Изобретение относится к резанию металлов, а более точно к метчику.
Известно, что метчики представляют собой режущие инструменты с несколькими режущими кромками, с помощью которых резьбы нарезаются в отверстиях. Для упрощения метчик можно рассматривать как винт, в котором путем механической обработки выполнены канавки для образования режущих кромок. Как известно, метчик имеет рабочую часть, выполненную с заборной и калибрующей частями, расположенными на одном конце цилиндрического вала. Другой конец вала имеет предпочтительно прямоугольное сечение, предназначенное для его установки. Рабочая часть имеет по меньшей мере два режущих пера и канавки, расположенные между ними по меньшей мере вдоль перьев для размещения уже отделенной стружки и для ввода смазочных и/или охлаждающих средств при необходимости.
При нарезании резьбы метчиком двумя основными требованиями являются точность и производительность. Как известно, точность обеспечивается, с одной стороны, точностью самого инструмента и, с другой стороны, за счет правильного направления инструмента, в то время как производительность обеспечивается за счет повышения скорости резания, которая однако ограничена вследствие выделения тепла и образования стружки, которая должна удаляться из отверстия с той же скоростью, с которой она образуется. Очевидно, что необходимо одновременно выполнять два противоречащих друг другу требования: с одной стороны, рабочая поверхность метчика, находящаяся в контакте с деталью, подлежащей обработке, должна быть как можно большей, чтобы добиться точного направления инструмента, а, с другой стороны, уменьшение трения и образование тепла требует минимизации размеров рабочей поверхности резания. (Dr. Bakondi - Dr. Kardos: Manufacturing Technology. Vol. I.p.226 Educational Publisher, 1963).
Состояние технологии хорошо отражено в разделе 6.3 "Tap drills" в книге: Mrs. L.Arato M.Vagi: Screw Threads, Tanosics Publisher, 1968, в которой дано подробное описание метчиков, известных и используемых в настоящее время, а также их конструкция, геометрия и размеры. Согласно упомянутым ссылкам рекомендуемое значение ширины пера составляет 0,35 D для трехканавочных метчиков и 0,28 D для четырехканавочных метчиков, где D представляет собой наружный диаметр метчика. Согласно литературным источникам глубина канавки равна диаметру сердцевины метчика dt, который в свою очередь равен 0,4-0,5 D в результате выбора оптимального соотношения; действительно, величина диаметра сердцевины метчика dt должна выбираться таким образом, чтобы свободное пространство для стружки оказалось как можно большим и в то же время сохранилась бы соответствующая прочность. Эксперименты показывают, что в ином случае стружка, скопившаяся в канавках вследствие неправильного выбора сечения канавки, приводит к поломке метчика чаще, чем недостаточная прочность метчиков.
Известно, что метчик имеет рабочую часть, выполненную с заборной и калибрующей частями, расположенными на одном конце хвостовика. Надлежащий выбор длин этих частей имеет очень важное значение. Длина заборной части всегда определяется, принимая во внимание режимы резания. Длина заборной части различается, например, в случае нарезания резьбы метчиком вручную или нарезания резьбы машинным метчиком, нарезания винтовой резьбы метчиком в мягких или твердых материалах и т.д. В целом можно констатировать, что на практике используются метчики с небольшой длиной заборной части, а длина калибрующей части превышает, часто в несколько раз, длину заборной части. На основании указанных литературных источников можно сказать, что затылованный профиль задней грани режущего пера на заборной части метчика совершенно необходим, в то время как необходимость в нем отсутствует или он даже нежелателен на калибрующей части, за исключением механически обрабатываемых фрезерованием гаечных метчиков, для которых не требуется менять направление метчика на противоположное при нарезании резьб в гайках. Действительно, стружка, скапливающаяся в канавках, не может накапливаться между задней гранью режущего пера и обрабатываемой поверхностью. Как известно, величина заднего угла в заборной части составляет 10-12o для машинных метчиков и гаечных метчиков, в то время как для ручных метчиков она равна 6-8o.
Известно решение, в котором одна или другая сторона следующих друг за другом витков резьбы на режущих перьях срезаны, предотвращая таким образом накапливание стружки и заклинивание метчика (патент Венгрии N 70793). Таким образом, режущие кромки метчика устанавливаются свободно и более свободно вращаются в образуемых витках резьбы, в то время, как две стороны витков резьбы поочередно срезаются одной и другой стороной режущих кромок.
Другое решение, хорошо подходит для использования главным образом в регулируемых метчиках при подрегулировании в случае износа в процессе обычного использования или при нарезании резьб, подлежащих гальванической обработке (то есть резьб необычных размеров), причем наружный диаметр таких метчиков является переменным (патент N OS 643744).
В заключение, касаясь известных решений, можно утверждать, что достигаемую скорость резания при нарезании резьбы метчиком можно считать одинаковой (в разных решениях), а размерные параметры метчиков также можно рассматривать как традиционные (см. данные, представленные выше и относящиеся к метчикам).
Известен метчик, имеющий рабочую часть, состоящую из заборной и калибрующей частей, и хвостовик, конец которого имеет предпочтительно прямоугольное поперечное сечение. Рабочая часть имеет режущие перья и канавки между ними, расположенные вдоль перьев и предназначенные для размещения стружки и подвода охлаждающих и/или смазочных средств. Перья на заборной части имеют задние углы, превышающие 5o, и задние поверхности в виде плоскостей [1]
Однако вышеописанный метчик также подвержен заклиниванию вследствие скопления стружки, имеет значительную нагрузку на режущие перья и не пригоден для нарезания резьбы с повышенной скоростью в диапазоне увеличенных размеров резьб.
Техническим результатом изобретения является увеличение скорости резания метчика и обеспечение возможности использования его для широкого диапазона размеров резьб и диаметров отверстий.
Этот технический результат достигается тем, что в метчике, имеющем рабочую часть, состоящую из заборной и калибрующей частей, и хвостовик, конец которого имеет предпочтительно прямоугольное поперечное сечение, при этом рабочая часть имеет режущие перья и канавки между ними, расположенные вдоль перьев и предназначенные для размещения стружки и подвода охлаждающих и/или смазочных средств, при этом перья на заборной части имеют задние углы, превышающие 5o, и задние поверхности в виде плоскостей, согласно изобретению минимальное число режущих перьев равно двум, при этом ширина режущих перьев выбрана в диапазоне 0,02-0,2 наружного диаметра метчика, диаметр его сердцевины не более 0,35 наружного диаметра метчика, длина заборной части выполнена равной по меньшей мере половине длины рабочей части.
Были проведены эксперименты, которые показали, что увеличенное трение между метчиком и заготовкой и частое заклинивание будут иметь место между образованной стружкой и поверхностями метчика и заготовки, а не непосредственно между метчиком и поверхностью заготовки. Также были проведены эксперименты с целью установления того, как уменьшить трение, то есть нагрузку, действующую на режущие кромки в процессе нарезания резьбы метчиком.
Было обнаружено, что расходится с ранее сложившимися в данной области представлениями, что ширина режущего пера может быть существенно уменьшена в пределах 0,02-0,2 наружного диаметра D метчика, не оказывая значительного влияния на прочность метчика, что очень важно для рассматриваемого режущего инструмента. Также должны быть изменены и другие параметры метчика так, чтобы они соответствовали предложенной ширине режущего пера.
Уменьшение ширины режущего пера, следовательно уменьшение нагрузки, также обеспечивает возможность уменьшения диаметра сердцевины метчика dt. Эксперименты также показали, что могут быть использованы размеры менее 0,35 наружного диаметра D. Это обеспечивает увеличение свободного пространства для стружки, таким образом имеется больше места для размещения образовавшейся стружки и удаления ее без забивания.
Чтобы выполнить предложенную ширину лезвия режущего пера безопасным образом с точки зрения поломок инструмента, была разработана вышеописанная конструкция, которая позволяет уменьшить нагрузку, действующую на режущее перо, по сравнению с решениями, известными в настоящее время. По предлагаемому решению длина заборной части и ее соотношение с длиной калибрующей части существенно увеличены по сравнению с известными метчиками. Таким образом, стружкоотделение будет рассредоточено между несколькими участками режущего пера, что обеспечивает более равномерную нагрузку, которая более равномерно распределяется по длине заборной части. Эксперименты показывают, что для достижения надлежащей прочности режущего инструмента при одновременном уменьшении ширины режущих перьев и диаметра сердцевины метчика, длина заборной части должна быть равна по меньшей мере половине длины рабочей части. Предпочтительно, чтобы задний угол перьев на заборной части был равен 15o.
Эксперименты показывают, что в случае нарезания резьбы метчиком в сквозных отверстиях и/или при предварительном нарезании резьбы метчиком вручную целесообразно, чтобы длина заборной части была еще более увеличена: длина заборной части составляет по меньшей мере 75 длины рабочей части.
В предпочтительном варианте исполнения метчика длина рабочей части составляет 10 шагов резьбы, а длина заборной части равна длине калибрующей части в случае нарезания резьбы метчиком в глухих отверстиях и/или при окончательном (чистовом) нарезании резьбы метчиком вручную. Чрезвычайно предпочтительной является конструкция, при которой длина рабочей части составляет 6 шагов резьбы.
Для метчика, имеющего описанную выше конструкцию, нет абсолютной необходимости использовать затыловывание задней грани режущего пера калибрующей части. Действительно, это вызывало бы значительные трудности и потребовало бы высокой точности при обработке. При необходимости в предлагаемом метчике также можно использовать затылование задних граней режущих перьев на калибрующей части на 0,02 мм.
В исключительно рекомендуемом варианте исполнения метчика по изобретению ширина перьев составляет не более 0,056 наружного диаметра метчика, а диаметр сердцевины составляет 0,02-0,25 наружного диаметра метчика.
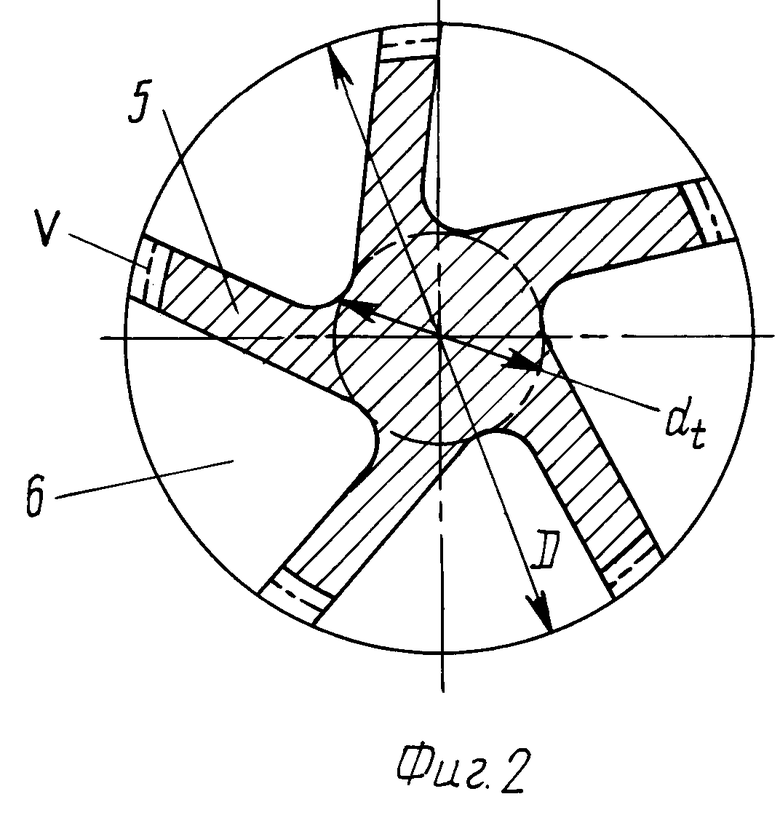
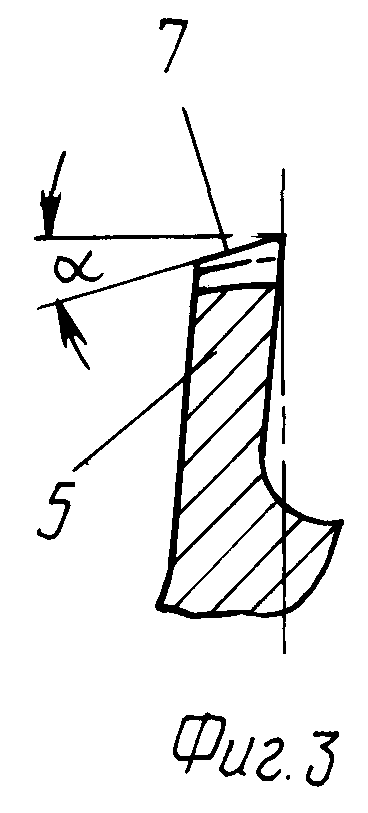
На фиг. 1 изображен эскиз метчика, вид сбоку; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 в увеличенном масштабе режущее перо метчика, показанного на фиг. 2.
Метчик (фиг. 1) имеет рабочую часть 1, выполненную с заборной частью 2 и с калибрующей частью 3, расположенными на одном конце хвостовика 4. Другой конец хвостовика 4 предпочтительно имеет прямоугольное сечение для установки хвостовика 4. Рабочая часть 1 содержит режущие перья 5. Как показано на фиг. 2, в данном примере выполнения количество перьев равно пяти. Между перьями 5 вдоль них расположены канавки 6, предназначенные для размещения уже отделенной стружки и для подвода охлаждающих и/или смазочных средств при необходимости. Длина заборной части 2 равна по меньшей мере половине длины рабочей части 1, в данном примере она составляет 75 длины рабочей части 1.
На фиг. 2 показано сечение А-А заборной части 2. В соответствии с изобретением ширина V перьев 5 задается такой, что ее величина не превышает 0,02-0,2 наружного диаметра D метчика, то есть V ≅ 0,02D 0,2 D, в то время как величина диаметра dt сердцевины метчика не превышает 0,35 наружного диаметра D метчика, то есть dt ≅ 0,35 D. На фиг. 2 четко видно, что в результате уменьшения диаметра dt и ширины V режущих перьев 5 между перьями 5 имеются канавки 6 большого поперечного сечения.
На фиг. 3 ясно видно, что задние поверхности 7 перьев 5 заборной части 2 выполнены в виде плоскостей так, что задний угол альфа превышает 5o и предпочтительно составляет 15o.
Ниже подробно описывается назначение метчика по изобретению.
Метчик может успешно использоваться или как ручной метчик, или как машинный метчик. В данном метчике существенным является то, что длина заборной части 2 равна по меньшей мере половине длины рабочей части 1. В случае нарезания резьбы метчиком в сквозных отверстиях и/или при предварительном (черновом) нарезании резьбы метчиком вручную длина заборной части 2 еще более увеличена. В таких случаях длина заборной части 2 будет составлять по меньшей мере 75 длины рабочей части 1.
Известно, что в соответствии с действующим в настоящее время немецким стандартом DIN длины заборной части 2 имеют следующие значения:
Конус А 6 шагов резьбы
Конус В 4 шага + направляющая кромка
Конус С 2-3 шага
Конус D 4 шага
Конус E 1,5 шага.
В данном решении используется значительно более длинная заборная часть 2 по сравнению с заборными частями по известным решениям, описанным выше, (даже длиной 12 шагов резьбы) которая имеет преимущество, заключающееся в том, что стружкоотделение распределено более равномерно и поэтому нагрузка, действующая на режущие кромки, уменьшается. Если ширина V режущих перьев 5 и диаметр dt сердцевины выбираются также, как описано ранее, то есть V ≅ 0,056D и dt ≅ 0,2D 0,25D, то получается очень благоприятное сечение канавки 6. Образованные таким образом канавки 6 пригодны для размещения уже отделенной стружки и для ввода любых известных охлаждающих и/или смазочных средств в случае необходимости.
Если метчик используется для нарезания резьбы в глухих отверстиях и/или для окончательного (чистового) нарезания резьбы вручную (когда метчик также необходимо выводить из отверстия), то он используется в качестве режущего инструмента, у которого длина рабочей части 1 составляет до десяти шагов резьбы, а длина заборной части 2 равна длине калибрующей части 3. Для таких случаев очень рекомендуется вариант исполнения метчика с длиной рабочей части 1, равной шести шагам резьбы.
У метчика, сконструированного в соответствии с изобретением, затылование задней грани режущих перьев 5 на калибрующей части 3 не является обязательно необходимым, то есть оно необязательно. Это облегчает изготовление инструмента, т. к. затылование представляет собой операцию, которая требует специального станка и высокого профессионального мастерства. Естественно, что в случае использования метчика по изобретению также допускается применять затылование задней грани пера 5. В этом случае величина затылования должна составлять до 0,02 мм.
Преимущество метчика по изобретению заключается в том, что его можно использовать в широком диапазоне размеров резьб. Например, это решение также хорошо применимо соответственно в диапазоне от М12 до М68 и от С1/4'' до С3'' без каких-либо особых проблем. Преимущества изобретения также проявляются в отношении исходных материалов, используемых для изготовления метчиков, проведенные эксперименты показывают, что нет необходимости в каких-либо специальных ограничениях. Предпочтительно метчики могут изготавливаться из быстрорежущей или легированной стали. Если необходимо изготовить режущий инструмент с особой стойкостью, износостойкость режущих кромок может быть повышена путем нанесения защитного слоя повышенной прочности, например из нитрида титана или карбонитрида титана, для увеличения срока службы метчика.
При использовании предлагаемого метчика может быть достигнута скорость до 200-250 об/мин и можно нарезать резьбу в отверстиях, имеющих такие размеры как по длине, так и по диаметру, в которых до сих пор (исходя из известных решений) не известны случаи нарезания резьбы метчиком. Срок службы предлагаемого метчика существенно увеличен по сравнению с известными метчиками, выполненными из того же материала, надежным образом, без затачивания и без повреждений и поломок инструмента можно обработать во много раз больше заготовок, чем при использовании известных решений.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТЧИК | 2008 |
|
RU2380204C1 |
| Метчик | 1990 |
|
SU1804379A3 |
| МЕТЧИК | 2013 |
|
RU2542217C2 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| Комплект метчиков для нарезания резьбы в труднообрабатываемых металлах | 1981 |
|
SU1085719A1 |
| Метчик и способ его изготовления | 1987 |
|
SU1537430A1 |
| Метчик | 1986 |
|
SU1313606A1 |
| Метчик для нарезания глухих резьб | 1989 |
|
SU1815035A1 |
| МЕТЧИК | 2000 |
|
RU2192335C2 |
| Метчик | 1986 |
|
SU1328094A1 |
Использование: резание металлов, инструменты для нарезания внутренней резьбы. Сущность изобретения: метчик имеет рабочую часть, состоящую из заборной и контролирующей частей, и хвостовик. Рабочая часть имеет режущие перья и канавки между ними, расположенные вдоль перьев и предназначенные для размещения стружки и подвода охлаждающих и/или смазочных средств. Перья на заборной части имеют задние углы, превышающие 5o и задние поверхности в виде плоскостей. Минимальное число режущих перьев равно двум. Ширина перьев выбрана в диапазоне 0,02-0,2 наружного диаметра метчика, диаметр его сердцевины не более 0,35 наружного диаметра метчика. Длина заборной части равна по меньшей мере половине длины рабочей части. 6 з. п.ф-лы, 3 ил.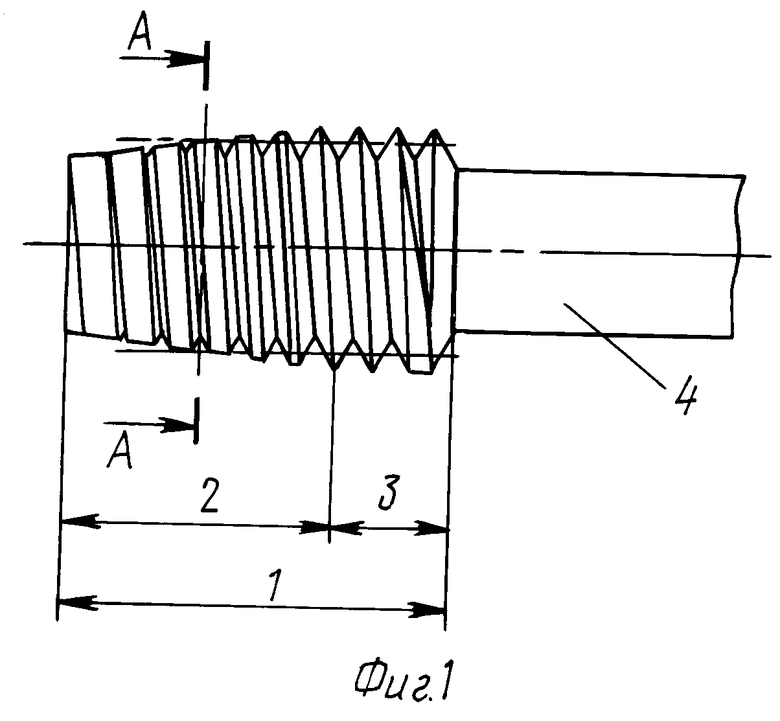
| SU, авторское свидетельство, 133322, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
