Изобретение относится к области металлообработки, а именно к изготовлению резьб метчиками методом резания, и может быть использовано для повышения точности образования резьб преимущественно в деталях типа гаек.
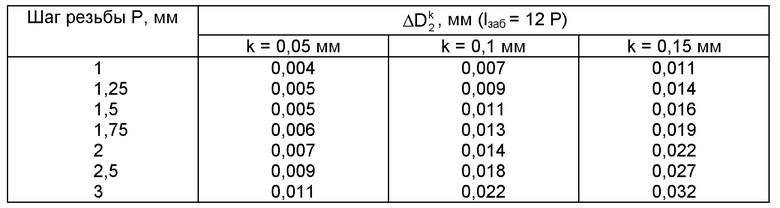
Известно, что сочетание обратной конусности по резьбе метчиков с зубьями заборной части вызывает в обрабатываемых отверстиях увеличение углов профиля резьбы. Это происходит потому, что режущие зубья заборной части, увеличивающиеся по высоте в направлении калибрующей части, одновременно уменьшаются по ширине при наличии обратной конусности по резьбе. Увеличение углов профиля резьбы отверстий вызывает увеличение их собственно среднего диаметра, т. е. ухудшение точности резьбонарезания. Наиболее сильно это проявляется применительно к работе гаечными метчиками, у которых заборная часть (lзaб) выполняется удлиненной, равной, как правило, не менее 12 шагам резьбы. Для наглядности приращения ΔD2 k средних диаметров резьбы отверстий при их обработке гаечными метчиками с затылованным до остра профилем зубьев и обратной конусностью по резьбе k= 0,05-0,15 мм на 100 мм длины в пределах, задаваемых стандартами, для резьб с шаром Р=1...3 мм представлены в таблице.
Сопоставление ΔD2 k при k=0,15 мм с величинами части допусков по среднему диаметру резьбовых отверстий, которые остаются на разбивания резьбы метчиками, показало, что применительно к резьбам степени точности 4Н (наиболее точные резьбы, обрабатываемые гаечными метчиками) могут составлять от этих величин 18-31% в зависимости от шага резьбы. Это уже значительные величины, которые могут стать причинами выхода размеров изготовляемых резьб за верхний допускаемый предел и соответственно причинами уменьшения размерной стойкости метчиков.
Известны конструкции метчиков для нарезания резьбы, у которых перья на заборной части и частично в начале калибрующей части выполнены со скосами в стружечных канавках со стороны передней поверхности. Это бесканавочные машинные метчики, предназначенные для нарезания коротких сквозных резьб с косым выходом, названные бесканавочными из-за отсутствия канавок на большей части их калибрующей длины, и машинные метчики с прямыми стружечными канавками (си. кн. Ю.Л. Фрумина. "Комплексное проектирование инструментальной оснастки". - М.: "Машиностроение", 1967, с. 181-184). Наличие скосов уменьшает обратную конусность по резьбе на формирующих профиль сторонах зубьев метчика при условии, что зубья выполнены с затыловкой по профилю до остра, и соответственно уменьшается угол профиля изготовляемой таким метчиком резьбы.
Конструкция метчика с прямыми стружечными канавками и скосами на перьях со стороны их передней поверхности выбрана в качестве прототипа.
Недостатками прототипа применительно к уменьшению угла профиля резьбовых впадин отверстий являются независимость углов скосов от величин обратной конусности по резьбе метчиков и затылований зубьев по профилю, большие верхние значения диапазона углов λ=8-15o скосов на перьях и распространяемость скосов на калибрующую часть инструмента. Из-за отсутствия связи между обратной конусностью по резьбе метчиков и затылований зубьев по профилю с величинами углов скосов затрудняется изготовление последних в нужных значениях. Выполнение скосов при больших значениях углов λ в сочетании с распространяемостью скосов на калибрующую часть инструмента применительно к гаечным метчикам может приводить к заужению перьев в начале заборной части на величины, близкие или большие ширины пера. Это делает невозможным распространение таких углов на гаечные метчики. Также большие значения углов скосов во многих случаях могут вызывать образование прямой конусности по резьбе. В таких случаях метчик будет работать подобно коническому, по профильной схеме резания, для которой характерны увеличение сил резания и трения, ухудшение условий стружкообразования и уменьшение стойкости инструмента, что нежелательно.
Задачей настоящего изобретения является повышение точности резьбонарезания метчиками типа гаечных через уменьшение углов профиля резьбовых впадин отверстий в зависимости от величины обратной конусности по резьбе метчика посредством образования скосов на его заборной часта при недопущении других указанных недостатков.
Для решения задачи изобретения у метчика, содержащего заборную и калибрующие части, обратную конусность по резьбе, прямые стружечные канавки, зубья с профилей, затылованным до остра, и перья со скосами на их передней поверхности, скосы на передней поверхности перьев выполнены только на заборной части метчика под углом, определяемым из следующих выражений:
или
где k1 - величина обратной конусности по всей резьбе метчика до образования скосов на перьях;
k2 - задаваемая уменьшенная величина обратной конусности по резьбе метчика на заборной части по режущим сторонам зубьев;
F - ширина пера метчика;
К - величина затылования зубьев на пере (половина уменьшения среднего диаметра резьбы метчика на ширине перьев);
Р - шаг резьбы; - коэффициент, учитывающий изменения длины заборной части метчика, которая измеряется количеством шагов резьбы nзаб. Углы λ2 введены исходя из условия, чтобы при различных возможных сочетаниях переменных величин k1, k2, F и К перья метчика типа гаечного при выполнении скосов заужались в начале заборной части не более чем на 0,25 F, чтобы не ослаблять их сечений.
- коэффициент, учитывающий изменения длины заборной части метчика, которая измеряется количеством шагов резьбы nзаб. Углы λ2 введены исходя из условия, чтобы при различных возможных сочетаниях переменных величин k1, k2, F и К перья метчика типа гаечного при выполнении скосов заужались в начале заборной части не более чем на 0,25 F, чтобы не ослаблять их сечений.
У метчика скосы выполнены только на длине заборной части. Диапазон углов скосов на перьях для подавляющего большинства случаев лежит в интервале λ= 2-9o при условии, что величины k1, k2, F и K изготовлены в пределах допусков, установленных стандартами, а наибольшая величина заужения перьев в начале заборной части не превышает 0,25 F. Значения k2 не рекомендуются меньше 0,05 мм, т.к. в противном случае при резании начинают заметно увеличиваться силы трения и крутящие моменты.
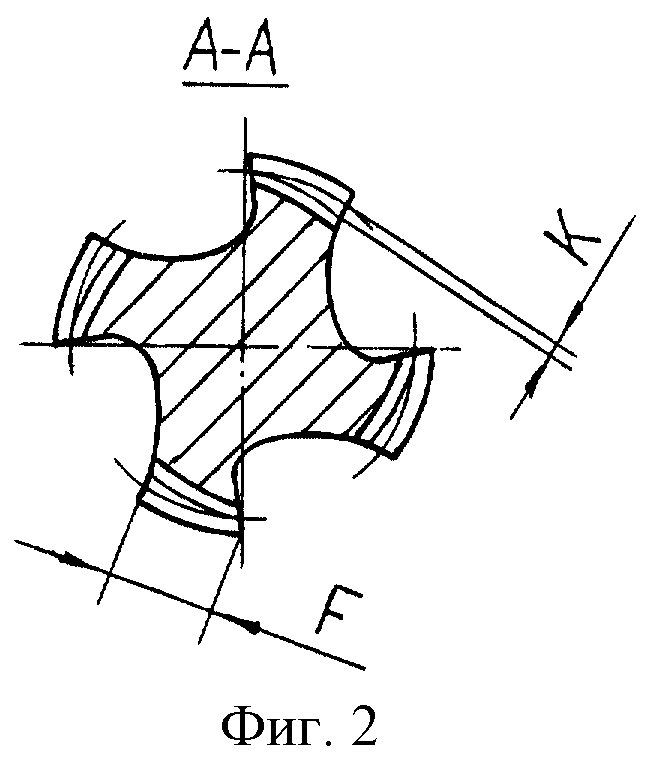
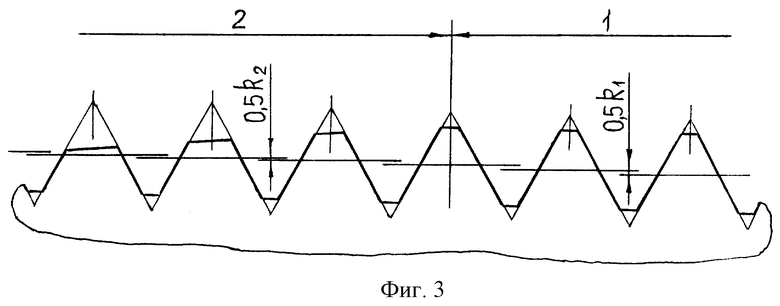
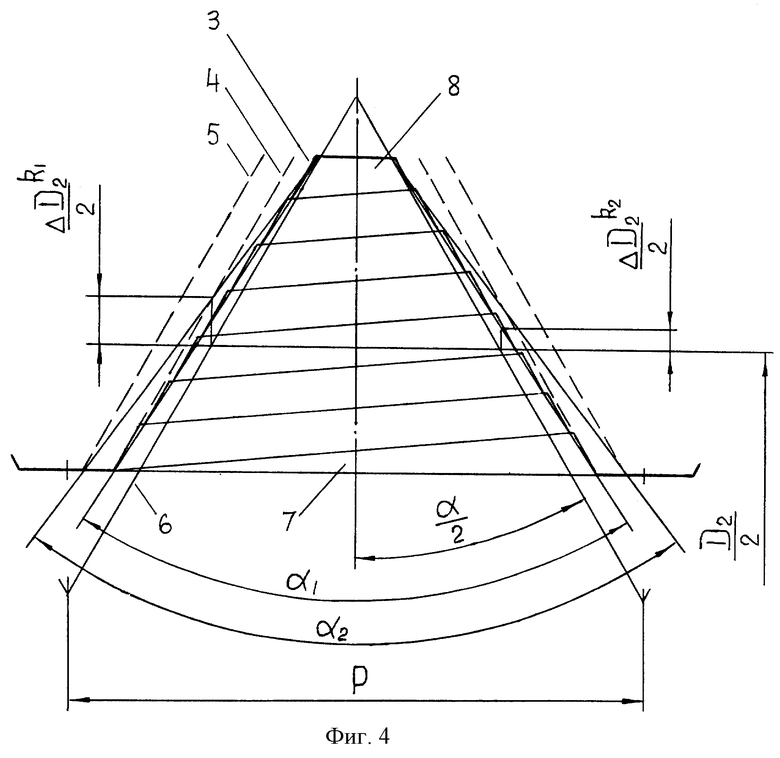
На фиг. 1 изображен общий вид метчика со скосами на перьях, на фиг.2. - увеличенное поперечное сечение метчика на калибрующей части, на фиг.3 - схема зубьев метчика с обратной конусностью по резьбе, на фиг.4 - схема резания и профиль резьбы отверстия, образуемый зубьями метчика со скосами.
Метчик содержит калибрующую часть 1 и заборную часть 2 со скосами. Скосы выполняют под одним из углов, определяемых по выражению
или по выражению
где k1 - величина обратной конусности по всей резьбе метчика до образования скосов на перьях;
k2 - задаваемая уменьшенная величина обратной конусности по резьбе метчика на заборной части по режущим сторонам зубьев;
F - ширина пера метчика;
К - величина затылования зубьев на пере (половина уменьшения среднего диаметра резьбы метчика на ширине пера);
Р - шаг резьбы; - коэффициент, учитывающий изменения длины заборной части метчика, которая измеряется количеством шагов резьбы nзаб.
- коэффициент, учитывающий изменения длины заборной части метчика, которая измеряется количеством шагов резьбы nзаб.
Цифрами 3, 4 и 5 на фиг.4 показаны соответственно положения последнего и первого зуба заборной части метчика со скосами предлагаемой конструкции и первого зуба заборной части метчика до образования на нем скосов на перьях, 6 - положение первого калибрующего зуба метчика, совпадающее с линией номинала профиля резьбового отверстия, 7 и 8 - участки профиля резьбовой впадины, вырезаемые первым и последним зубьями заборной части метчика со скосами.
Указанные участки по длине короче, чем образуемые метчиком без скосов, т. к. первый зуб 4 метчика со скосами находится ближе к линии номинала 6 профиля резьбового отверстия по сравнению с первым зубом 5 метчика без скосов. За счет этого угол α1 профиля резьбы отверстия и величина разбивания его среднего диаметра ΔD2 k2 при работе метчиком со скосами меньше по сравнению с аналогичными значениями α2 и ΔD2 k1 при работе метчиками без скосов.
Величина ΔD2 k2 при уменьшении обратной конусности k2 по резьбе метчиков на заборной части на 0,05 мм в зависимости от значений k1 метчиков уменьшается в 1,5-2 раза и при уменьшении k2 на 0,1 мм - в 3 раза по сравнению с работой аналогичного метчика с обычной заборной частью. Вследствие этого повышается точность резьбонарезания, увеличивается часть допуска резьбовых отверстий, остающаяся на их разбивания и возрастает размерная стойкость метчиков.
Заточка скосов может производиться на универсально-заточных станках с поворотом на нужный угол λ1 (λ2) стола станка с центрами. Перед заточкой измеряются величины k1, k2, f, Р, nзаб и задается величина k2. После расчетов λ1 и λ2 углы скосов затачивают по наименьшему значению из них или значению λ1 = λ2, если при расчетах они получились равными.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТЧИК | 2000 |
|
RU2185938C1 |
| Метчик | 1975 |
|
SU621508A1 |
| Метчик | 1986 |
|
SU1324785A2 |
| Метчик | 1983 |
|
SU1134322A2 |
| Метчик и способ его изготовления | 1987 |
|
SU1537430A1 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ ТОЧНЫХ РЕЗЬБ | 1991 |
|
RU2021085C1 |
| Метчик | 1975 |
|
SU541606A1 |
| Способ изготовления метчика | 1986 |
|
SU1373510A1 |
| Метчик | 1990 |
|
SU1738512A2 |
| Метчик | 1975 |
|
SU540711A1 |
Изобретение относится к металлообработке, изготовлению резьб метчиками методом резания преимущественно в деталях типа гаек. Метчик имеет заборную и калибрующую части, обратную конусность по резьбе, прямые стружечные канавки, зубья с профилем, затылованным доостра, и перья со скосами на их передней поверхности. Для повышения точности резьбонарезания посредством уменьшения профиля резьбовых впадин отверстий в зависимости от величины обратной конусности по резьбе метчика скосы на передней поверхности перьев выполнены на заборной части под углом, определяемым по приведенным выражениям, в зависимости от величины обратной конусности по всей резьбе метчика до образования скосов на перьях, задаваемой уменьшенной величины обратной конусности по резьбе метчика на заборной части по режущим сторонам зубьев, ширины пера метчика, величины затылования зубьев на пере, равной половине уменьшения среднего диаметра резьбы метчика на ширине перьев, шага резьбы и коэффициента, учитывающего изменение длины заборной части в соответствии с количеством шагов резьбы. 4 ил., 1 табл.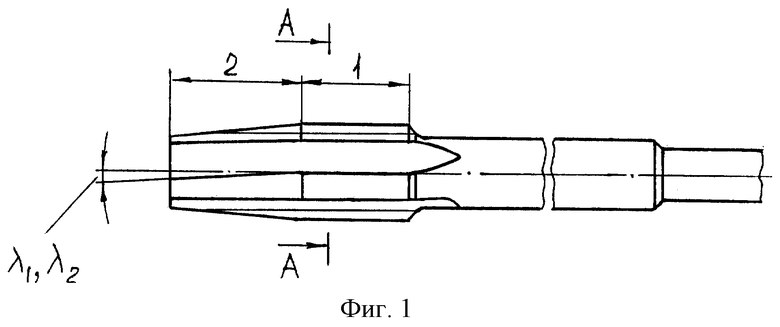
Метчик, имеющий заборную и калибрующую части, обратную конусность по резьбе, прямые стружечные канавки, зубья с профилем, затылованным доостра, и перья со скосами на их передней поверхности, отличающийся тем, что скосы на передней поверхности перьев выполнены на заборной части под углом, определяемым по выражению
или по выражению
где k1 - величина обратной конусности по всей резьбе метчика до образования скосов на перьях;
k2 - задаваемая уменьшенная величина обратной конусности по резьбе метчика на заборной части по режущим сторонам зубьев;
F - ширина пера метчика;
К - величина затылования зубьев на пере, равная половине уменьшения среднего диаметра резьбы метчика на ширине перьев;
Р - шаг резьбы;
f= nзаб/12 - коэффициент, учитывающий изменения длины заборной части в соответствии с количеством шагов резьбы nзаб.
| ФРУМИН Ю.Л | |||
| Комплексное проектирование инструментальной оснастки | |||
| - М.: Машиностроение, 1987, с | |||
| Водяные лыжи | 1919 |
|
SU181A1 |
| МЕТЧИК | 1934 |
|
SU46110A1 |
| Метчик | 1986 |
|
SU1389955A1 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ ТОЧНЫХ РЕЗЬБ | 1991 |
|
RU2021085C1 |
| НАСАДОК ДЛЯ ПЕСКОДУВНЫХ МАШИН | 0 |
|
SU380391A1 |
| Агрегат для строительства тоннелей со сборной обделкой | 1983 |
|
SU1090875A1 |
| ЕР 0475812 А1, 18.03.1992. | |||

