| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик для нарезания глухих резьб | 1989 |
|
SU1815035A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУГЛЫХ ПЛАШЕК | 1990 |
|
RU2009801C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ НАРЕЗАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ - МЕТЧИК | 1995 |
|
RU2098237C1 |
| МНОГОЗАХОДНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2019 |
|
RU2739050C1 |
| МЕТЧИК | 2008 |
|
RU2380204C1 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ ТОЧНЫХ РЕЗЬБ | 2015 |
|
RU2616755C1 |
| МЕТЧИК | 1992 |
|
RU2087271C1 |
| Метчик для нарезания точных резьб | 1979 |
|
SU814615A1 |
| Метчик | 1986 |
|
SU1313606A1 |
| Метчик и способ его изготовления | 1987 |
|
SU1537430A1 |
1. КОМПЛЕКТ МЕТЧИКОК(;ДПЯ( НАРЕЗАНИЯ РЕЗЬБЫ В ТРУДНООБР/.1.АтаВАЕМЫХ МЕТАЛЛАХ, содержащий затьшованные режущие и калибрующие зубья, резьбовые участки которых расположены з шахматном порядке, имеющий на калибрующих зубьях ленточки расположенные на задней поверхности у режущей кромки, в котором наружный и средний диаметры чернового метчика определяются из условия аиар-черн. Hap-MMCT. Оср.черн.°ср.цист. J гдеанар.черн..Ч1,стГ «аруяные диаметры чернового и чистового метчиков соответственно; средние Д1{ метср.черн. ° су. мист. ры чернового и чистового метчиков соответственно; О величина, учитывающая изменение диаметров чернового метчика, отличающийся тем, целью повьщюния работоспособности мётчиков, затыпование чыполнено по ломаной линии с величиной затылования у конца зуба не более 0,1-0,15 мм,причем для высокопрочных сталей а -
Фиг,1
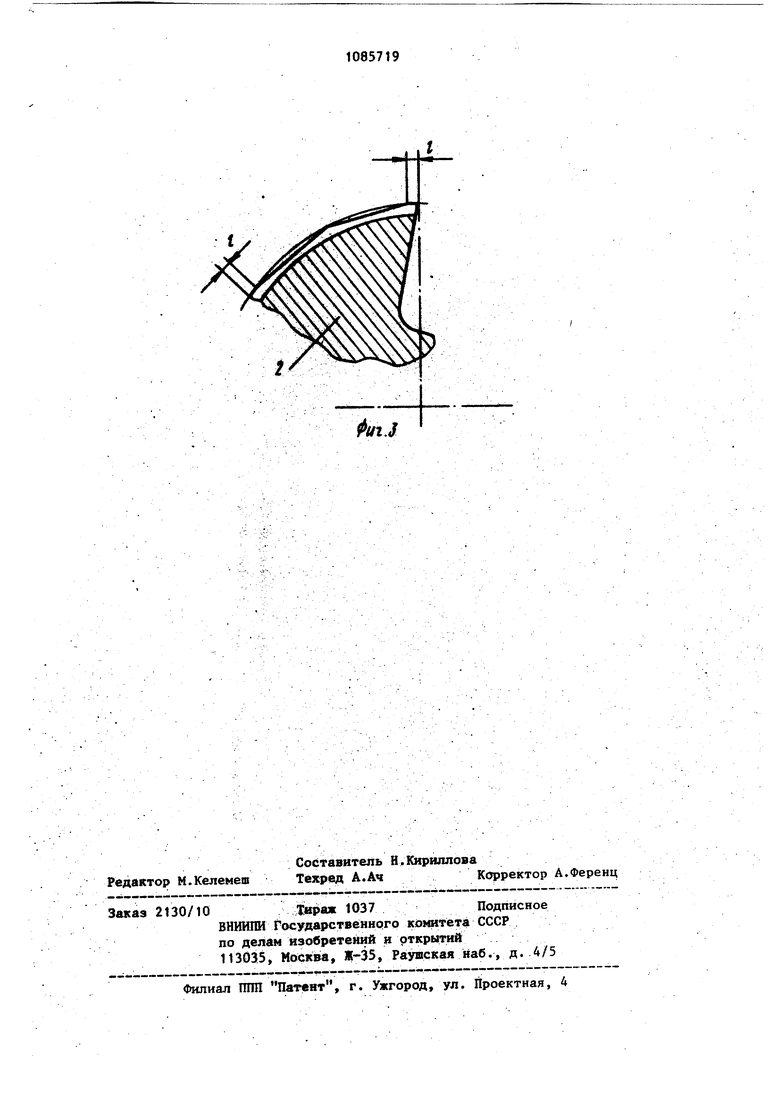
личающийся тем, что на кон-отличающийся тем, что нецах зубьев калибрующей части чистово-полные зубья одного витка ) торцовой
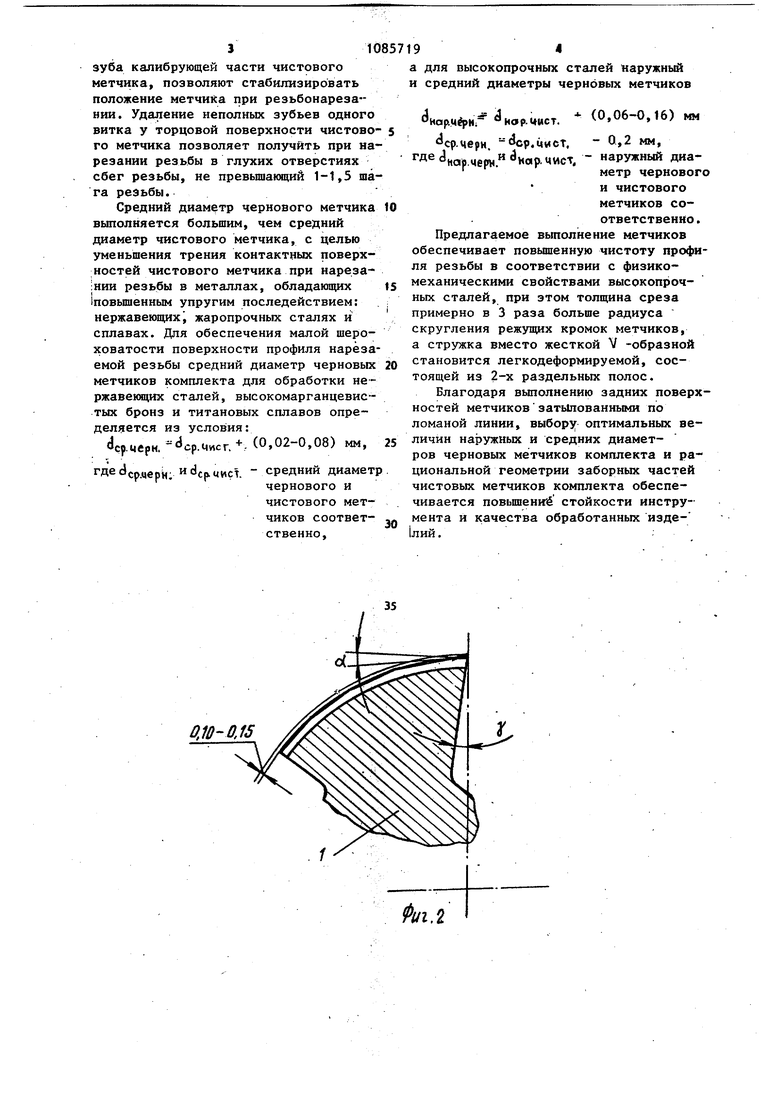
го метчика вьтолнены ленточки.поверхности чистового метчики удалены. Изобретение относится к металлооб абатывающим инструментам, а именно к метчикам для нарезания резьбы. Известны комплекты метчиков для, н резания резьбы в труднообрабатываемы металлах,, содержащие затылованные режущие и калибрующие зубья, резьбовые участки которых расположены в ша матном порядке, при этом на калибрую щих зубьях выполнены ленточки, распо ложенные на задней поверхности у режущей .кромки, а наружный и средний диаЯетры черновых метчиков вьтолнены меньшими, чем наружный и средний диаметры чистовых метчиков . Недостатками данных метчиков являются низкая стойкость, большая шер ховатость профиля нарезанной резьбы, также чрезмерная длина недореза в .глухих отверстиях. Цель изобретения - повышение рабо тоспособности метчиков. Указанная цель достигается тем, что в комплекте метчиков для нарезания резьбы в труднообрабатываемых металлах, содержащем затылованные ре жущие и калибрующие зубья, резьбовые участки которых расположены в шахматнЬм порядке, имеющем на калибрующ зубьях ленточки, расположенные на задней поверхности у режущей кромки, в котором наружный и средний диаметр чернового метчика определяют из усло вия нар.черн..чистГ °ср.чери..чист, rflecJhap.MepH..UMcT,- «аружные дйамет ры чернового и чистового метчиков соответственно;
D.W-0.1S 94 а для высокопрочных сталей наружный и средний диаметры черновых метчиков Аjf Л (0,06-0,16) мм КармёриГ °иар.4ист. .черн, СР.ЦИСТ, - 0,2 мм, .черн. ьар. чист. наружный диаметр чернового и чистового метчиков соответственно. Предлагаемое вьтолнение метчиков обеспечивает повышенную чистоту профиля резьбы в соответствии с физикомеханическими свойствами высокопрочных сталей, при этом толщина среза примерно в 3 раза больше радиуса скругления режущих кромок метчиков, а стружка вместо жесткой V -образной становится легкодеформируемой, состоящей из 2-х раздельных полос. Благодаря выполнению задних поверхностей метчиковзатылованными по ломаной линии, выбору оптимальных величин наружных и средних диаметров черновых мётчиков комплекта и рациональной геометрии заборных частей чистовых метчиков комплекта обеспечивается повьш1ениё стойкости инструмента и качества обработанных изде1лий.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Семенченко И.И | |||
| и др | |||
| Проектирование металлорежущих инструментов | |||
| М., Машгиз, 1963, с.531-547 (прототип). | |||
