Изобретение относится к технике очистки газов и может быть использовано в химической, металлургической, нефтеперерабатывающей, нефтехимической и других отраслях промышленности для очистки газов в электрофильтрах.
Известен полимерный коронирующий электрод, состоящий из несущей части в виде полимерных полос, имеющих прорези, в которые вставлены полимерные гребенки. Гребенки снабжены язычками, с помощью которых они крепятся к полосе [1]
Недостатком известного коронирующего электрода является невысокая надежность электрических контактов между гребенками и несущей частью, что снижает эффективность электрофильтра.
Наиболее близким к заявляемому техническому решению является коронирующий электрод электрофильтра, содержащий несущую часть, выполненную из металлической трубы, и коронирующую часть, состоящую из полимерной оболочки в виде трубы из электропроводящего полимерного материала. К полимерной оболочке приварены ребра, вырезанные из лент полимерного материала, на которых методом штамповки образуют зубья-выступы. Между несущей частью и полимерной оболочкой по всему периметру имеется зазор, который обеспечивает скольжение полимерной оболочки вдоль несущей части из-за разности коэффициентов термического расширения материалов оболочки и несущей части. Для этого в зазоре перпендикулярно несущей части установлены направляющие скольжения. К нижнему торцу полимерной оболочки приварена заглушка для исключения попадания агрессивной среды с торца электрода [2]
Недостатком известного коронирующего электрода является сложность изготовления электрода и недостаточная надежность его работы из-за приварки ребер и заглушки к полимерной оболочке, что отрицательно сказывается на стабильности электрических характеристик электрофильтра в целом в процессе его эксплуатации.
Цель изобретения повышение эффективности очистки газов за счет исключения застойных зон на поверхности электрода (несущая часть), устранения шламовых отложений, надежность и простота изготовления коронирующего электрода электрофильтра.
Поставленная цель достигается тем, что в известном коронирующем электроде электрофильтра, включающем несущую часть и коронирующую часть из электропроводящего полимерного материала с зубьями-выступами, несущая часть выполнена в виде ребер, расширяющихся к оси электрода по их высоте, плавно соединенных в максимально расширяющейся части и образующих единое тело с технологическим отверстием в центре, причем несущая часть изготовлена заодно с коронирующей частью, размещенной на вершине ребер, при соотношении диаметров окружности, описанной вокруг ребер, окружности вписанной в максимально расширяющуюся часть ребер, и технологического отверстия (3-10):(1,5-2,5):1. Весь коронирующий электрод выполнен из электропроводящего полимерного материала.
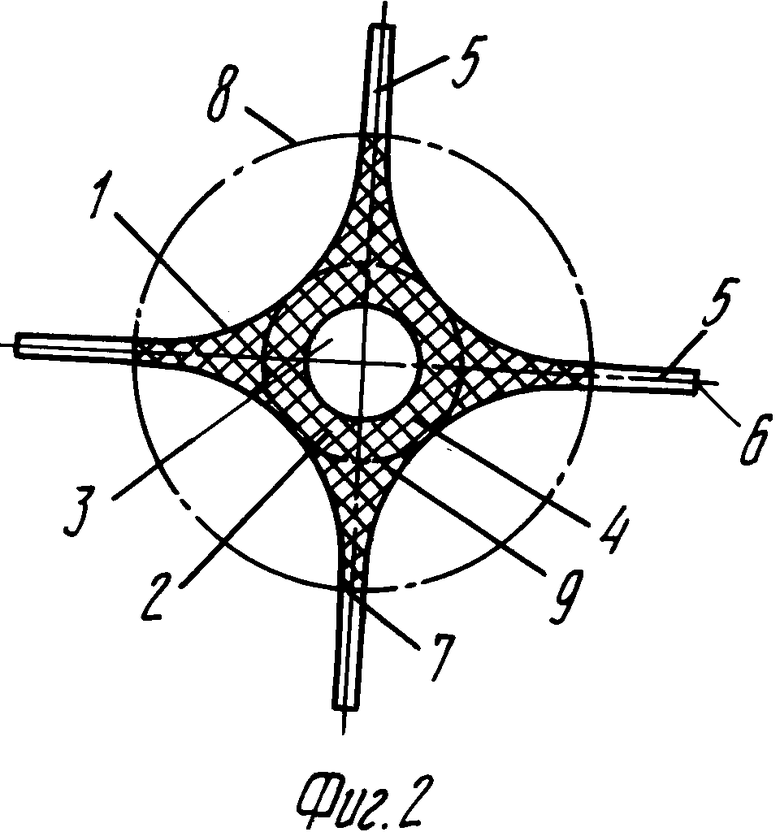
На фиг. 1 изображен коронирующий электрод (общий вид); на фиг. 2 - сечение А-А на фиг. 1.
Коронирующий электрод состоит из несущей части 1, которая выполнена в виде ребер, расширяющихся к оси электрода по их высоте, плавно соединенных в максимально расширяющейся части 2, технологического отверстия 3 в центре единого тела 4 несущей части 1, коронирующей части 5 с зубьями-выступами 6, размещенной на вершине 7 ребер несущей части 1. Несущая часть 1 изготовлена заодно с коронирующей частью 5 электрода. Ребра несущей части 1 описаны окружностью 8, окружность 9 вписана в максимально расширяющуюся часть 2 ребер.
Коронирующий электрод электрофильтра работает следующим образом.
От источника постоянного тока на коронирующий электрод подается напряжение относительно осадительного электрода. На остриях зубьев-выступов 6 коронирующей части 5 создается незавершенный коронный разряд отрицательного знака. Образовавшиеся под действием приложенного напряжения в зоне коронирующей части 5 отрицательно заряженные носители тока перемещаются в электрическом поле в сторону осадительного электрода, увлекая за собой частицы пыли и влаги, содержащиеся в очищаемом газе, и осаждают их на поверхности осадительного электрода. Рабочее напряжение, подаваемое на электрод, 40-55 кВ, ток коронного разряда 150-250 мА.
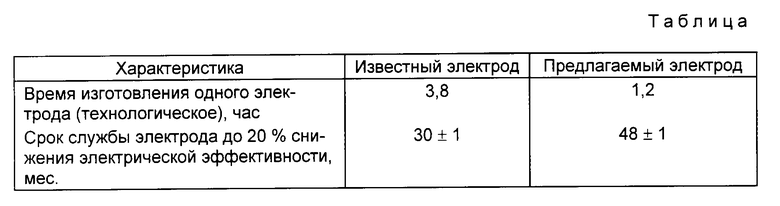
Сравнительные характеристики предлагаемого коронирующего электрода и известного представлены в таблице. За технологическое время изготовления принята сумма затрат времени на последовательное проведение всех технологических операций по изготовлению отдельных деталей коронирующего электрода и их окончательную сборку в готовое изделие.
Срок службы коронирующего электрода определен экспериментально в процессе испытаний. В качестве порогового значения принято 20% снижение электрической эффективности, вызванное деструкцией материала и потерей механических свойств, при котором электрод подвергается ремонту или заменяется на новый.
Из нижеприведенной таблицы видно, что предлагаемый электрод по сравнению с известным позволяет:
снизить затраты времени на изготовление в 3 раза, при этом уменьшить количество технологических операций до 2 (в известном 7);
увеличить срок службы электрода в 1,6 раза в результате повышения надежности его работы.
Выбор соотношения диаметров окружности, описанной вокруг ребер, окружности, вписанной в максимально расширяющуюся часть ребер, и технологического отверстия, составляющего (3-10):(1,5-2,5):1 обусловлен следующим.
При отношении диаметра окружности, вписанной в максимально расширяющуюся часть ребер, к диаметру технологического отверстия менее 1,5:1 электрод теряет механическую прочность на разрыв и обрывается под действием веса груза, необходимого для натяжения электрода в электрофильтре. При отношении более 2,5:1 электрод получается более жестким, что увеличивает массу груза.
При отношении диаметра окружности, описанной вокруг ребер, к диаметру технологического отверстия менее 3:1 коронирующая часть экранируется телом электрода, в результате снижается его эмиссионная способность и как следствие эффективность работы электрофильтра.
При отношении более 10:1 коронирующая часть электрода становится механически непрочной и обламывается в процессе его эксплуатации. При этом диаметр электрода возрастает настолько, что в существующих электродных системах рабочее напряжение на электрофильтре снижается до 25-30 кВ, что приводит к снижению эффективности процесса очистки газов.
Таким образом, выполнение несущей части электрода в виде ребер, расширяющихся к оси электрода по их высоте, плавно соединенных между собой в максимально расширяющиеся части и образующих единое тело с технологическим отверстием в центре, изготовление несущей части заодно с коронирующей частью, расположенной на вершине ребер при соблюдении указанных соотношений диаметров технологического отверстия, окружности, описанной вокруг ребер, и окружности, вписанной в максимально расширяющуюся часть ребер, и изготовление обеих частей из однородного материала устраняет образование застойных зон, шламовых отложений на поверхности электрода и делает электрод более надежным в работе. При этом срок службы электрода увеличен в 1,6 раза. Кроме того, исключение сварных работ устраняет нарушение электрических контактов, а следовательно, обеспечивает малое переходное сопротивление между несущей и коронирующей частями, что также делает электрод более надежным. Предлагаемая конструкция значительно снижает трудоемкость изготовления электрода, затраты времени на изготовление снижены в 3 раза при сокращении количества технологических операций до 2. Все это стабилизирует электрические характеристики электрофильтра в целом, повышая эффективность его работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОФИЛЬТР | 1999 |
|
RU2151009C1 |
| ЭЛЕКТРОФИЛЬТР | 1997 |
|
RU2113908C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОНИРУЮЩЕГО ЭЛЕКТРОДА ЭЛЕКТРОФИЛЬТРА | 1998 |
|
RU2131302C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ЭЛЕКТРОФИЛЬТРОВ | 1998 |
|
RU2131301C1 |
| КОРОНИРУЮЩИЙ ЭЛЕКТРОД ЭЛЕКТРОФИЛЬТРА | 1995 |
|
RU2085298C1 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ЭЛЕКТРОФИЛЬТРОВ | 1995 |
|
RU2088338C1 |
| ЭЛЕКТРИЧЕСКИЙ ВОЗДУХООЧИСТИТЕЛЬ | 1997 |
|
RU2115479C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНОЙ НЕСУЩЕЙ СТРОИТЕЛЬНОЙ КОНСТРУКЦИИ И ДЛИННОМЕРНАЯ НЕСУЩАЯ СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ | 1995 |
|
RU2087655C1 |
| ДВУХЗОННЫЙ ЭЛЕКТРОФИЛЬТР ДЛЯ ОЧИСТКИ ГАЗОВ | 1999 |
|
RU2145910C1 |
| КОРОНИРУЮЩИЙ ЭЛЕКТРОД ЭЛЕКТРОФИЛЬТРА | 2018 |
|
RU2680550C1 |
Использование: очистка газов. Сущность: коронирующий электрод электрофильтра включает несущею и коронирующую части. Несущая часть выполнена в виде ребер, расширяющихся к оси электрода по их высоте. Ребра плавно соединены между собой в максимально расширяющейся части и образуют единое тело с технологическим отверстием в центре. Коронирующая часть электрода изготовлена заодно с несущей, имеет зубья-выступы и размещена на вершине ребер. Несущая и коронирующая части выполнены из электропроводящего полимерного материала. 1 з.п. ф-лы, 2 ил., 1 табл.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| RU, патент, 2001687, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1666185, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
