает наружный диаметр круга и приводит к потере работоспособности комбинированного инструмента в целом. Единственным решением приведения рабочих поверхностей круга и деформирующих элементов в одну касательную плоскость - это отказ от правки и полная замена шлифовального круга, что значительно удорожает обработку и делает эксплуатацию круга кратковременной и нерентабельной. Кроме того, использование обратного хода как рабочего приводит к излишнему деформированию и шелушению поверхностного слоя, т.е. возникает противоречие: шлифование требует многократных проходов для достижения точности и качества обрабатываемой поверхности, а обработка поверхностно-пластическим деформированием - только одного прохода.
Наиболее близким к изобретению является способ, осуществляемый комбинированным инструментом, содержащим шлифовальный круг с устройством его крепления на оправке и соосно установленным с ним цилиндрическим корпусом, в замкнутом ручье которого размещены рядом друг с другом деформирующие элементы, причем устройство крепления шлифовального круга выполнено в виде смонтированной на оправке с коническим отверстием и наружной сферической поверхностью с двумя лысками, двух пар основных и прижимных сегментов с расположенными между ними полуосями и двух пар основных и прижимных вкладышей, размещенных в корпусе круга, при этом сегменты с полуосями установлены со стороны лысок втулки, а вкладыши - с возможностью контакта со сферической поверхностью втулки, кроме того, шлифовальный круг установлен с возможностью поворота с последующей фиксацией в плоскости, проходящей через ось круга, из условия расположения его рабочей поверхности в одной касательной плоскости с деформирующими элементами [2].
Недостатком известного способа является то, что при использовании обратного хода как рабочего приводит к излишнему деформированию и шелушению поверхностного слоя, т.е. возникает противоречие: шлифование требует многократных проходов для достижения точности и качества обрабатываемой поверхности, а обработка поверхностно-пластическим деформированием - только одного прохода. Это противоречие требует применения специальных способов обработки, например глубинного шлифования, что значительно удорожает процесс и делает эксплуатацию инструмента, реализующего данный способ, нерентабельной.
Задача изобретения - повышение стойкости инструмента, производительности и качества чистовой обработки путем многократного восстановления первоначального диаметра шлифовального круга и обеспечение бесприжогового прерывистого шлифования в комбинации с предварительной получистовой иглообработкой.
Поставленная задача решается с помощью применения предлагаемого способа комбинированной обработки поверхностей вращения, включающего сообщение заготовке и комбинированному инструменту вращательных движений и движения подачи вдоль обрабатываемой поверхности, причем используют игло-абразивно-алмазный комбинированный инструмент с аксиальным смещением в направлении продольной подачи рабочих поверхностей шлифовального круга и иглоинструмента, установленных на оправке с устройством их крепления в виде четырех косых шайб по две с торцов комбинированного инструмента, при этом шлифовальный круг и иглоинструмент установлены с возможностью поворота в плоскости, проходящей через ось комбинированного инструмента, с последующей фиксацией из условия расположения их рабочих поверхностей в одной касательной к ним плоскости.
Кроме того, используют игло-абразивно-алмазный комбинированный инструмент, в котором иглоинструмент содержит шайбу с плоскопараллельными торцами, соосно закрепленное на оправке по меньшей мере одно кольцо, по концентрическим окружностям которого выполнены отверстия, смещенные относительно друг друга в радиальной плоскости, и установленные в них U-образные пучки проволочного ворса, причем боковые поверхности пучков ворса, расположенных в первом от оси оправки ряду, контактируют с основанием и боковыми поверхностями пучков ворса последующих рядов, а расстояние L между осями отверстий, начиная с последующего после первого от оси оправки ряда, равно L=(2, 3, 4,...i)·d, где d - диаметр пучков проволочного ворса; i - порядковый номер концентрической окружности.
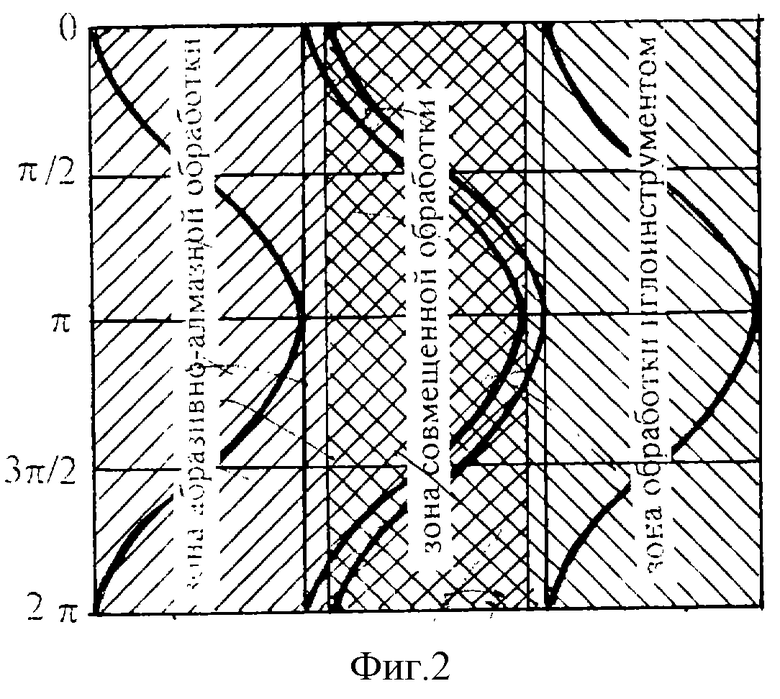
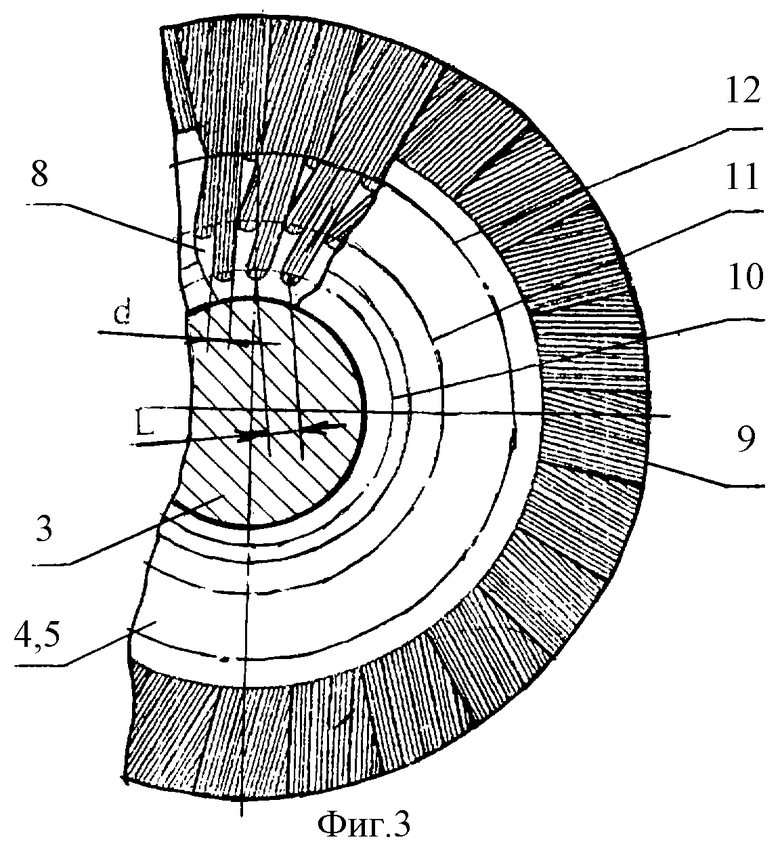
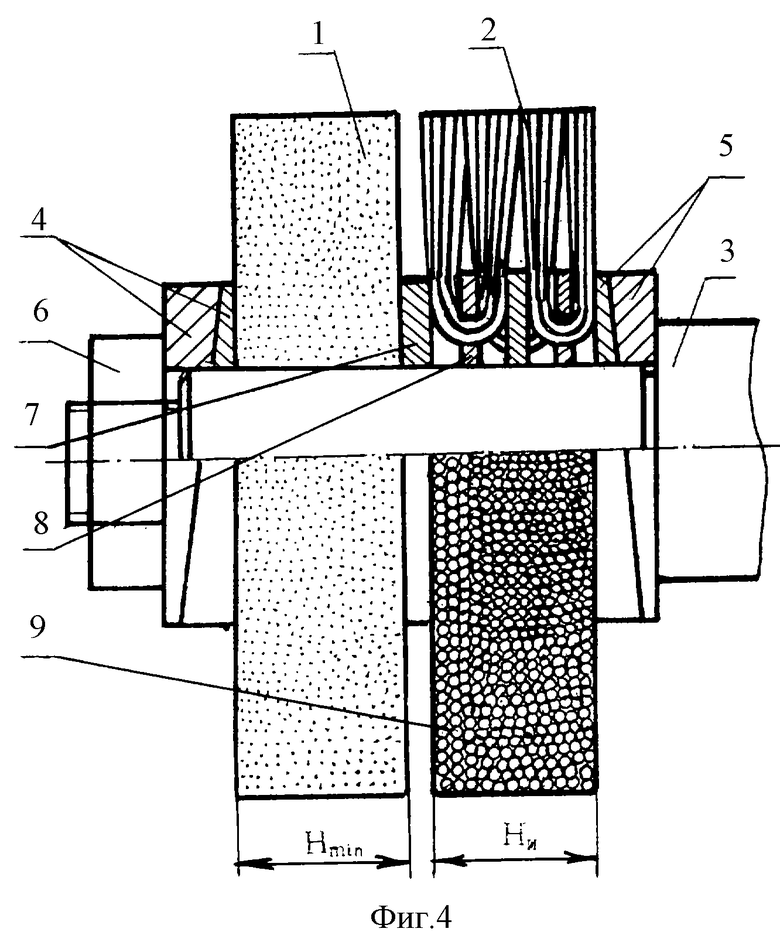
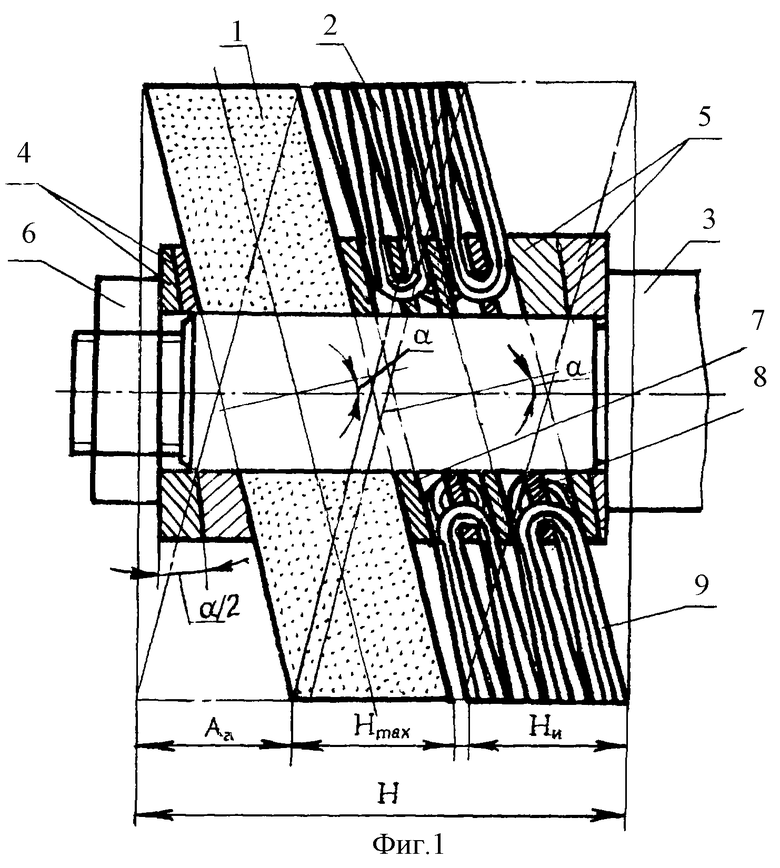
На фиг.1 изображена конструкция инструмента для реализации предлагаемого способа комбинированной игло-абразивно-алмазной обработки с максимальным углом наклона шлифовального круга и иглоинструмента к плоскости, перпендикулярной продольной оси; на фиг.2 - развертка следа комбинированного инструмента на обрабатываемой поверхности; на фиг.3 - вид сбоку, справа на фиг.1; на фиг.4 изображена конструкция игло-абразивно-алмазного комбинированного инструмента с нулевым углом наклона шлифовального круга и иглоинструмента к плоскости, перпендикулярной продольной оси.
Предлагаемый способ предназначен для комбинированной игло-абразивно-алмазной обработки поверхностей вращения, при котором заготовке и игло-абразивно-алмазному комбинированному инструменту с расположенными в нем шлифовальным кругом 1 с устройством крепления на оправке и соосно установленным иглоинструментом 2 сообщают вращательные движения и движение подачи вдоль обрабатываемой поверхности.
Способ может быть использован и при плоском шлифовании периферией комбинированного инструмента.
Шлифовальный круг 1 имеет некоторые особенности его крепления на оправке 3 и соосно установлен с иглоинструментом 2. Устройство крепления шлифовального круга 1 выполнено в виде четырех косых шайб 4 и 5 попарно с торцов комбинированного инструмента и гайки 6. При этом шлифовальный круг 1 установлен с возможностью поворота на угол α с последующей фиксацией в плоскости, проходящей через ось инструмента, из условия расположения его рабочей поверхности в одной касательной плоскости с иглоинструментом 2. Такая установка круга 1 и плавное регулирование его угла наклона возможна благодаря относительному развороту одной косой шайбы 4, 5 относительно другой в каждой паре относительно оси вращения. Угол между непараллельными торцами косых шайб 4, 5 при этом должен быть равен α/2, где α - максимальный угол поворота круга и иглоинструмента относительно продольной оси.
Иглоинструмент 2 также установлен с возможностью поворота на угол α с последующей фиксацией в плоскости, проходящей через ось инструмента, из условия расположения его рабочей поверхности в одной касательной плоскости с шлифовальным кругом 1. Иглоинструмент 2 содержит шайбу 7 с плоскопараллельными торцами и соосно закрепленное на оправке по меньшей мере одно кольцо 8 [3]. По концентрическим окружностям кольца 8 выполнены отверстия, смещенные относительно друг друга в радиальной плоскости с установленными в них U-образными пучками проволочного ворса 9. Боковые поверхности пучков 9 ворса, расположенных в первом от оси оправки ряду 10, контактируют с основанием и боковыми поверхностями пучков ворса последующих рядов 11 и 12, при этом расстояние L между осями отверстий, начиная с последующего после первого от оси оправки ряда, равно L=(2, 3, 4,...i)·d, где d - диаметр пучков проволочного ворса; i - порядковый номер концентрической окружности.
В среднем ряду 11 между отверстиями расположен пучок проволоки внутреннего ряда 10, т.е. расстояние между осями отверстий среднего ряда 11 равно 2d, при этом боковые поверхности пучков внутреннего ряда 10 контактируют с боковой поверхностью и основанием пучков среднего ряда 11. В наружном ряду 12 между отверстиями расположены два пучка проволоки (внутреннего и среднего рядов), которые контактируют между собой, с основанием и боковой поверхностью пучков наружного ряда 12.
Благодаря наличию зазора между пучками проволоки внутреннего ряда и цилиндрической поверхностью оправки 3 центрирование пучков проволоки всех рядов эффективно осуществляется с помощью косой шайбы 4, 5.
Для предотвращения проворачивания колец 8 относительно оправки 3 или относительно друг друга они могут быть зафиксированы усилием сжатия гайки 6, шлицами на цилиндрической поверхности оправки 3, установочными штифтами и т.п.
Способ комбинированной игло-абразивно-алмазной обработки осуществляется следующим образом.
Игло-абразивно-алмазный инструмент закрепляется на шпинделе кругло- или внутришлифовального станка, приводится во вращение и подводится к обрабатываемой поверхности, затем включается движение подачи вдоль обрабатываемой поверхности. При вступлении первым в работу иглоинструмента 2 усилие резания передается через косые шайбы 4, 5 кольцам 8 и пучкам 9 проволоки всех рядов, концы которой осуществляют резание обрабатываемой поверхности.
Благодаря наличию определенного смещения отверстий наружного ряда относительно отверстий внутреннего и среднего рядов осуществляется взаимная фиксация пучков проволоки под строго определенным углом к обрабатываемой поверхности, что обеспечивает их незначительный изгиб при обработке и оптимальные положительные углы резания, т.е. пучки внутреннего ряда опираются при работе на основание пучков наружного ряда. которые, в свою очередь, опираются на боковые поверхности внутреннего ряда, что обеспечивает их строго определенное положение при работе, повышая производительность и осуществляя более эффективное резание.
Вслед за иглоинструментом 2 в работу вступает шлифовальный круг 1, который, соприкасаясь периферийным аксиально-смещенным режущим слоем круга, установленного под углом к оси вращения, снимает оставшийся припуск, производя окончательную чистовую обработку.
Аксиально-смещенный режущий слой иглоинструмента 2 и близлежащий аксиально-смещенный режущий слой шлифовального круга 1 исключают образование прижогов на поверхности обработки, обеспечивают непрерывность получистового и чистового резания поверхности изделия, уменьшают шероховатость обработанной поверхности, при этом гасятся колебания и ликвидируются вибрации комбинированного инструмента.
По мере износа шлифовального круга он уменьшается в диаметре и подвергается правке, при этом иглоинструмент 2 также будет изнашиваться в такой же степени. Это происходит потому, что скорость резания комбинированным инструментом выбирается в зависимости от режущих свойств алмазно-абразивного круга, которая на порядок выше, чем лезвийная обработка. Поэтому износ торцов пучков проволоки, который также зависит от материала проволоки иглоинструмента, экспериментально подбирается равный износу алмазно-абразивного круга.
С уменьшением диаметра инструмента уменьшается скорость резания и производительность обработки. С целью сохранения первоначальной скорости и производительности способа желательно восстанавливать первоначальный размер комбинированного инструмента. Это свойство обеспечивается данным способом.
Для регулировки размера наружного диаметра инструмента в радиальном направлении и восстановления первоначального размера поворачивают шлифовальный круг и иглоинструмент, уменьшая угол α, с помощью проворота одной косой шайбы относительно другой в каждой паре шайб на одинаковый угол.
Величину элементарного угла αt, на который надо повернуть круг, чтобы восстановить первоначальный диаметр, определяют по формуле αt=arc cos D/(D+2t), где D - наружный рабочий диаметр комбинированного инструмента; t - толщина снимаемого абразивно-алмазного слоя за одну правку.
Максимальный угол наклона α круга и иглоинструмента назначают из условия непрерывной зоны шлифования при одном обороте круга, т.е. амплитуда осцилляции Аa должна быть не более высоты круга Hmin, и определяют по формуле α=arc sin (Нmin/D), где Hmin - высота шлифовального круга.
После длительной работы и затупления алмазно-абразивных зерен и засаливания круга, а также после каждой регулировки комбинированного инструмента необходимо осуществлять его правку целесообразно методом шлифования, а именно принудительным вращением правящего инструмента - алмазного ролика.
По мере износа шлифовального круга и уменьшения угла наклона с каждой последующей правкой ширина шлифования будет уменьшаться с Hmax до Hmin.
При работе по способу игло-алмазно-абразивной обработки комбинированным инструментом можно различить несколько зон обработки: зону предварительной обработки иглоинструментом; переходную зону совмещенной прерывистой обработки, где одномоментно попеременно прерывисто производится резание иглами и абразивно-алмазными зернами; зону окончательной чистовой абразивно-алмазной обработки (фиг.2).
В переходной зоне вслед за иглорезанием, где поверхностный обрабатываемый слой разогревается, производится абразивно-алмазная обработка с меньшими энергозатратами и эффективным снижением высоты микронеровностей.
Пример. На внутришлифовальном станке мод. 3К228В обрабатывали сквозное отверстие диаметром 60Н7(+0,03) мм и длиной 6 мм. Параметр шероховатости обрабатываемой поверхности Ra=0,63 мкм, припуск на сторону - 0,3 мм, материал заготовки - сталь 45, закаленная, твердость HRC 45. Станок оснащен устройством для активного контроля обрабатываемых заготовок. Комбинированный инструмент состоял из шлифовального круга и иглоинструмента. Полная характеристика круга, рекомендованная для этой стали, 24А25ПС25К8А. Диаметр комбинированного инструмента 50 мм. Иглоинструмент из светлой канатной проволоки диаметром 1,0 мм, высшей марки - В, т.т. - по ГОСТ 3241-60, ГОСТ 3062-69. Охлаждающая жидкость - эмульсия. Угол наклона α=10°, амплитуда при этом составляла Аа=8 мм. Режимы резания: частота вращения инструмента - 13000 мин-1; частота вращения, заготовки - 200 мин-1; продольная подача - 0,008 мм/дв.ход.
Для обеспечения необходимого качества и размерной точности обработки потребовалось основного времени То=0,6 мин, это в два раза быстрее, чем при обычном шлифовании.
Предлагаемый способ, реализуемый комбинированным инструментом, осуществляется на режимах резания, назначаемых из условий абразивно-алмазной обработки, которые на порядок выше, чем при лезвийной обработке, обеспечивает более высокое качество игло-абразивно-алмазной обработки, увеличивает производительность и срок службы инструмента более чем в 2 раза.
Комбинированный игло-абразивно-алмазный способ, осуществляемый инструментом с аксиально-смещенным режущим слоем, снижает вероятность образования прижогов и микротрещин на поверхности изделия, обеспечивает непрерывность получистовой и чистовой обработки, исключает колебания и вибрации инструмента и уменьшает шероховатость обработанной поверхности.
Источники информации, принятые во внимание:
1 А.с. СССР 1296391, МКИ В 24 D 5/00, 1987.
2 Патент РФ 2100177, МКИ В 24 В 45/00, 39/02, В 24 D 5/02. Комбинированный инструмент. Степанов Ю.С., Афанасьев Б.И. и др. Заяв. 96101389/02, заявл. 23.01.96, опубл. 27.12.97. Бюл. №36 - прототип.
3 А.с. СССР 1489710, МКИ А 46 В 7/10. Щетка для очистки металлических поверхностей. / Крюков В.В. Заяв. №4329523/27-12, завл. 17.11.87, опуб. 30.06.89. Бюл. №24.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИГЛО-АБРАЗИВНО-АЛМАЗНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2236934C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ИГЛОШЛИФОВАЛЬНЫМ ИНСТРУМЕНТОМ С ПРЕРЫВИСТОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2228128C1 |
| ИГЛО-АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239543C1 |
| КОМБИНИРОВАННЫЙ ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239547C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2239534C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОШЛИФОВАНИЯ | 2003 |
|
RU2239538C1 |
| ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ С ПРЕРЫВИСТОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2228127C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2253561C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2004 |
|
RU2252854C1 |
| КОМБИНИРОВАННЫЙ ИГЛОАБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2237571C1 |
Изобретение относится к области машиностроения и может быть использовано для эффективной отделочной чистовой обработки круглых и плоских поверхностей заготовок из различных материалов, предрасположенных к дефектообразованиям в виде прижогов и микротрещин. Для осуществления способа заготовке и комбинированному инструменту сообщают вращательные движения и движение подачи вдоль обрабатываемой поверхности. При этом используют игло-абразивно-алмазный комбинированный инструмент с аксиальным смещением в направлении продольной подачи рабочих поверхностей шлифовального круга и иглоинструмента. Последние располагают на оправке с устройством их крепления в виде четырех косых шайб, по две с каждого торца инструмента. Шлифовальный круг и иглоинструмент установлены с возможностью поворота в плоскости, проходящей через ось комбинированного инструмента, с последующей фиксацией из условия расположения их рабочих поверхностей в одной касательной к ним плоскости. Такие действия повышают стойкость инструмента, качество и производительность из-за многократного восстановления первоначального диаметра инструмента и ведения обработки на повышенных режимах резания. 1 з.п. ф-лы, 4 ил.
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2100177C1 |
| Устройство для обработки поверхности | 1985 |
|
SU1493248A1 |
| SU 1489710 A1, 30.06.1989 | |||
| Справочная книга по отделочным операциям в машиностроении | |||
| /Под ред | |||
| И.Г | |||
| Космачева | |||
| Лениздат, 1968, с | |||
| СПОСОБ ПОЛУЧЕНИЯ ПРОДУКТОВ КОНДЕНСАЦИИ ФЕНОЛОВ С ФОРМАЛЬДЕГИДОМ ИЛИ ЕГО ПОЛИМЕРАМИ | 1925 |
|
SU513A1 |
| US 1976233 А, 28.10.1929. | |||

