Изобретение относится к металлообработке, а именно к обработке внутренних резьб.
Известен метчик бесстружечный [Металлорежущие инструменты: Уч. для вузов. Сахаров Г.Н. и др., М.: Машиностроение, 1989. - 328 с. - стр.175, рис.3.9]. У таких метчиков вместо стружечных канавок рабочая часть в сечении имеет многогранник, на заборном конусе резьба шлифована на конус, затылование отсутствует. В процессе формирования резьбы происходит выдавливание по всему профилю. Поэтому такой метчик имеет ограниченное применение, а именно при обработке легкообрабатывающихся металлов и сплавов, характеризующихся коэффициентом относительного удлинения δ>10-12%.
Известны также метчики со стружечными канавками [там же, стр.174]. Стружечные канавки у них служат для размещения срезаемой стружки и выполняют с равномерным окружным шагом. Число канавок принимается равным 2-6 при изменении наружного диаметра I пределах 2-52 мм.
При обработке коррозионно-стойких сталей и сплавов и др. материалов, при резании которых образуется сливная стружка, стружка забивает канавки, смазочно-охлаждающая жидкость трудно поступает в зону резания, увеличивается крутящий момент резания, ухудшается качество резьбы, инструмент заклинивается и происходит его поломка. Увеличение объема стружечных канавок приведет к уменьшению диаметра сердцевины, следовательно, к уменьшению жесткости, снижению стойкости инструмента.
Целью заявляемого изобретения является повышение стойкости инструмента, качества обработанных поверхностей.
Поставленная цель достигается тем, что у метчика со стружечными канавками, хотя бы одна стружечная канавка выполнена с угловым сдвигом. Данное техническое решение отвечает критерию «новизны», поскольку у прототипа отсутствуют признаки, изложенные в отличительной части формулы изобретения. Авторам неизвестны другие технические решения, в том числе метчики, у которых хотя бы одна стружечная канавка выполнена с угловым сдвигом и перья имеют разные ширины. Поэтому можно сделать вывод, что предложенное решение отвечает критерию «существенные отличия».
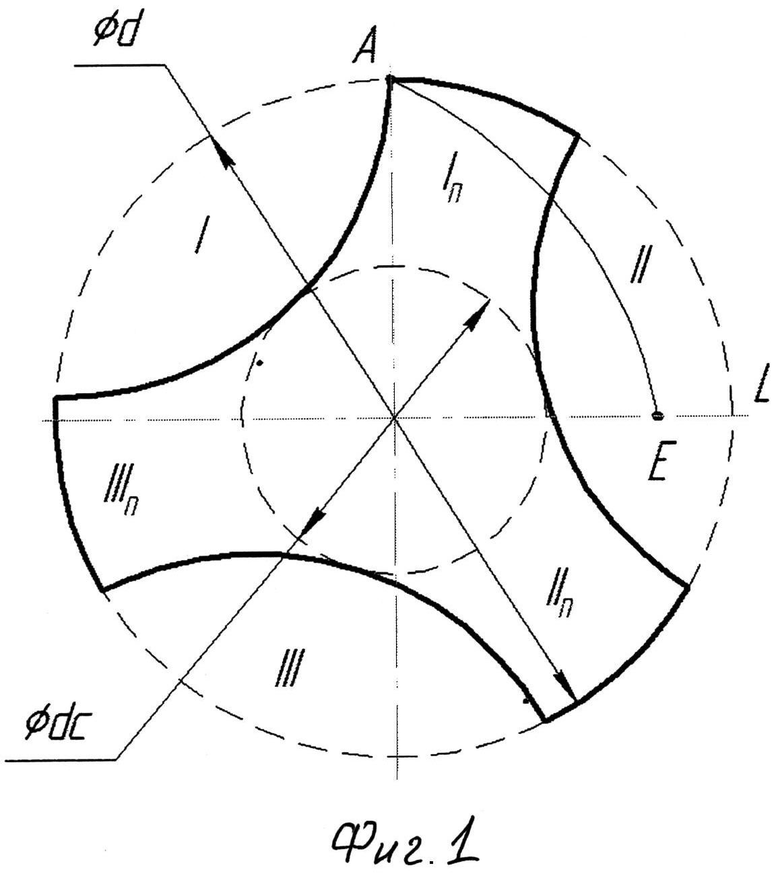
На фиг.1 показана форма затылования зубьев стандартного метчика с тремя перьями.
Метчик содержит три стружечные канавки I, II, III, соответственно три пера In, IIn, IIIn. У стандартного метчика задний угол получают затылованием задней поверхности по архимедовой спирали AE. Величина затылования EL определяется по известной формуле:

где d - диаметр метчика, α - величина заднего угла заточки, z - число перьев.
На фиг.2 показано поперечное сечение предлагаемого метчика с тремя перьями.
Одна стружечная канавка, в нашем случае I, выполнена с угловым сдвигом θ по часовой стрелке с сохранением диаметра сердцевины dc. В таком случае объем стружечных канавок не меняется, ширина пера IIIn увеличивается. Затылование зубьев по задней поверхности предлагаемого метчика производится как у обычного стандартного метчика.
Выполнение стружечной канавки I с угловым сдвигом θ по часовой стрелке приводит к смешению режущей кромки из точки A в точку C, что приводит к уменьшению толщины среза зубьями первого пера I на величину BC

Толщина среза зубьями третьего пера aIIIn метчика определяется по известной формуле

где P - шаг резьбы, z - число перьев, соответственно, стружечных канавок, φ угол заборного конуса метчика.
Толщина срезаемого слоя зубьями первого пера In будет на величину BC меньше, чем aIIIn, т.е.

Толщина срезаемого слоя зубьями второго пера IIn соответственно будет на величину BC больше, чем aIIIn Т.е.

Метчик работает следующим способом. В процессе резания зубья разных перьев работают с разными толщинами среза. Из-за неоднородности обрабатываемого материала, наличия в нем твердых и мягких включений, различной толщины среза разными зубьями в процессе обработки резьбы метчик будет совершать вынужденные крутильные колебания. Так как сила трения уменьшается с увеличением скорости, эти колебания будут способствовать уменьшению трения в зоне резания, облегчается подача в нее смазочно-охлаждающей жидкости, облегчается формирование и удаление стружки (образуется элементная стружка), устраняется налипание ее на режущие кромки. Все это значительно снижает момент трения и, соответственно, величину крутящего момента. В результате улучшается качество обработанных поверхностей, повышается стойкость инструмента. Кроме того, образование элементной стружки дает возможность несколько уменьшить объем стружечных канавок за счет увеличения величины диаметра сердцевины dc. Это повысит жесткость инструмента, соответственно, стойкость инструмента и качество резьбы.
Литература
Металлорежущие инструменты: Уч. для вузов. Сахаров Г.Н. и др., М.: Машиностроение, 1989. - 328 c. - стр.175, рис.3.9.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТЧИК ДЛЯ ОЧИСТКИ И КАЛИБРОВКИ РЕЗЬБОВЫХ ОТВЕРСТИЙ | 2004 |
|
RU2261783C1 |
| Метчик | 1990 |
|
SU1804379A3 |
| МЕТЧИК | 2000 |
|
RU2192335C2 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ ТОЧНЫХ РЕЗЬБ | 1991 |
|
RU2021085C1 |
| Способ изготовления резьбообразующего инструмента и устройство для его осуществления | 1982 |
|
SU1026983A1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| Метчик для обработки волоконно-армированных композитных материалов | 2019 |
|
RU2725582C1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
Изобретение относится к области металлообработки, а именно к нарезанию внутренних резьб. Метчик содержит перья и стружечные канавки. По меньшей мере одна стружечная канавка выполнена с угловым сдвигом, обеспечивающим увеличение ширины по меньшей мере одного пера. В результате обеспечивается повышение стойкости метчика и качества нарезаемой резьбы. 2 ил.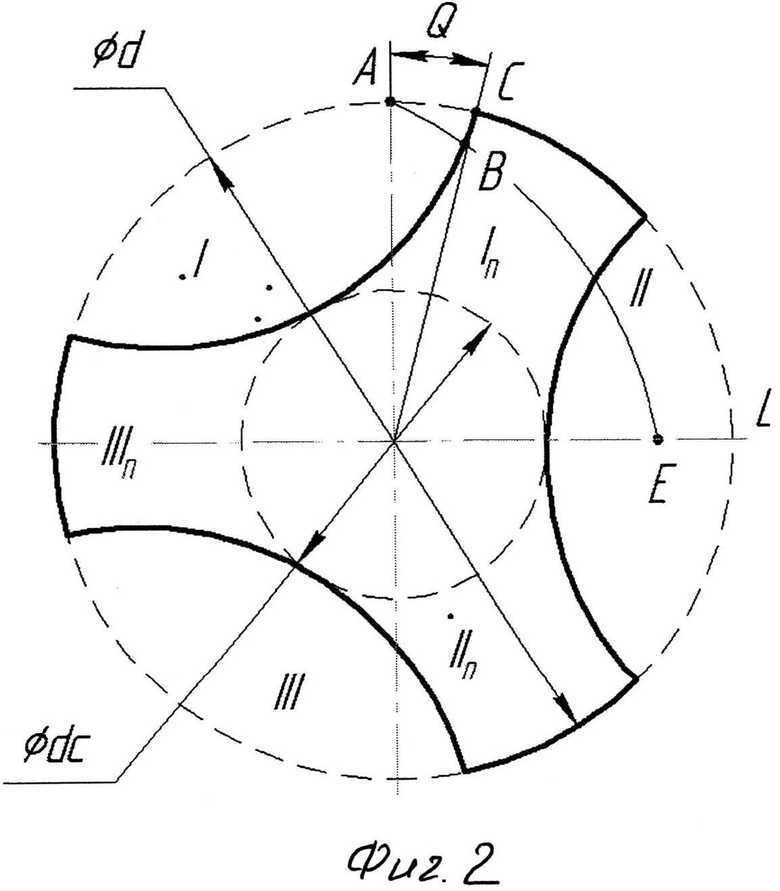
Метчик для обработки внутренних резьб, содержащий перья и стружечные канавки, отличающийся тем, что по меньшей мере одна стружечная канавка выполнена с угловым сдвигом, обеспечивающим увеличение ширины по меньшей мере одного пера.
| АРШИНОВ В.А., АЛЕКСЕЕВ Г.А., Резание металлов и режущий инструмент, М., Машиностроение, 1975, с.347, рис.327 | |||
| Метчик | 1990 |
|
SU1804379A3 |
| Метчик для нарезания точных резьб | 1960 |
|
SU139906A1 |
| JP 2002239839 A, 28.08.2002 | |||
| US 20030049081 A1, 13.03.2003 | |||

