Изобретение относится к технике очистки технологических газов и охраны воздушного бассейна и может быть использовано в производстве минеральных удобрений, химической, нефтехимической и других отраслях промышленности при очистке газов от туманообразных капельно-жидких кислот в электрофильтрах.
Наиболее близким предлагаемому является известное техническое решение, в котором коронирующий электрод выполнен путем формования и имеет несущую часть в виде металлической трубы и защитную оболочку из полимерного материала с зубьями-выступами. Полимерная оболочка изготовлена с возможностью движения вдоль несущей части коронирующего электрода. Для этого между несущей частью и полимерной оболочкой имеется зазор (см. авт. свид. СССР N 1666185, кл. B 0 3 C 3/41, БИ N 28, 1991 г.).
Полимерная оболочка защищает несущую часть коронирующего электрода от коррозии в процессе работы в электрофильтре. Но в связи с тем, что под воздействием температуры полимерная оболочка находится в состоянии движения по отношению к несущей части коронирующего электрода, скользящие элементы изнашиваются и срок службы электрода падает и не превышает одного года. В процессе эксплуатации эффективность коронирующего электрода снижается, т.к. острия зубьев-выступов деструктурируют, а наличие зубьев-выступов приводит к образованию больших шламовых отложений, что уменьшает эффективность очистки газов.
Задача предлагаемого способа - обеспечение эффективной очистки химически агрессивных газов.
Решение задачи достигается техническими результатами, которыми являются надежность и эффективность при эксплуатации за счет увеличения срока службы коронирующего электрода и уменьшения шламовых отложений на нем, соответственно.
Для достижения технического результата в способе изготовления коронирующего электрода электрофильтра, имеющего несущую часть с защитной оболочкой, путем формования, согласно изобретению, перед формованием несущую часть смазывают слоем силиконового каучука толщиной 0,5 - 0,6 мм, затем покрывают защитной оболочкой из свинца, нагретого до 90 - 100oС в формующем устройстве, после чего выводят из последнего с одновременным охлаждением на воздухе.
При этом несущую часть электрода выполняют в виде проволоки.
Способ осуществляется следующим образом.
Несущую часть коронирующего электрода в виде проволоки смазывают перед формованием слоем силиконового каучука толщиной 0,5 - 0,6 мм и подают в формующее устройство, в которое помещается свинец, нагретый до 90 - 100oС для образования защитной оболочки. Далее, в формующем устройстве несущую часть электрода направляют в нагретый до 90 - 100oС свинец, вместе в которым происходит ее движение и формование защитной оболочки. В результате несущую часть электрода покрывают защитной оболочкой из свинца. Сформованный коронирующий электрод выводят из формующего устройства и одновременно охлаждают на воздухе. После этого коронирующий электрод устанавливают в электрофильтре.
Примеры осуществления способа.
Пример 1. Несущую часть коронирующего электрода в виде проволоки с диаметром 1,2 мм из нихрома перед формованием смазывают слоем силиконового каучука толщиной 0,5 мм. Затем несущую часть подают в формующее устройство, где направляют в свинец, нагретый до 90oС. В процессе формования несущую часть электрода покрывают защитной оболочкой из свинца. Сформованный коронирующий электрод выводится из формующего устройства и одновременно охлаждается на воздухе.
Пример 2. Несущую часть коронирующего электрода, описанную в примере 1, перед формованием смазывают слоем силиконового каучука толщиной 0,6 мм. Затем несущую часть подают в формующее устройство, где направляют в свинец, нагретый до 100oС. Далее как в примере 1.
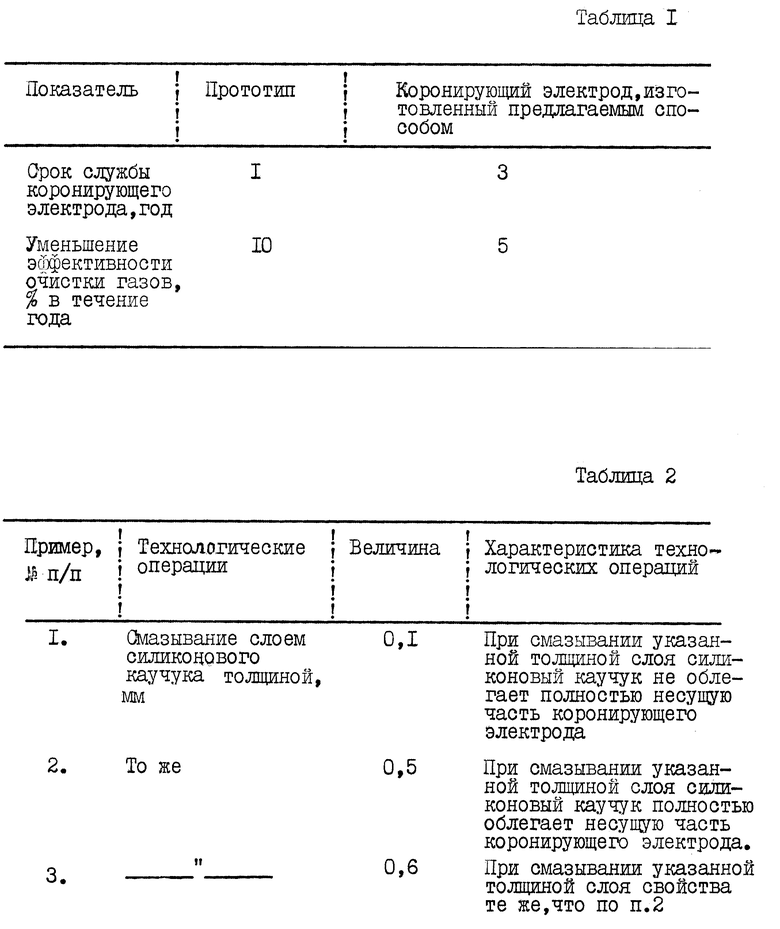
Некоторые сравнительные данные при эксплуатации в электрофильтре, снабженном коронирующим электродом, изготовленным предлагаемым способом, и прототипа представлены в таблице 1.
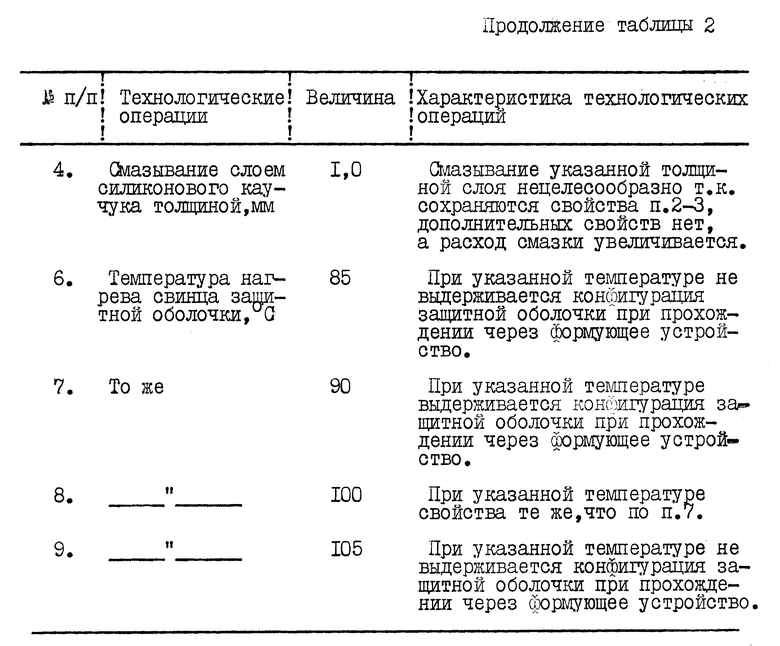
Обоснование оптимизации режимов отработки технологии изготовления приводится в таблице 2.
Преимуществом предлагаемого способа является повышение надежности и эффективности коронирующего электрода при эксплуатации. Повышение надежности и тем самым срока службы достигается тем, что защитная оболочка является единым телом по отношению к несущей конструкции электрода. Повышение эффективности обеспечивается за счет того, что шламовые отложения на нем незначительны и практически не изменяют электрические характеристики коронирующего электрода в процессе эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ЭЛЕКТРОФИЛЬТРОВ | 1998 |
|
RU2131301C1 |
| ЭЛЕКТРОФИЛЬТР | 1999 |
|
RU2151009C1 |
| КОРОНИРУЮЩИЙ ЭЛЕКТРОД ЭЛЕКТРОФИЛЬТРА | 1996 |
|
RU2098192C1 |
| ЭЛЕКТРОФИЛЬТР | 1997 |
|
RU2113908C1 |
| КОРОНИРУЮЩИЙ ЭЛЕКТРОД ЭЛЕКТРОФИЛЬТРА | 1995 |
|
RU2085298C1 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ЭЛЕКТРОФИЛЬТРОВ | 1995 |
|
RU2088338C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРУЗОВ ДЛЯ ЭЛЕКТРОФИЛЬТРОВ | 1993 |
|
RU2066594C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСАДИТЕЛЬНЫХ ЭЛЕКТРОДОВ ЭЛЕКТРОФИЛЬТРА ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2118914C1 |
| ДВУХЗОННЫЙ ЭЛЕКТРОФИЛЬТР ДЛЯ ОЧИСТКИ ГАЗОВ | 1999 |
|
RU2145910C1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ТРУБУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2153982C1 |
Использование: очистка технологических газов и охрана воздушного бассейна. В способе изготовления коронирующего электрода электрофильтра, имеющего несущую часть, путем формования перед формованием несущую часть смазывают слоем силиконового каучука толщиной 0,5-0,6 мм, затем покрывают защитной оболочкой из свинца, нагретого до 90-100oC в формующем устройстве, после чего выводят из последнего с одновременным охлаждением на воздухе. Несущую часть выполняют в виде проволоки. Изобретение обеспечивает надежность и эффективность при эксплуатации за счет увеличения срока службы коронирующего электрода и уменьшения шламовых отложений на нем. 1 з.п. ф-лы, 2 табл.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Коронирующий электрод | 1989 |
|
SU1666185A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления элементов электрофильтра | 1989 |
|
SU1655577A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ изготовления электродов электрофильтра | 1990 |
|
SU1768302A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ изготовления полимерных коронирующих электродов электрофильтра | 1990 |
|
SU1710135A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Левитов В.И | |||
| Дымовые электрофильтры.-М.: Энергия, 1980, с.285-290. | |||
