Изобретение относится к щеточному производству и позволяет использовать для этого отходы обрезиненного металлокорда, в частности при производстве шин.
Известен способ изготовления щеток, в котором пучки щетины размещают так, что ее концы проходят в форму, в которой получают основание щетки путем ввода в нее быстротвердеющего жидкого полимера (GB, патент, 2173996, кл. A 46 B 3/04, 1985).
Недостатками известного способа являются ограниченность его жидкими свойствами материала основания щетки, в связи с этим невозможность для использования при переработке отходов обрезиненного металлокорда.
Известен также способ изготовления щеток, в котором щеточную колодку подвергают нагреванию в зоне размещения пучка щетины до размягчения, после чего вставляют пучки.
Недостатком данного способа изготовления щеток является его сложность и также невозможность для использования при переработке отходов обрезиненного металлокорда (EP, 0273117, кл. A 46 B 3/04, 1986).
Известен также способ изготовления щеток, в котором из прорезиненного металлокорда в виде полосок скручивается спиралеобразно полый цилиндр с проходящими параллельно оси пучками проволочек для получения торцевой цилиндрической щетки, а для получения конической и дисковой щеток спиралеобразный полый цилиндр расширяют с одного торца до состояния полого конуса или шайбы (DE, патент, 2407490, кл. A 46 B 3/04, 1974).
Недостатком последнего известного способа изготовления является ограниченность его безворсовыми конструкциями получаемых щеток.
Резино-проволочные щетки различных конструкций с обнаженным ворсом предлагается получать по способу для изготовления резино-проволочных щеток, заключающемуся в получении заготовок путем резки полотна обрезиненного металлокорда на полоски и послойной сборке их с последующей вулканизацией, где перед сборкой заготовок удаляют резину с части ширины полоски обрезиненного металлокорда для образования длины оголенного ворса щетки.
Для выполнения самой сложной операции способа по удалению резины предлагается устройство для изготовления щетки.
Ближайшим аналогом предложенного устройства является устройство для изготовления щетки из полоски обрезиненного металлокорда, содержащее средство для удаления резины, выполненное в виде установленного с возможностью вращения ротора (US, патент, 2984053, кл. A 46 B 7/10, 1961). Однако известное устройство имеет невысокую производительность.
Задачей настоящего изобретения является повышение производительности устройства.
Указанная задача решается за счет того, что устройство для изготовления щетки из полоски обрезиненного металлокорда, содержащее средство для удаления резины, выполненное в виде установленного с возможностью вращения ротора, снабжено средством для защемления полоски обрезиненного металлокорда по поверхности, не подлежащей удалению резины, и механизмом перемещения средства для защемления полоски обрезиненного металлокорда относительно средства для удаления резины, а средство для удаления резины содержит дополнительный вращающийся ротор, при этом роторы установлены с возможностью вращения навстречу друг другу, каждый ротор состоит из набора чередующихся дисковых фрез, отличающихся между собой диаметрами на толщину пучка металлокорда и толщиной - толщина фрез меньшего диаметра равна толщине пучка металлокорда, а толщина фрез большего диаметра равна ширине промежутка между пучками металлокорда, причем роторы снабжены механизмом их сведения и разведения и средствами для их очистки.
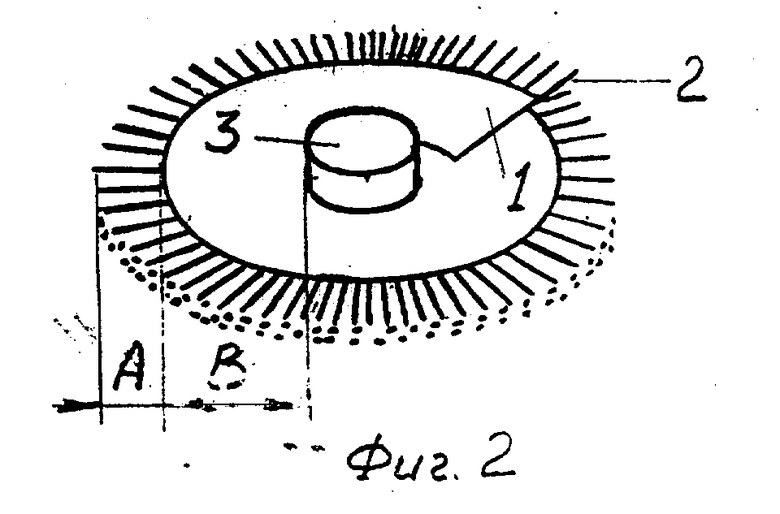
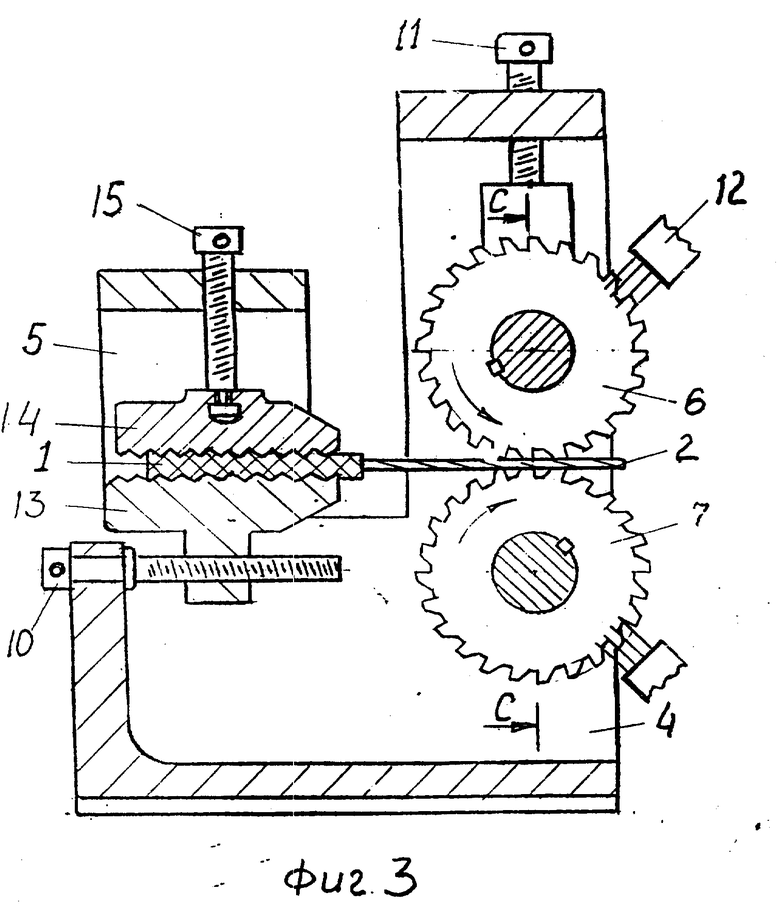
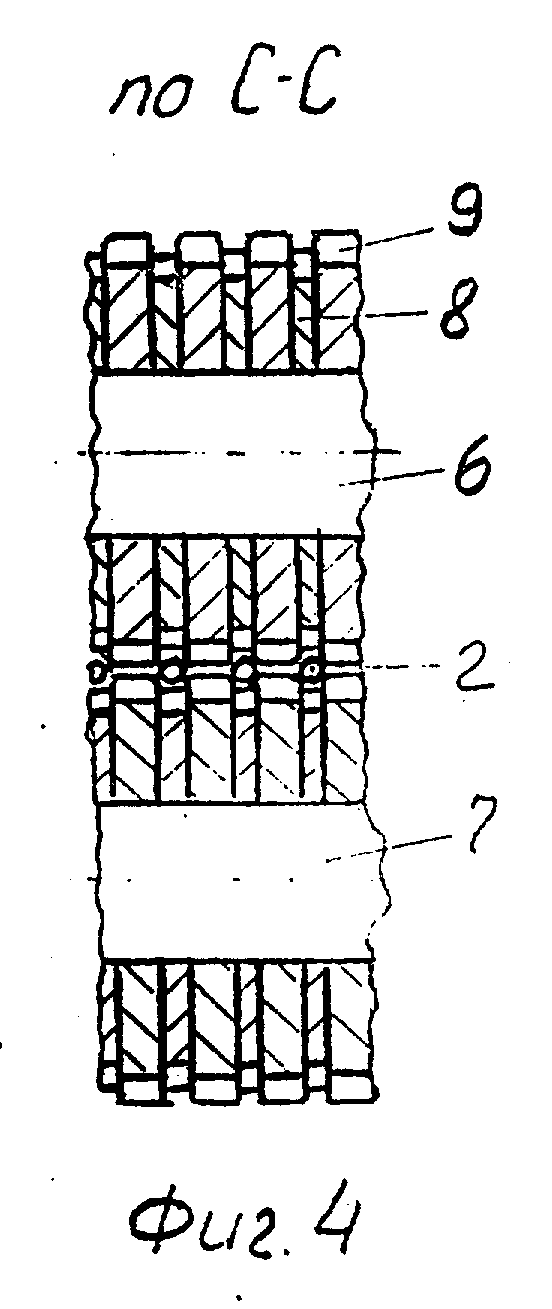
На фиг. 1 изображена щетка в разрезе по основанию; на фиг. 2 - схема сборки круглой щетки; на фиг. 3 - устройство для изготовления щеток, общий вид, разрез; на фиг. 4 - сечение С-С на фиг. 3 по роторам.
Способ изготовления резино-проволочных щеток заключается в получении заготовок путем резки, например, на гильотинах, полотна обрезиненного металлокорда на полоски поперек пучков металлокорда и удаления резины с части ширины А полоски 1 для образования длины оголенного ворса 2 щетки и в послойной сборке щетки путем наложения одной полоски на другую с последующей вулканизацией щетки в форме на плиточном вулканизационном прессе или в котле.
Некруглые щетки получают простым наложением одного слоя на другой, при этом из обрезиненной части В (фиг.1) формируется ручка - основание щетки, а при сборке круглых щеток используют оправки 3 (фиг.2), которые участвуют в формировании крепежных элементов в основании щетки В.
Определенную сложность по данному способу представляет операция по удалению резины с части ширины А полоски 1 обрезиненного металлокорда с повышенной степенью адгезии сырой резины к металлу, поэтому как неотъемлемая часть способа изготовления предлагается устройство для его осуществления, включающее в себя совокупность механизмов для удаления резины с части ширины полоски обрезиненного металлокорда.
Устройство содержит (фиг.3, 4) станину 4, на которой смонтирована каретка 5, средство для защемления полоски 1 обрезиненного металлокорда, два вращающихся навстречу друг другу ротора 6 и 7, каждый из которых состоит из набора чередующихся дисковых фрез 8 и 9, механизм 10 перемещения каретки 5 относительно роторов 6 и 7, механизм 11 разведения и сведения роторов 6 и 7 и средства 12 для очистки роторов 6 и 7 (например, щетки с ворсом). Фрезы 8 и 9 роторов 6 и 7 отличаются между собой диаметрами на толщину пучка 2 металлокорда и толщинами: толщина фрез 8 меньшего диаметра равна толщине пучка 2 металлокорда, а толщина фрез 9 большего диаметра равна ширине промежутка между пучками 2 металлокорда (фиг.4).
Фрезы 8 меньшего диаметра ротора 6 должны быть расположены в одной плоскости с аналогичными фрезами ротора 7 также, как и фрезы 9 большего диаметра.
Средство для защемления полоски 1 обрезиненного металлокорда снабжено челюстями 13 и 14 и механизмом 15 для сжатия и разведения этих челюстей на каретке 5.
Длины роторов 6, 7 и челюсти 13 и 14 должны быть не менее длины обрабатываемых полосок обрезиненного металлокорда.
Работает устройство следующим образом.
В исходном положении роторы 6, 7 и челюсти 13 и 14 разведены. Полоску 1 обрезиненного металлокорда необходимой ширины для заданной щетки закладывают между челюстями 13 и 14 по поверхностям полоски, не подлежащим удалению резины, так, чтобы пучки 2 металлокорда расположились в плоскостях фрез 8 с малыми диаметрами. Механизмом 15 защемляют полоску 1 в челюстях 13 и 14, а механизмом 10 перемещают каретку 5 средства защемления до совпадения линии, определяющей границу удаления резины на полоске 1, с зубцами фрез 8 и 9. Включают привод (на чертеже не показан) роторов 6 и 7, механизмом 11 сводят ротор 6 с ротором 7 так, чтобы фрезы 9 ротора 6 не касались фрез 9 ротора 7, а механизмом 10 перемещают полоску 1, пока не будет удалена резина с заданной части ширины полоски 1, после чего выключают привод роторов 6 и 7, разводят их механизмом 11, механизмом 15 разводят челюсти 13 и 14, снимают заготовку полоски 1 и направляют ее на сборку щетки по предлагаемому способу.
Вращающиеся навстречу друг другу роторы 6 и 7 зубцами фрез 8 и 9 удаляют резину с пучков металлокорда в основном двумя (сверху и снизу) едиными массами, однако возможны случаи попадания отдельных частичек резины между зубцами фрез, которые удаляются ворсистыми металлическими щетками, изготовленными, например, по предлагаемому способу средств 12.
Предлагаемое техническое решение позволяет в очень большой степени экологически утилизировать отходы обрезиненного металлокорда.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматическая радиальная легковая шина (варианты) | 2022 |
|
RU2797706C1 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2809312C1 |
| КРУГЛАЯ РЕЗИНОПРОВОЛОЧНАЯ ЩЕТКА "ВОЛТАЙР" И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2098001C1 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2802826C1 |
| ЦИЛИНДРИЧЕСКАЯ ЩЕТКА | 1996 |
|
RU2098992C1 |
| Пневматическая радиальная высокоскоростная шина (варианты исполнения брекерно-протекторной части) | 2024 |
|
RU2828340C1 |
| Устройство очистки регистров | 2021 |
|
RU2776571C1 |
| Электромаховичный двигатель Белашова | 1990 |
|
SU1831751A3 |
| Пневматическая радиальная высокоскоростная шина (варианты исполнения каркаса) | 2024 |
|
RU2834911C1 |
| ЩЕТКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ | 1998 |
|
RU2136199C1 |
Сущность изобретения: устройство для изготовления щетки из полоски обрезиненного металлокорда содержит средство для удаления резины, выполненное в виде установленных с возможностью вращения роторов, средство для защемления полоски обрезиненного металлокорда по поверхности, не подлежащей удалению резины, и механизмом перемещения средства для защемления полоски обрезиненного металлокорда относительно средства для удаления резины. Каждый ротор состоит из набора чередующихся дисковых фрез, отличающихся между собой диаметрами и толщиной. 4 ил.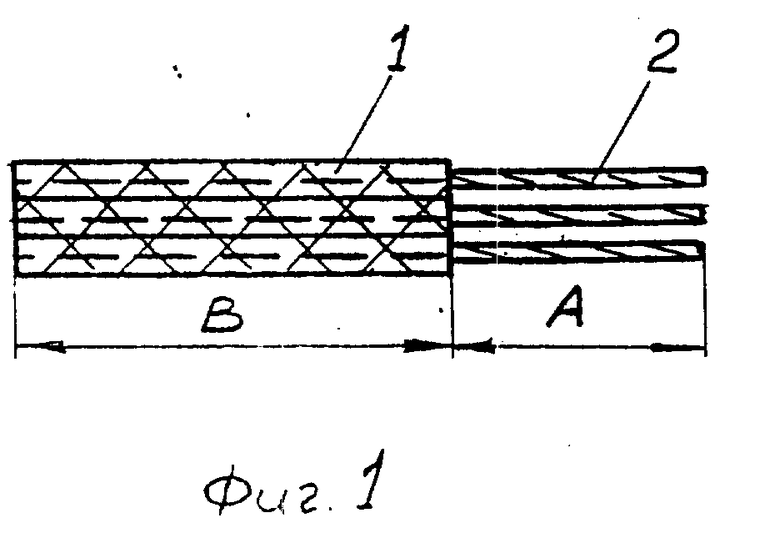
Устройство для изготовления щетки из полоски обрезиненного металлокорда, содержащее средство для удаления резины, выполненное в виде установленного с возможностью вращения ротора, отличающееся тем, что оно снабжено средством для защемления полоски обрезиненного металлокорда по поверхности, не подлежащей удалению резины, и механизмом перемещения средства для защемления полоски обрезиненного металлокорда относительно средства для удаления резины, а средство для удаления резины содержит дополнительный вращающийся ротор, при этом роторы установлены с возможностью вращения навстречу друг другу, каждый ротор состоит из набора чередующихся дисковых фрез, отличающийся между собой диаметрами на толщину пучка металлокорда и толщиной толщина фрез меньшего диаметра равна толщине пучка металлокорда, а толщина фрез большего диаметра равна ширине промежутка между пучками металлокорда, причем роторы снабжены механизмом их сведения и разведения и средствами для их очистки.
| US, патент, 2984053, кл | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |

