Изобретение относится к электрометаллургии, преимущественно к устройствам для производства алюминия, эксплуатируемым в условиях Крайнего Севера.
Известны электролизеры с самообжигающимся анодом и верхним токопроводом, содержащие катодный и анодные кожухи [1]
Однако при длительном анодном эффекте, когда процесс электролизера прекращается, а выделение тепла и потребление электроэнергии значительно увеличивается, катодный кожух деформируется, что вызывает преждевременный выход из строя электролизера.
Наиболее близким по технической сути (прототипом) является электролизер, содержащий катодный кожух с торцевыми и боковыми укрытиями, закрепленными на раме, выполненной в виде короба [2]
Однако при температурах -40oC и ниже на мощных электролизерах с рабочим током 160 кА в значительной мере наблюдается термомагнитный эффект (Риги-Ледюка эффект) [3] Сущность упомянутого эффекта состоит в том, что в проводнике с перепадом температуры, помещенном в постоянное магнитное поле, перпендикулярное тепловому потоку, возникает вторичная разность температур в направлении, перпендикулярном первичному тепловому потоку и полю. Следствием этого является низкая эксплуатационная стойкость сварных швов кожуха, не зависящая от способа их выполнения.
Целью изобретения является обеспечение регулирования натяга соединения торцевого и бокового укрытия кожуха.
Цель достигается тем, что торцевое и боковые укрытия соединены силовым узлом, содержащим по меньшей мере одну пару биметаллических шпилек, продольная плоскость раздела двух металлов которых перпендикулярна зеркалу расплава.
Другой целью изобретения является повышение срока службы сварных швов за счет уменьшения воздействия на них электростатической нагрузки.
Цель достигается тем, что на сварной шов наложена осесимметричная магнитная линза, к электрической сети которой подключена через разнородные металлы упомянутая шпилька, причем последняя выполнена электроизолированной от кожуха.
На фиг.1 представлен фрагмент катодного кожуха электролизера, содержащий торцевое 1 и боковое 2 укрытия с ребрами жесткости 3. Биметаллические шпильки 4 стягивают укрытия 1 и 2. Осесимметричная магнитная линза 5 закреплена на сварном шве и проводами 6 подключена к разнородным металлам электроизолированной от кожуха шпильки 4.
На фиг.2 изображен поперечный разрез шпильки 4, срединная часть которой может быть выполнена в виде биметаллической пластины толщиной h с продольной плоскостью p-p раздела двух металлов. Шпилька 4 по данному техническому решению может быть выполнена и с криволинейной осью в нормальном состоянии, выпрямляющейся при нагреве.
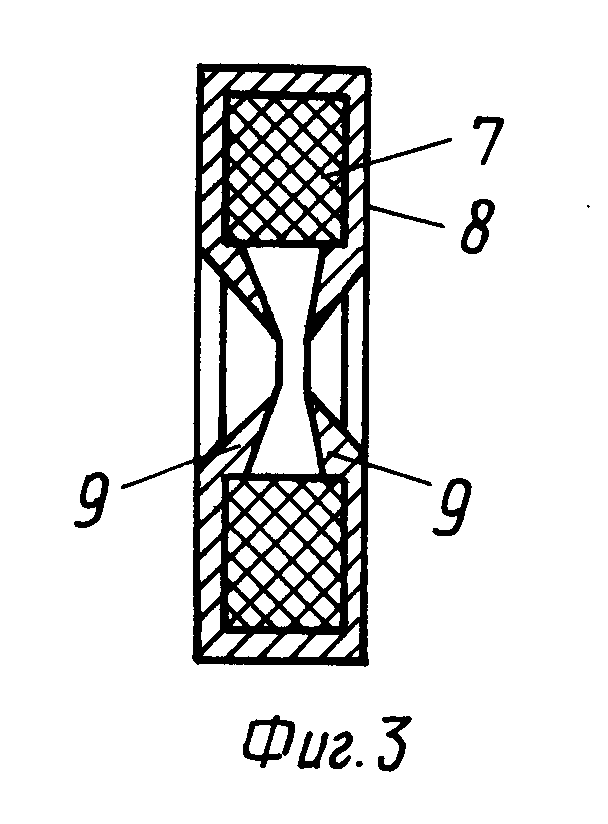
На фиг.3 изображен поперечный разрез линзы 5 с обмоткой 7, заключенной в защитную оболочку 8 и с полюсными наконечниками 9.
Устройство работает следующим образом.
При ручном регулировании натяга прямую шпильку 4 прогревают горелочным устройством, она изгибается, развивая значительные усилия, соответствующие механическому эквиваленту теплоты, и стягивает укрытия 1 и 2, что затем фиксируется гайками. Криволинейную в нормальном состоянии шпильку также можно прогревать для уменьшения натяга и соответственно уменьшения термонапряжений кожуха. В случае затяжного анодного эффекта при низких отрицательных температурах окружающей среды происходит выпрямление шпильки 4 за счет вышеописанного термомагнитного эффекта, для чего следует плоскость p-p ориентировать перпендикулярно зеркалу расплава.
Линза 5 потребляет и рассеивает на шпильке 4 энергию постоянного магнитного поля электролизера, снижая таким образом электростатический импульс механического действия на материал сварного шва. Наконечники 9 позволяют увеличить поперечные размеры линзы 5 и упростить тем самым ее изготовление и фиксацию на кожухе.
Испытание заявленного устройства проводилось на Братском алюминиевом заводе в зимних условиях, которые показали значительное повышение технологической эффективности крепления катодного кожуха. В частности, было выявлено, что шпильку заявленной конструкции можно смонтировать на работающем электролизере ее как бы "не мотает" в мощном электромагнитном поле.
Источники информации
1. Троицкий И.А. Металлургия алюминия. М. Металлургия, 1977.
2. А.c. N 1838451, БИ N 2, т.2, 1993.
3. Блатт Ф. Дж. Теория подвижных электронов в твердых телах. Пер. c англ. М.-Л. 1963.
| название | год | авторы | номер документа |
|---|---|---|---|
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2118407C1 |
| СПОСОБ УПРАВЛЕНИЯ АЛЮМИНИЕВЫМ ЭЛЕКТРОЛИЗЕРОМ | 1992 |
|
RU2038426C1 |
| Способ электролитического получения алюминия в электролизерах с самообжигающимся анодом | 1992 |
|
SU1836495A3 |
| Устройство для гашения анодного эффекта | 1990 |
|
SU1786194A1 |
| Способ автоматического устранения анодных эффектов | 1990 |
|
SU1775503A1 |
| КОНТАКТНОЕ СОЕДИНЕНИЕ УЗЛА ТОКОПОДВОДА К КАТОДНОЙ СЕКЦИИ ЭЛЕКТРОЛИЗЕРА | 1993 |
|
RU2085624C1 |
| СПОСОБ ПОДГОТОВКИ К ПУСКУ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2324007C2 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2007 |
|
RU2355824C2 |
| СПОСОБ КРЕПЛЕНИЯ РЕБЕР ОХЛАЖДЕНИЯ НА КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2007 |
|
RU2376402C2 |
| ЭЛЕКТРОЛИЗЕР С САМООБЖИГАЮЩИМСЯ АНОДОМ С ВЕРХНИМ ТОКОПОДВОДОМ | 1994 |
|
RU2090658C1 |
Использование: изобретение относится к электрометаллургии, преимущественно к устройствам для производства алюминия, эксплуатируемым в условиях Крайнего Севера. Сущность: в электролизере с самообжигающимся анодом и верхним токоподводом, содержащим сварной кожух с торцевыми и боковыми укрытиями, торцевое и боковое укрытия соединены силовым узлом, имеющим пару биметаллических шпилек, продольная плоскость раздела двух металлов которых перпендикулярна зеркалу расплава, на сварной шов наложена осесимметричная магнитная линза, к электрической сети которой подключена через разнородные металлы упомянутая шпилька. 1 з.п. ф-лы, 3 ил.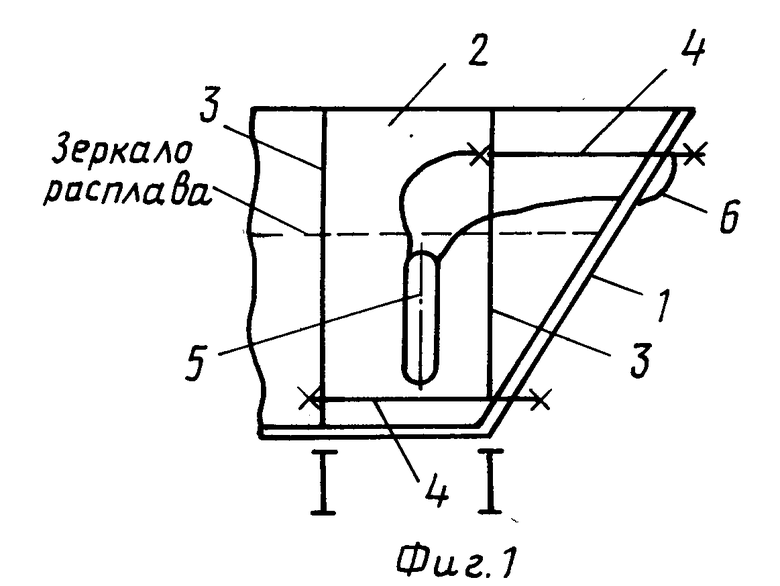
| RU, авторское свидетельство, 1838451, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
