Изобретение относится к металлургии алюминия, в частности к способу получения алюминия электролизом расплавленных солей.
Известен анодный зонд для автоматического регулирования алюминиевых электролизеров, опущенный в жидкую часть анода (авт. св. СССР N 177627, кл. C 25 C 3/20, 1965).
Измерение анодного потенциала с помощью такого зонда не исключает падения напряжения в спеченной части анода, являющегося величиной переменной. Кроме этого расстояние от нижнего конца зонда до спеченной электропроводящей части анода есть величина переменная. В результате все это приводит к снижению точности измеряемого во времени анодного потенциала.
Известен способ устранения перекоса анода алюминиевого электролизера, согласно которому измерение его рабочего напряжения производят в нескольких точках, например в двух, между центральными частями торцовых сторон анодного кожуха и катодным кожухом, определяют разность напряжений заданного значения, регулируют положение анода путем включения левого или правого электропривода домкрата анода до устранения рассогласования разности напряжений (а.с. СССР N 1216254, кл. C 25 C 3/20, БИ N 9, 1986).
Измерение напряжения между центральными частями торцовых сторон анодного кожуха и катодным кожухом включает в себя влияние таких процессов, как в дифференцированное изменение положения стального анодного кожуха относительного угольного анода по высоте, что приводит к нестабильности во времени контакта сталь-углерод при периодическом поддергивании анодного кожуха; за счет подтека связующего анодной массы (пека) и его последующего коксования величина перепада напряжения в контакте сталь-углерод меняется во времени по неопределенному закону.
Наконец, контакт сталь-углерод в условиях высоких температур и при наличии газовой фазы, содержащей СО2 и кислород воздуха, приводит к выгоранию угля в контакте, поскольку железо является катализатором реакций окисления углерода, а возрастание температуры сдвигает эти реакции вправо. Кроме этого, как показал опыт измерения потенциала с анодного кожуха, влияние перестановки штырей и подъема анодной рамы при этом также не исключается. В конечном счете, все это приводит к невозможности постоянного контроля изменения анодного потенциала во времени.
Измерение катодного потенциала на катодном кожухе, согласно известному способу, также вносит элемент нестабильности измеренного сопротивления из-за проникновения расплава между кожухом и футеровкой в процессе эксплуатации электролизера.
В результате, все это снижает точность регулирования межполюсного расстояния.
Наиболее близким к предлагаемому является способ управления алюминиевым электролизером, включающий измерение напряжения между элементами анода и катода, определение разности напряжения и знака разности, сравнение с заданием, устранение рассогласования путем включения левого и правого электроприводов домкрата анода, отличающийся тем, что через торцы анода вводят зонды до соприкосновения с конусом спекания, вводят зонды через торцы в катод до осей установки зондов в аноде и попарно измеряют напряжение между левым и правым анодным и катодным зондами [1]
Измерение напряжения попарно между левыми и правыми анодными и катодными зондами, достигающими конуса спекания, с последующим устранением рассогласования путем включения левого или правого электроприводов домкрата анода включает в себя следующие недостатки.
Значения измеренных напряжений по известному способу содержит в себе все изменения, связанные с технологией самообжигающегося анода, а именно изменение высоты конуса спекания (за счет расхода анода и изменения теплового режима анода), следовательно изменение контакта зонд-анод; периодическое поддергивание анодного кожуха; периодическая перестановка штырей в два или более приемов в разных зонах анода; трещиноватость анода и ее изменение во времени; изменение качества анода по различным зонам по времени; перераспределение тока в теле анода, связанное как с вышеуказанными параметрами, так и с изменением кривизны поверхности катодного металла (МГД-явления) и номинального значения тока серии; периодическая выливка металла.
Все эти изменения имеют бессистемный и частично взаимообусловленный характер, отличаются в разных торцах электролизера. Поэтому устранение рассогласования значений напряжения, измеренного в разных торцах электролизера, приводит во времени к искусственному возрастанию разности численных значений указанных параметров анода и катода, следовательно, появлению искусственного продольного перекоса анодного массива, что вызовет дополнительное перераспределение тока (и потенциального поля) в аноде и дополнительный перекос катодного металла. В результате, снижается точность поддержания МПР электролизера, а следовательно, производительность электролизера; возрастает непроизводительный расход энергии.
Исходя из недостатков известных технических решений, более точным следует считать измерение анодного потенциала, при котором исключается падение напряжения во всех частях анодного устройства, т.е. например, потенциала, соответствующего потенциалу постоянно погруженной в расплав части анода; значение измеренного катодного потенциала также не должно содержать его изменение во времени, а регулирование МПР следует вести не по граничным значениям измеренного сопротивления.
Целью изобретения является повышение производительности электролизера и снижение расхода электроэнергии.
Цель достигается тем, что измеряют среднее напряжение на электролизере, как разность усредненных потенциалов анодных металлических расходуемых зондов, запеченных на всю высоту анода, и катодных шин, сравнивают измеряемое напряжение с заданным и устраняют рассогласование. Период цикла измерений напряжения электролизера определяют как отношение h Δ v 0,9-2,5, где h перемещение анода, вызывающее изменение напряжения на 0,5 величины задаваемого диапазона регули- рования; Δ v разность между скоростью сгорания анода и скоростью повышения уровня катодного металла, причем анодные зонды могут быть электроизолированы от угольного анода как на высоту его спеченной части, так и на всю высоту.
Измерение разности усредненных потенциалов снижает амплитуду колебания измеренного напряжения, тем самым снижается величина ошибки, вызываемой влиянием магнитной гидродинамики и вводимой в сигнал регулирования. Таким образом уменьшается величина рассогласования между измеренным и заданным напряжениями.
Применение металлических расходуемых анодных зондов уменьшает общую величину измеряемого анодного потенциала. При этом исключается изменение падения напряжения в аноде, вызванное перестановкой штырей, поддергиванием анодного кожуха, изменением силы тока серии. В результате происходит точное измерение величины напряжения. Применение электроизолированных анодных зондов исключает возникновение тока утечки между ними и между зондом и телом анода; кроме этого измеряется лишь потенциал нижней границы (подошвы) анода. Все это исключает влияние технологии обслуживания анода на величину измеренного сигнала, повышает точность регулирования межполюсного расстояния.
Период цикла измерений напряжения на электролизере, рассчитанный исходя из скорости повышения уровня катодного металла, обусловлен непрерывным изменением уровня во времени. Величина этого изменения зависит от мощности электролизера, его производительности, технологических параметров и конструктивных особенностей и для данной конструкции является практически постоянной средней величиной.
Диапазон периода цикла измерений напряжения электролизера, определяемый как отношение h Δ v 0,9-2,5, получен опытным путем исходя из возможностей механизмов электропривода анода и следующих положений.
Из практики электролиза известно, что скорость повышения уровня катодного металла в алюминиевых электролизерах v1 20-25 мм/cут. Скорость сгорания анода v214-16 мм/сут. Тогда скорость измене- ния межполюсного зазора (МПЗ) Δ vmin v1min-v2max 4 мм/сут 0,17 мм/ч ˙Δ vmax v1max -v2min 11 мм/сут 0,46 мм/ч.
Известно также, что величина напряжения 1 мм МПЗ составляет 30 мВ.
Задаваемый диапазон регулирования напряжения средствами АСУ ТП составляет 25 мВ.
Для эффективного регулирования МПЗ следует принять 0,5 величины задаваемого диапазона регулирования, т.е. 12,5 мВ (U3), в пересчете на единицы измерения величины МПЗ 0,42 мм (h).
При скорости перемещения анода электролизера типа С-8Б в вертикальном направлении, равной 22,4 мм/мин, одна секунда работы двигателей электропривода дает 0,37 мм изменения величины МПЗ или в пересчете на напряжение 11,1 мВ (U1). Менее 1с работа электродвигателей неэффективна, учитывая инерционность пускового момента. Номинальное время работы двигателей для эффективного регулирования МПЗ составит U3 U1 1,13с. Это практически равно минимально допустимому времени работы электродвигателей привода анода (1с).
Период измерения напряжения электролизера рассчитывают через отношение h: Δv.
τmin h Δ vmax 0,91 ч
τmax h Δ vmin 2,47 ч
Таким образом диапазон эффективного измерения напряжения электролизера определяют как соотношение
h Δ v 0,9-2,5
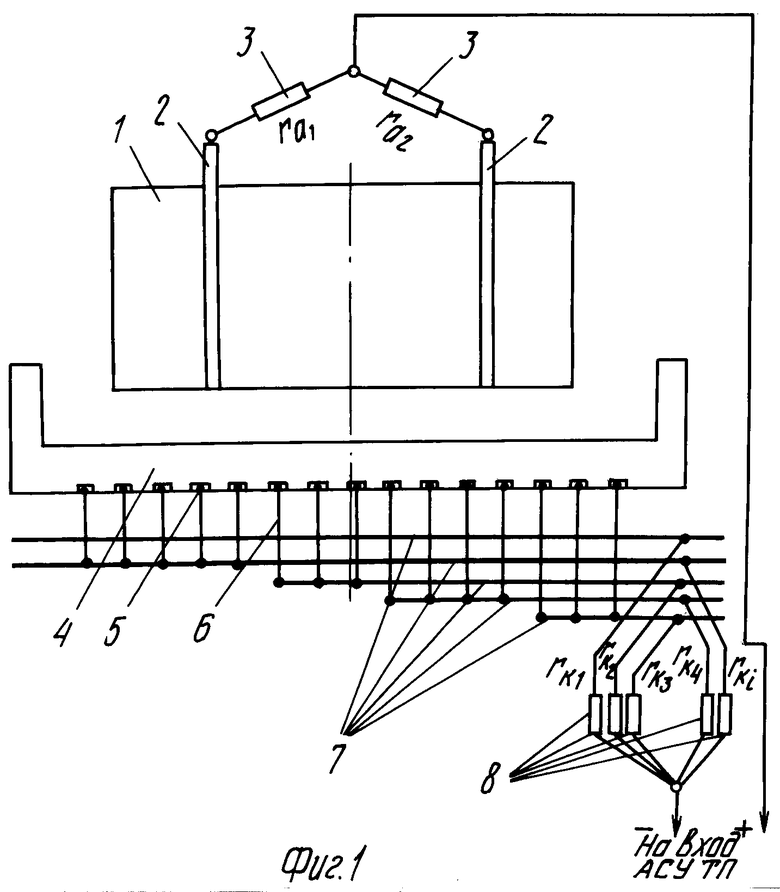
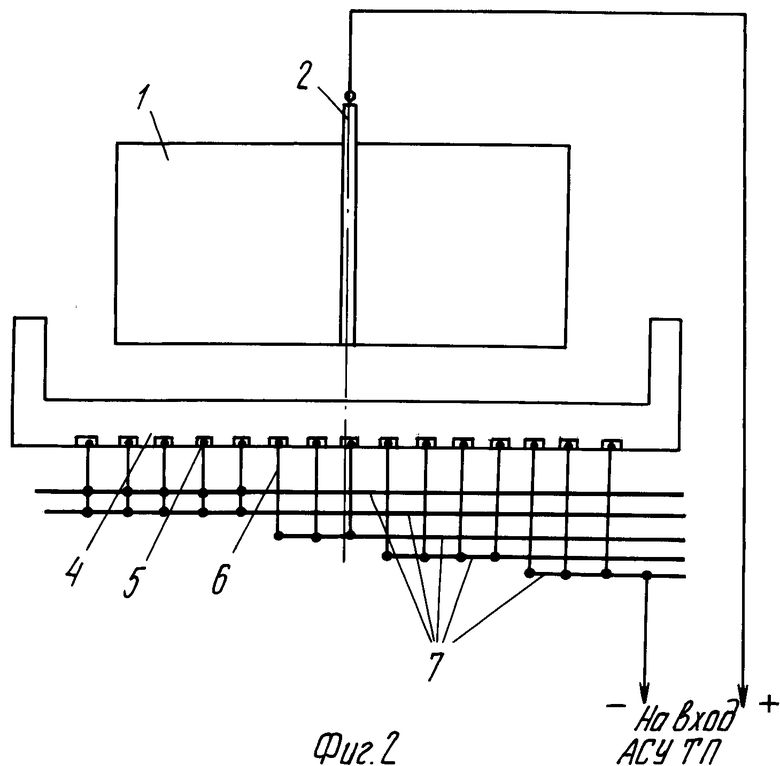
На фиг.1 изображено устройство для реализации предлагаемого способа; на фиг.2 то же, вариант с одним расходуемым электроизолированным зондом
Устройство содержит самообжигающийся анод 1 с запеченными в торцовых участках на всю высоту анода металлическими расходуемыми зондами 2, электрически соединенными между собой через уравнительные анодные сопротивления 3 с положительной клеммой входного блока средства АСУ ТП (на чертежах не показано); катода 4 с катодными стержнями 5, спусками 6 и шинами 7. На отрицательную клемму входного блока АСУТП подают сигнал от каждой из катодных шин 7 также через уравнительные катодные сопротивления 8. Катодный потенциал подают с катодной шины 7, электрически соединенной с катодным стержнем 5 выходного (по ходу тока) торца электролизера. В этом случае уравнительные сопротивления 3,8 не требуются.
П р и м е р 1. На промышленном электролизере с самообжигающимся анодом и верхним токоподводом типа С-8Б на силу тока 156 кА реализуют схему измерения напряжения согласно фиг.1. В качестве анодных расходуемых зондов используют две стальные трубы для гашения анодных эффектов.
Анодные и катодные сопротивления (ra и rк соответственно) выполнены с условием ra1 ra2 и rк1 rк2 rкi. Средство АСУТП микропроцессор А-123 и шкаф управления типа ШУЭ БМ. Электролиз ведут в течение месяца и фиксируют технические и технико-экономические показатели.
Затем изменяют схему измерения напряжения на базовую, применяемую на большинстве отечественных алюминиевых заводов и предусматривающую снятие анодного потенциала с анодной ошиновки, катодного с катодной шины выходного (по ходу тока) торца электролизера. Ведут электролиз также в течение месяца. Далее изменяют схему измерения согласно прототипу и также ведут электролиз в течение месяца.
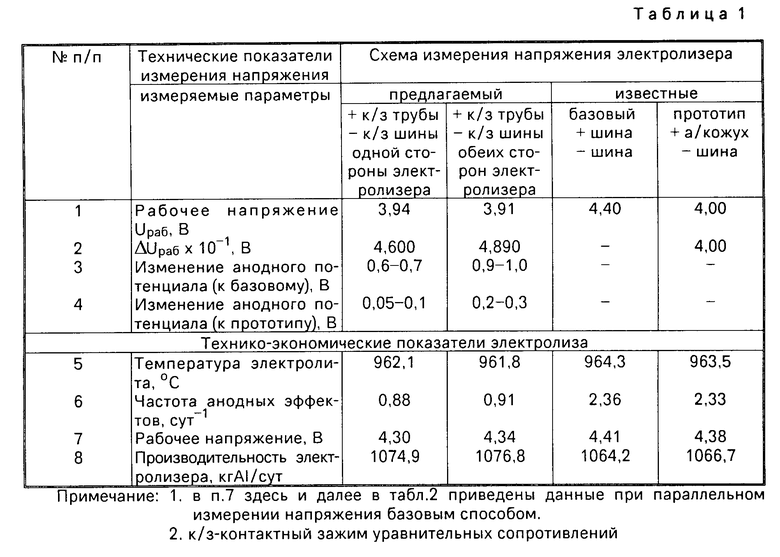
Период измерения напряжения электролизера составляет 100 с по всем трем способам. Подачу глинозема в расплав ведут 12-кратной в сутки обработкой МНР. Выливку металла производят ежесуточно. Технические результаты и осредненные технико-экономические показатели электролиза по всем трем способам представлены в табл.1.
Как видно по изменению анодного потенциала во времени, предлагаемый способ измерения является более точным по сравнению с известными. Производительность электролизера при управлении по предлагаемому способу на 8-10 кг AI/сутки выше, а рабочее напряжение ниже на 0,1 В, чем по прототипу, на что указывают более низкая температура электролита и частота АЭ.
В целом отмечался более устойчивый технологический ход электролизера по заявленному способу по сравнению с известными.
П р и м е р 2. На том же электролизере реализуют схему измерения напряжения согласно фиг.2. Анодный зонд стальную трубу D 60 мм футеруют снаружи глиноземом и AIF3 в соотношении 7:3 на всю высоту анода.
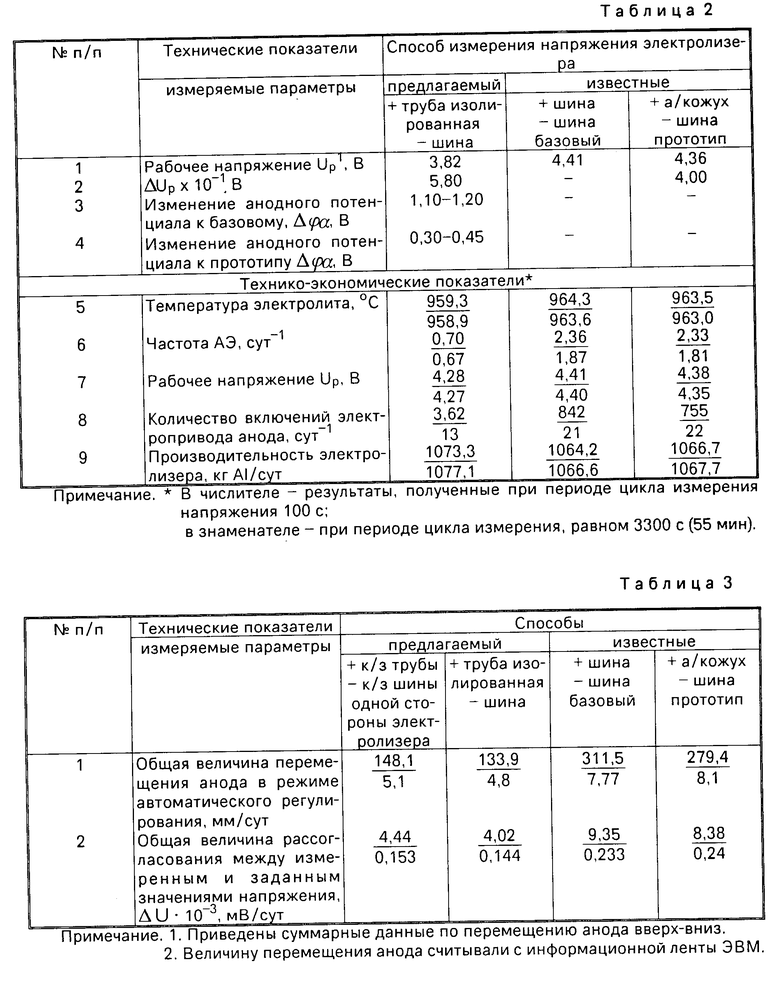
Технические и технико-экономические показатели электролиза в течение месяца в сравнении с известными способами представлены в табл.2.
Как следует из результатов испытаний, показанных в табл. 2, схема измерения анодного потенциала по предлагаемому способу является еще более точной по сравнению с известными способами. Более высокая точность измерения анодного потенциала достигается тем, что по предлагаемому способу анодный потенциал снимают с нижнего конца трубы, постоянно погруженного в электролит и имеющего максимальное по величине значение. При этом за счет изоляции не вносятся искажения в измеряемое значение, связанные с технологией обслуживания анодного устройства. Как видно из технико-экономических показателей, величина рабочего напряжения электролизера по предлагаемому способу на 0,1 В ниже, в производительность на 9,4 кг АI/сут выше, чем по прототипу.
В табл. 3 представлены осредненные величины рассогласования измеряемого напряжения от заданного по предлагаемому и известным способам, рассчитанные по данным п.8 табл.2, где не приведены результаты по варианту предлагаемого способа (+к/з трубы к/з шины), составляющие 400/14 включений электропривода анода в сутки.
Судя по полученным результатам, общая величина рассогласования между измеренным и заданным значениями напряжения электролизера по предлагаемому способу в 1,5-2 раза меньше, чем по известным способам, при любом периоде цикла измерений. Это достигается как за счет более точной схемы измерения напряжения, исключающей влияние возмущений, связанных с технологией обслуживания электролизера и МГД-явлений, так и за счет более оптимального выбора периода измерения напряжения, учитывающего разность в скорости сгорания анода и подъема уровня катодного металла.
Более стабильное поддержание заданного значения МПЗ-электролизера приводит к улучшению технико-экономических показателей электролиза, отраженных в табл. 1,2. Кроме этого, меньшее количество включений электропривода позволит увеличить срок службы и надежность работы электродвигателей.
Изобретение относится к электролитическому получению алюминия. Существо изобретения заключается в том, что определяют среднее напряжение электролизера как разность усредненных потенциалов между металлическими расходуемыми зондами, запеченными на всю высоту анода, и катодными шинами. Период цикла измерений расчитывают исходя из разности между скоростью сгорания анода и скоростью повышения уровня катодного металла. 2 ил., 3 табл.
СПОСОБ УПРАВЛЕНИЯ АЛЮМИНИЕВЫМ ЭЛЕКТРОЛИЗЕРОМ преимущественно с самообжигающимся анодом и установленными в нем на всю его высоту металлическими расходуемыми зондами, электроизолированными от материала анода, включающий периодическое измерение напряжения между зондами и катодом, изменение положения анода при наличии рассогласования между заданным по технологии и текущим значениями электрического параметра, отличающийся тем, что в качестве электрического параметра используют усредненное за период значение напряжений между всеми зондами и катодом, а периодичность измерений устанавливают из математического выражения h:Δv = 0,9-2,5, где h величина перемещения анода, вызывающая изменение напряжения на 0,5 величины задаваемого диапазона регулирования; Δv разность скорости сгорания анода и скорости повышения уровня катодного металла.
| Способ управления алюминиевым электролизером | 1987 |
|
SU1514832A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
